
















































































Текст
МИНИСТЕРСТВО ПУТЕЙ СООБЩЕНИЯ СССР
ГЛАВНОЕ УПРАВЛЕНИЕ ЛОКОМОТИВНОГО ХОЗЯЙСТВА
ЦТ
4351
Утверждаю:
заместитель Министра путей
сообщения
ИНСТРУКЦИЯ
ПО ФОРМИРОВАНИЮ И СОДЕРЖАНИЮ
КОЛЕСНЫХ ПАР
ТЯГОВОГО ПОДВИЖНОГО СОСТАВА
ЖЕЛЕЗНЫХ ДОРОГ
КОЛЕИ 1520 мм
(взамен Инструкции
ЦТ/2306 от 31.08.63)
МОСКВА "ТРАНСПОРТ" 1988
1. ВВЕДЕНИЕ
1-1. Настоящая Инстр1кция распространяется на колзсные пары всех Титов
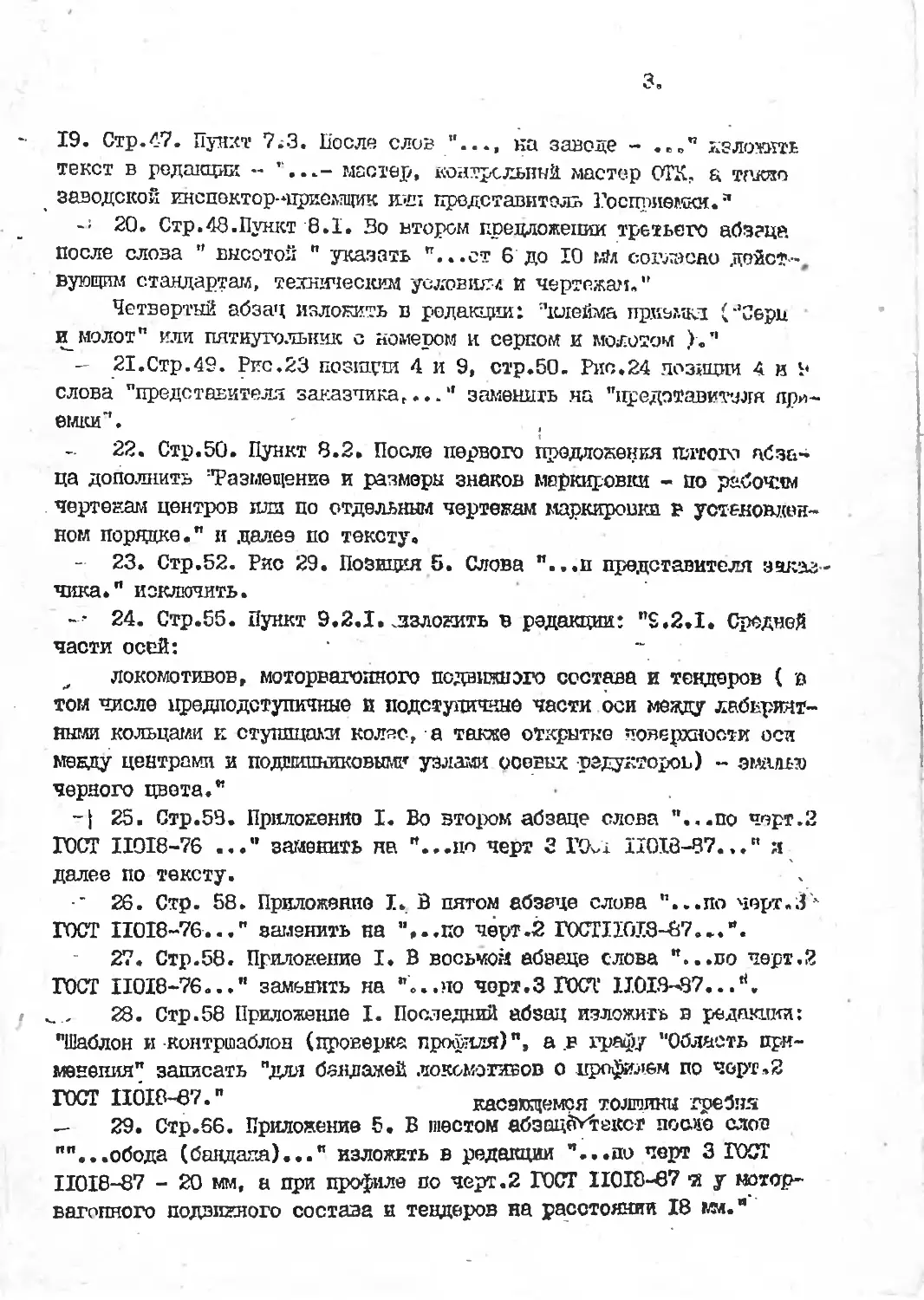
тягового подвижного состава1 колеи 1520 мм, за исключением газотурбовозов,
мотовозов и автомотрис.
1.2. Инструкцией устанавлива! ггся порядок, сроки, нормы и требования,
которым должны удовлетворять колесные пары при их формировании,
освидетельствовании, ремонте и техническом содержании.
1-3. Вся вновь издаваемая эксплуатационная и ремонтная документация
по колесным парам должна строго соответствовать настоящей Инструкции, а
действующая — приведена в соответствие с ней.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. В соответствии с .Правилами технической эксплуатации железных дорог
Союза ССР (ПТЭ) каждая колесная пара должна удовлетворять требованиям
настоящей Инструкции. Колесные пары ТПС с подшипниками качения должны
также удовлетворять требованиям действующей Инструкции по содержанию и
ремонту узлов с подшипниками качения локомотивов и моторвагонного
подвижного состава.
Изготовление и ремонт ведомых зубчатых колес тяговых редукторов с
упругими резинометаллическими элементами, узлов и деталей приводов колесных
пар с опорно-рамным и опорно-центровым подвешиванием тяговых электро-
двигателей должны производиться согласно требованиям соответствующих
действующих чертежей, правил ремонта, технологических инструкций и ремонтных
руководств.
Выполнение требований указанной технической документации обяза-
твльно для всех работников, связанных с формированием, освидетельство-
ванием, ремонтом и эксплуатацией колесных пар.
2-2. Каждая колесная пара должна иметь на оси четко поставленные знаки о
времени и месте формирования, полного освидетельствования и клейма о приемке
ее при формировании. Кроме того, элементы колесной пары должны иметь знаки и
клейма, установленные соответствующими стандартами, техническими условиями
и настоящей Инструкцией.
2.3. Колесные пары установленным настоящей Инструкцией порядком
должны подвергаться, осмотру под ТПС, обыкновенному и полному
освидетельствованию, а также освидетельствованию с выпрессовкой оси.
2.4. Полное освидетельствование и освидетельствование с выпрессовкой
оси должны производиться на заводах и в локомотивных депо, имеющих
разрешение Главного управления локомотивного хозяйства и обязательный
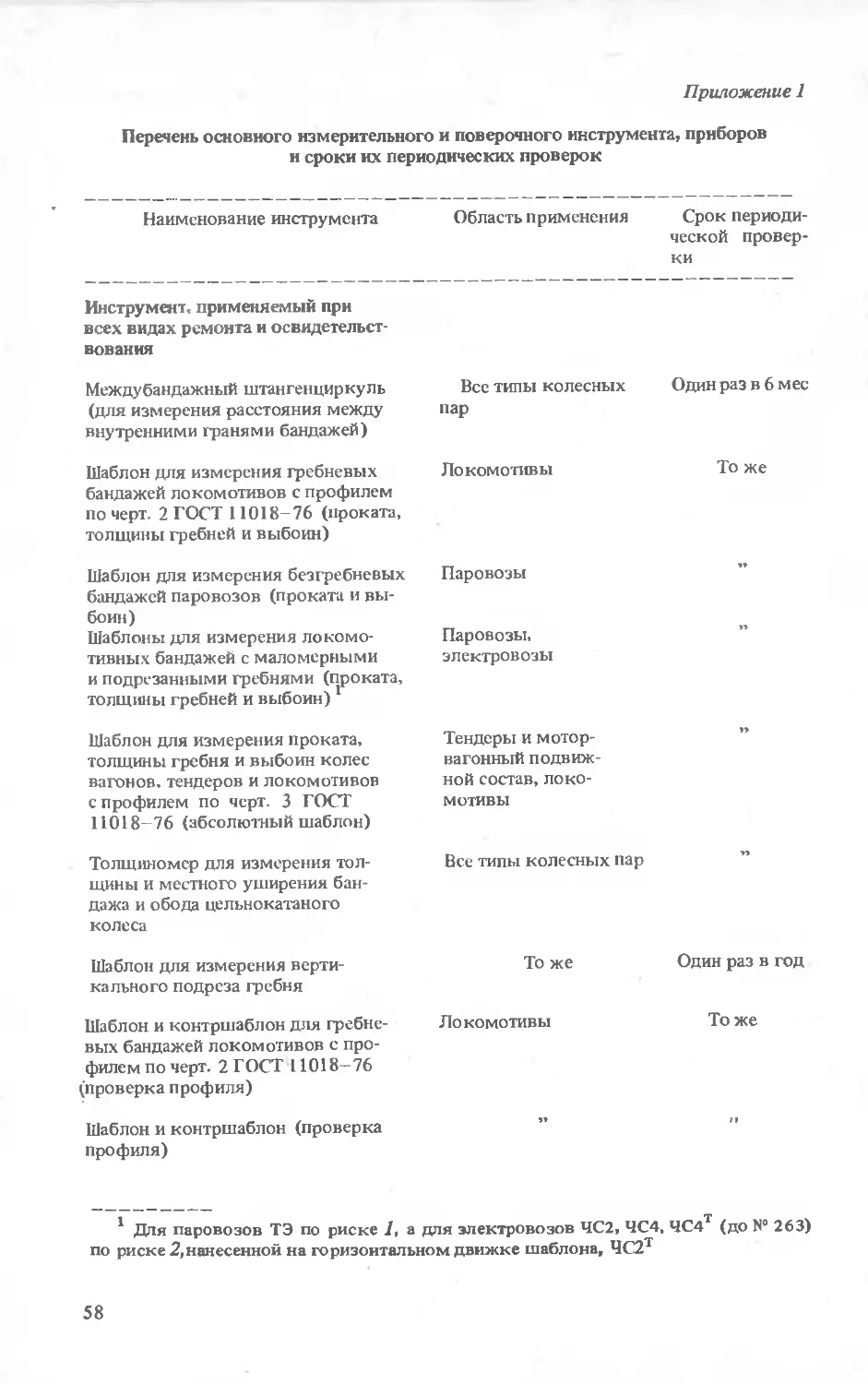
минимум оборудования, приспособлений, измерительного и поверочного
жструмента согласно приложениям 1, 2 и 3.
Применение специального измерительного и поверочного инструмента
должно быть согласовано Главным управлением локомотивного хозяйства МПС.
2.5. Измерительный и поверочный инструмент должен подвергаться
контрольным проверкам в соответствии с действующими положениями Госу-
дарственного комитета СССР по стандартам, в сроки согласно приложению 1.
При первом признаке неисправности инструмент должен быть направлен
иа внеочередную проверку.
2.6. Результаты проверки инструмента должны регистрироваться в паспорте
жстру мента нли в cm циальной книге с записью наименования
1 Далее для сокращения — ТПС, за исключением мест, где по характеру
требований необходимо указывать тошо, о каком именно подвижном
составе идет речь.
3
инструмента, его порядкового номера, даты проверки и удостоверяться
подписью лиц, производящих проверку.
Ответственность за содержание инструмента и измерительных приборов,
а также за своевременную их проверку возлагается на начальника колесного цеха
или мастера, руководящего ремонтом колесных пар.
Контроль за организацией и своевременностью проверки измерительного,
поверочного инструмента осуществляется:
на заводе — начальником отдела технического контроля;
депо — главным инженером или заместителем начальника депо
по ремонту.
2-7. Состояние оборудования, приспособлений и инструмента для осви-
детельствования и ремонта колесных пар, а также соблюдение требований
настоящей Инструкции на заводах и в депо ежегодно должно проверяться
комиссиями, состав которых утверждается руководством служб локомотив-
ного хозяйства или локомотиворемонтных заводов.
2.8. Элементы каждой колесной пары должны проверяться магнитным
и ультразвуковым дефектоскопами в сроки, установленные настоящей
Инструкцией, с соблюдением требований действующих инструкций
по магнитному контролю ответственных деталей локомотивов и моторвагон-
ного подвижного состава в депо и на ремонтных заводах, инструкций,
инструктивных указаний и руководств по ультразвуковой дефектоскопии.
Проверки элементов колесных пар должны выполняться дефектоскопис-
тами, выдержавшими испытание на право контроля деталей локомотивов и
моторвагонного подвижного состава, при обязательном участии мастера.
Дефектоскоп ию элементов колесных пар должны периодически проверять
контрольные мастера ОТК, инспекторы-приемщики и приемщики локомотивов1.
Результаты контроля должны регистрироваться в соответствующей
утвержденной документации.
2.9 В пунктах формирования, ремонта и эксплуатации колесных пар должны
вестись книги, журналы, ведомости по учету, ремонту, освидетельствованию
колесных пар по установленным МПС формам, а также технические паспорта
(формуляры) колесных пар электровозов, тепловозов и моторвагонного подвиж-
ного состава. Они должны разборчиво заполняться только чернилами и подписы-
ваться ответственными лицами. Исправления допускаются только красными чер-
нилами за подписью ответственного лица с расшифровкой фамилии и инициалов.
2.10. Технический паспорт установленной МПС формы должен составляться
на каждую вновь сформированную колесную пару ТПС (кроме паровозов). Номер
паспорта должен соответствовать номеру оси колесной пары.
Данные, характеризующие вновь сформированную колесную пару, должны
быть занесены в паспорт за подписью начальника или мастера отдела технического
контроля завода-изготовителя и инспектора-приемщика и заверены печатью
предприятия. В дальнейшем в паспорт заносят все данные, связанные с
эксплуатацией и ремонтом колесной пары.
При отсутствии технического паспорта подкатка колесной пары под ТПС
(кроме паровозов) запрещается. Паспорт подкаченной колесной пары должен
храниться в паспорте ТПС.
При замене оси колесной пары в паспорте должен быть зачеркнут номер
замененной оси и красными чернилами поставлен номер новой оси.
2.11. В случае утери паспорта колесной пары выписывается дубликат при
одном из видов освидетельствования колесной пары на основании имеющихся на
ее элементах клейм, а также проведения обмеров для занесения в паспорт
необходимых данных.
В верхнем правом углу паспорта должна быть запись ’’Дубликат”. Дубли-
кат паспорта подписывается: на заводе — начальником отдела технического
'Здесь и далее: инспекторы-приемщики и приемщики локомотивов - там,
где они имеются.
4
контроля н инспектором-приемщиком, в депо - заместителем начальника депо и
приемщиком локомотивов. Подписи заверяются печатью предприятия с указанием
даты выписки дубликата.
2-12. Сварочные работы на колесных парах необходимо производить в
соответствии с требованиями действующих инструктивных указаний по сварочным
рсботам при ремонте тепловозов, электровозов и моторвагонного подвижного
состава, а по колесным парам паровозов и тендеров - в соответствии с
требованиями Инструкции по наплавочным и сварочным работам при ремонте
паровозов.
Сварочные работы должны выполняться сварщиками, сдавшими испытания на
право производства ответственных работ и имеющими на это соответствующее
удостоверение.
До и после наплавки, обработки гребней и местного проката следует
производить магнитную дефектоскопию бандажа. На паровозах при наплавке
местного проката без выкатки колесной пары выполнять дефектоскопию только
случаях, когда дефектоскоп проходит между внутренней гранью бандажа и рамой.
2.13. Запрещается подкатывать под ТПС и эксплуатировать колесные пары,
не отвечающие требованиям настоящей Инструкции.
3. ТЕХНИЧЕСКОЕ СОДЕРЖАНИЕ И ОСНОВНЫЕ ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К КОЛЕСНЫМ ПАРАМ В ЭКСПЛУАТАЦИИ
3.1. Колесные пары для определения их технического состояния и
пригодности к эксплуатации подвергать осмотру:
под ТПС - при всех видах технических обслуживании и ремонтов, каждой
проверке ТПС в эксплуатации, а также после крушений, столкновений, схода с
рельсов;
в случаях переподкатки, не связанной с неисправностью и ремонтом
колесной пары (без разборки или с частичной разборкой собранной с ней узлов).
Подкатка такой колесной пары под другой ТПС допускается при условии, что ее
пробег после освидетельствования не превышает пробега ТПС после капитального
или текущего ремонта ТР-3 (с отклонением от установленных норм в пределах
до 10%);
при первой подкатке под ТПС новой колесной пары (после формирования)
и после производства полного освидетельствования или освидетельствования с
выпрессовкой оси, если после них прошло не более 2 лет. При этом проверку даты
формирования и освидетельствования производить по клеймам на торце (бурту)
оси.
3.2. Осмотр колесных пар под ТПС должны производить:
машинист — при каждой приемке ТПС (моторвагонного подвижного состава
по доступной осмотру стороне); в эксплуатации при стоянках локомотивов на
станциях и в пунктах оборота; при техническом обслуживании ТО-2 моторвагон-
ного подвижного состава (в случае производства последнего локомотивными
бригадами);при профилактическом осмотре паровозов;
мастер — при техническом обслуживании ТО-3 ТПС (паровозных - При
промывочном ремонте);
мастер или бригадир — при техническом обслуживании ТО-2 электрово-
зов, тепловозов и моторвагонного подвижного состава (по последнему — в случае
производства ТО-2 ремонтными бригадами пункта технического обс-
луживания) ;
мастер и приемщик локомотивов - при техническом обслуживании ТО-4,
текущих ремонтах Тр-1 и ТР-2 тепловозов, электровозов и моторвагонного под-
вижного состава, при первой подкатке новых колесных пар согласно п. 3.1.
3.3. При осмотре колесных пар проверять:
на бандажах и ободьях цельнокатаных колес - отсутствие трещин, пол-
зунов (выбоин), плен, раздавленностей, вмятин, отколов, раковин, выщербин,
‘/,2-6866
5
ослабления бандажей на ободе центра (остукиванием молотком), сдвига бан-
дажа (по контрольным меткам на бандаже и ободе центра), предельного про-
кат! или износа, подреза и остроконечного наката гребня, ослабления бандаж-
ного кольца;
на колесных центрах, цельнокатаных колесах и ступицах дискового тор-
моза — отсутствие трещин в ступицах, дисках, спицах, ободьях и тормозных
накладках, признаков ослабления или сдвига ступиц на оси;
на открытых частях осей - отсутствие поперечных, косых или продольных
трещин, плен, протертых мест и других дефектов;
состояние пальцев кривошипов (по наружному виду) и отсутствие призна-
ков их ослабления;
отсутствие нагрева букс;
состояние зубчатой передачи тяговых (осевых) редукторов тепловозов,
электровозов и моторных вагонов моторвагонного подвижного состава (при
текущих ремонтах, когда это предусмотрено по циклу) ;
отсутствие нагрева моторно-осевых подшипников и опорных подшипников
редукторов (электропоездов) при постановке ТПС на смотровую канаву.
3.4. При осмотре колесных пар производить магнитную дефектоскопию:
открытых частей оси при переподкатке колесных пар в случаях, преду-
смотренных п.3.1 настоящей Инструкции (без проверки средней части оси, если
двигатель не снимается с колесной пары);
шеек и хвостовиков пальцев кривошипов, щек и пальцем контркриво-
шипов, болтов, удерживающих шайб и грибковых болтов пальцев кривошипом во
всех случаях снятия дышл с локомотива.
3.5. В соответствии с ПТЭ расстояние между внутренними гранями колес у
ненагруженной колесной пары должно быть 1440 мм. У локомотивов и вагонов,
обращающихся в поездах со скоростью свыше 120 км/ч до 140 км/ч, отклонения
допускаются в сторону увеличения не более 3 мм и в сторону уменьшения не более
1 мм, при скоростях до 120 км/ч отклонения допускаются в сторону увеличения и
уменьшения не более 3 мм.
3.6. В соответствии с ПТЭ запрещается выпускать в эксплуатацию
и допускать к следованию в поездах подвижной состав с трещиной в любой части
оси колесной пары или трещиной в ободе, диске и ступице колеса, а также при
следующих износах и повреждениях колесных пар, нарушающих нормальное
взаимодействие пути и подвижного состава:
3.6.1. При скоростях движения свыше 120 км/ч до 140 км/ч:
прокат по кругу катания у локомотивов, моторвагонного подвижного
состава более 5 мм;
толщина гребня более 33 мм или менее 28 мм у локомотивов при изме-
рении на расстоянии 20 мм от вершины гребня при высоте гребня 30 мм,
а у подвижного состава с высотой гребня 28 мм - при измерении на расстоянии
18 мм от вершины гребня.
3.6.2. При скоростях движения до 120 км/ч:
прокат по кругу катания у локомотивов, а также у моторвагонного
подвижного состава в поездах дальнего следования — более 7 мм, у моторва-
гонного подвижного состава в поездах местного и пригородного сообщения — бо-
лее 8 мм;
толщина гребня более 33 мм или менее 25 мм у локомотивов при изме-
рении на расстоянии 20 мм от вершины гребня при высоте гребня 30 мм.
а у подвижного состава с высотой гребня 28 мм - при измерении на расстоянии
18 мм от вершины гребня.
3.6.3. Вертикальный подрез гребня высотой более 18 мм (рис.1), изме-
ряемый специальным шаблоном.
3.6.4 Ползун (выбоина) на поверхности катания у локомотивов, мотор-
вагонного подвижного состава, а также тендеров с роликовыми буксовыми
подшипниками более 1 мм, а у тендеров с подшипниками скольжения - более 2 мм.
При обнаружении в пути следования у прицепного вагона моторвагонного
подвижного состава, а также тендера с роликовыми буксовыми подшипниками
6
2 2
Рис. 1. Измерение вертикального подреза гребня бандажа:
а — гребень бракуется; б — гребень не бракуется
ползуна (выбоины) глубиной более 1 мм, но не более 2 мм,разрешается довести их
без отцепки от поезда (пассажирский со скоростью не свыше 100 км/ч, грузо-
вой - не свыше 70 км/ч) до ближайшего пункта технического обслуживания, имею-
щего средства для замены колесных пар.
При ползуне у тендера и прицепного вагона от 2 до 6 мм, у локомотива
и моторного вагона — от 1 до 2 мм допускается следование поезда до ближайшей
станции со скоростью не свыше 15 км/ч, а при ползуне соответственно свыше 6
до 12 мм и свыше 2 до 4 мм — со скоростью не свыше 10 км/ч, где колесная
пара должна быть заменена. При ползуне свыше 12 мм у прицепного вагона
и тендера и свыше 4 мм у локомотива и моторного вагона разрешается следование
со скоростью 10 км/ч при условии вывешивания или исключения возможности
вращения колесной пары. Локомотив при этом должен быть отцеплен от поезда,
тормозные цилиндры и тяговый электродвигатель (группа двигателей) поврежден-
ной колесной пары отключены.
3.7. Кроме того, запрещается выдавать в поезда ТПС с колесными парами,
имеющими хотя бы одну из следующих неисправностей и износов:
раковина на поверхности катания;
выщербина или вмятина на поверхности катания глубиной более 3 мм и дли-
ной: у локомотива и моторного вагона моторвагонного подвижного состава более
10 мм, а у тендера или прицепного вагона моторвагонного подвижного состава
более 25 мм;
выщербина или вмятина на вершине гребня более 4 мм;
ослабление бандажа на центре, оси и пальца кривошипа в ступице, зубчато-
го колеса на оси или на ступице колесного центра, пальцев тягового привода в
отверстиях приливов колесного центра, цельнокатаного колеса или колесного
центра на оси;
остроконечный накат гребня, проверяемый специальным шаблоном (рис. 2) ;
толщина гребня более 23 мм и менее 22 мм у 2-й и 5-й колесных пар
электровозов ЧС2, ЧС2Т, ЧС4 н ЧС4Т (до № 263) при измерении на расстоянии
16,25 мм от вершины гребня;
Рис. 2. Остроконечный накат гребня:
в — гребень бракуется; б, в - гребень не бракуется
острые поперечные риски и задиры на шейках и предподступичных частях
осей;
протертое место на средней части оси локомотива глубиной более 4 мм, а на
оси тендера и моторвагонного подвижного состава - более 2,5 мм;
местное или общее увеличение ширины бандажа или обода цельнокатаного
колеса в результате раздавливания более 6 мм;
ослабление бандажного кольца в сумме на длине более 30 % для локомоти-
вов и более 20 % для моторвагонного подвижного состава, тендеров, бегунковых
и поддерживающих колесных пар, а также ближе 100 мм от замка кольца;
прокат по кругу катания у тендеров более 9 мм;
толщина бандажей колесных пар менее (в мм) : .
электровозов. кроме ВЛ22в/и* ВЛ23, ВЛ8, ВЛ60в/и - 45
(на ВЛ80, ВЛ10, ВЛ 11 в летнее время по разрешению начальника дороги допуска-
ется - 40);
электровозов ВЛ22в/и, ВЛ23, ВЛ8, ВЛ60в/и и тепловозов с нагрузкой на
ось 23 т и выше - 40;
тепловозов с нагрузкой на ось менее 23 т — 36;
моторных вагонов моторвагонного подвижного состава - 35;
движущих у паровозов с нагрузкой на ось 16 т и выше и паровозов серии
ТЭ- 34;
движущих у паровозов с нагрузкой на ось менее 16 т, а также бегунковых
и поддерживающих поездных паровозов — 31;
маневровых паровозов - 26;
тендеров — 24;
толщина (в мм) ободьев цельнокатаных колес менее:
тепловозов ТТМ — 30;
прицепных вагонов моторвагонного подвижного состава — 25;
тендеров - 22-
Колесные пары ТПС, эксплуатирующегося со скоростями свыше 140 км/ч,
должны также удовлетворять требованиям действующей Инструкции по техничес-
кому обслуживанию и эксплуатации сооружений, устройств подвижного состава
и организации движения на участках обращения скоростных пассажирских поездов.
3.8. Обнаруженные Дефекты при осмотре колесных пар под ТПС должны
записываться в журнале технического состояния локомотива и в книгу записи ре-
монта.
3.9. Ежемесячно у колесных пар ТПС необходимо производить замеры про-
ката, толщины бандажей ( ободьев цельнокатаных колес) и их гребней. Результаты
замеров заносить в книгу, утвержденной МПС формы. Замеры должны выполнять-
ся работником, назначенным начальником депо после предварительного испытания
в знании настоящей Инструкции. Испытание работников, назначаемых для замеров
колесных пар, должно производиться комиссией в составе начальника или главного
инженера депо и помощника ревизора отделения дороги по безопасности движения
поездов по локомотивному хозяйству. Результаты испытания оформляются актом,
который должен храниться в личном деле работника. Начальники депо, их замести-
тели, а также приемщики локомотивов обязаны периодически лично производить
контрольные обмеры колесных пар
4. ВИДЫ, СРОКИ И ПОРЯДОК ОСВИДЕТЕЛЬСТВОВАНИЯ
КОЛЕСНЫХ ПАР
4.1. Колесные пары за время своей работы, помимо осмотров под ТПС
должны подвергаться обыкновенному и полному освидетельствованию, а также
освидетельствованию с выпрессовкой оси.
* Здесь и далее в/и означает - всех индексов.
8
2-4
4.2. Все виды освидетельствования колесных пар должны производиться
только работниками, получившими после соответствующего испытания право
на выполнение этих работ.
4.3. Удостоверение на право производства освидетельствований колесных
пар обязаны иметь:
на заводах, а также в депо, производящих ремонт колесных пар со сменой
элементов, — начальники и мастера колесных цехов, начальники и мастера отделов
технического контроля колесных цехов, инспекторы-приемщики и приемщики
локомотивов, заместители начальника и главный инженер депо;
в ремонтных пунктах, не производящих ремонт колесных пар со сменой
элементов, - заместители начальника депо, главные инженеры, мастера, связан-
ные с ремонтом и освидетельствованием колесных пар, приемщики.
4.4. Испытания и выдача удостоверений на право производства освидетель-
ствований колесных пар должны производиться комиссиями в составе:
на ремонтных заводах — главного инженера завода, начальника отдела техни-
ческого контроля, помощника дорожного ревизора по безопасности движения по-
ездов по локомотивному хозяйству и инспектора-приемщика Главного управления
локомотивного хозяйства МПС:
в депо, производящих ремонт колесных пар со сменой элементов, - главно-
го инженера службы локомотивного хозяйства и помощника дорожного ревизора
по безопасности движения поездов по локомотивному хозяйству. Эти же комис-
сии испытывают инспекторов-приемщиков локомотивостроительных и ремонтных
заводов;
в остальных депо - начальника или заместителя начальника локомотивного
(технического) отдела отделения дороги и помощника ревизора отделения дороги
по безопасности движения поездов по локомотивному хозяйству.
Работники, имеющие право на освидетельствование колесных пар, должны
подвергаться не реже чем 1 раз в 2 года повторным испытаниям теми же комис-
сиями. Результаты испытаний оЛор иляются актом. Форма выдаваемого удостове-
рения приведена в приложении 4.
Проверка знаний настоящей Инструкции остальными работниками, связан-
ными с эксплуатацией и ремонтом колесных пар,- должна выполняться комиссией,
назначенной руководителем предприятия, в указанные выше сроки.
4.5. Обыкновенное освидетельствование колесных пар производить во
всех случаях подкатки их под ТПС в депо, кроме случаев, предусмотренных
п. 3.1 настоящей Инструкции1.
4.6. Полное освидетельствование колесных пар ТПС производить:
при ремонте на заводах;
при смене хотя бы одного элемента;
при неясности клейм и знаков последнего полного освидетельствования;
при наличии повреждения колесной пары после крушения, аварий, столкно-
вений или схода с рельсов.
4.7. Освидетельствование колесных пар с выпрессовкой оси производить:
при непрозвучивании оси ультразвуком;
при необходимости снятия обоих центров;
при отсутствии или неясности клейм формирования, если колесной паре
такого освидетельствования еще не производилось.
Кроме того, освидетельствование движущих колесных пар дизель-поездов
ДР1 с выпрессовкой оси производить при ремонте дизель-поездов на заводе, а
также при неясности клейм и знаков последнего освидетельствования с выпрессов-
кой оси.
4.8- Колесная пара, выкаченная из-под ТПС до очистки и освидетельствова-
ния, должна быть осмотрена с целью выявления сдвига бандажей на колесных
Далее все ссылки даны на пункты настоящей Инструкции.
9
центрах, ступиц на оси, трещин на средней части оси, на центрах, бандажах или
цельнокатаных колесах.
4 9. При обыкновенном освидетельствовании колесных пар должны выпол-
няться все проверки, предусмотренные осмотром колесных пар под ТПС и допол-
нительно производиться:
очистка от грязи и смазки или обмывка в моечной машине;
проверка наличия установленных клейм и знаков;
проверка магнитным дефектоскопом открытых частей осей, зубьев зубча-
тых колес, пальцев тягового привода, а у колесных пар локомотивов с дышло-
вым механизмом - шеек и хвостовиков пальцев кривошипов (с обязательным
вращением колесной пары в три положения через 120 ), щек и пальцев контркри-
вошипов, болтов удерживающих шайб и грибковых болтов пальцев кривошипов.
У локомотивов с гидравлическими и механическими передачами, имеющих узлы
кожуха (корпуса), не позволяющие производить магнитную дефектоскопию, про-
верку состояния зубьев прямозубых зубчатых колес производить при помощи
ультразвуковой дефектоскопии;
проверка ультразвуковым дефектоскопом шеек осей моторвагонного
подвижного состава. При отсутствии ультразвукового дефектоскопа демонтиро-
вать внутренние кольца подшипников и произвести магнитную дефектоскопию
шеек;
проверка соответствия размеров всех элементов колесной пары установлен-
ным нормам допусков и износов (согласно приложениям 5-9). Проверку длины
и положения ведущих и кулисных кривошипов колесных пар паровозов разреша-
ется не производить, если колесная пара выкатывается по неисправности буксово-
го подшипника или осевой шейки, а также если колесные пары подкатываются
первый раз после полного освидетельствования;
проверка состояния пружинных пакетов и заклепок зубчатых колес колес-
ных пар электровозов, а также болтов, укрепляющих венец зубчатого колеса с
центром колесной пары, и плотности насадки косозубых венцов;
ревизия узлов с подшипниками качения в случаях, когда это предусмотрено
Инструкцией по содержанию и ремонту узлов с подшипниками качения локомоти-
вов и моторвагонного подвижного состава.
Обыкновенное освидетельствование колесных пар должны производить
мастер и приемщик.
4.10. При полном освидетельствовании колесных пар должны выполняться
все работы, предусмотренные для обыкновенного освидетельствования и дополни-
тельно производиться:
очистка колесной пары от краски до металла;
осмотр пластин пакетов и пазов зубчатых колес электровозных колесных
пар со снятием боковых шайб;
проверка магнитным дефектоскопом призонных болтов зубчатых колес
(при их постановке);
проверка плотности посадки призонных болтов зубчатой передачи с отвора-
чиванием гаек;
проверка ультразвуковым дефектоскопом закрытых частей осей и пальцев
кривошипов (для движущих колесных пар дизель-поездов - только подступичных
частей осей). При непрозвучании ультразвуком или обнаружении дефектов оси
и пальцы подлежат выпрессовке. Колесным парам, у которых по конструкции
невозможно произвести ультразвуковую дефектоскопию закрытых средней частей
оси, вместо полного освидетельствования необходимо производить освидетельст-
вование с выпрессовкой оси. Перечень таких колесных пар устанавливается Глав-
ным управлением локомотивного хозяйства МПС;
очистка масляной системы пальцев кривошипов паровозных колесных нар;
снятие втулок с пальцев контркривошипов паровозной колесдой пары (если
они имеются) с проверкой пальцев магнитным Дефектоскопом;
проверка положения кривошипов и контркривошипов паровозных колес-
ных пар на специальном поверочном устройстве или кривошипомером;
постановка клейм и знаков полного освидетельствования.
10
4.11. При освидетельствовании колесных пар с выпрессовкой оси должны
выполняться все работы, предусмотренные для полного освидетельствования, и
дополнительно производиться:
выпрессовка оси и проверка ее магнитным дефектоскопом по всей длине;
проточка поверхностей осей моторных колесных пар дизель-поездов под
распорную втулку для удаления коррозии с последующим уплотнением в соответ-
ствие с требованиями чертежа. Покрытие защитным составом поверхности оси
под распорную втулку;
постановка клейм и знаков освидетельствования с выпрессовкой оси.
4.12. Ремонтные пункты, производящие ремонт колесных пар со сменой
элементов и полное освидетельствование, должны быть оборудованы устройствами,
позволяющими производить очистку элементов колесной пары до металла вывар-
кой в щелочных растворах или моечными машинами.
В депо, не имеющих выварочных устройств, впредь до их установки разре-
шается производить очистку колесных пар металлическими щетками.
4.13. Для очистки колесных пар применять раствор с содержанием каусти-
ческой соды (едкого натра) не менее 3 % или раствор на основе поверхностно-
активных веществ (ПАВ) ОП-7, ОП-Ю, МЛ-51, МЛ-52. Раствор в ванне должен
подогреваться до температуры не менее 80 С Допускается применение других
растворов по разрешению Главного управления локомотивного хозяйства МПС.
При обмывке колесных пар ТПС в щелочном растворе роликовые подшип-
ники опоры корпуса редуктора для предупреждения попадания в них моющей
жидкости должны быть заполнены консистентной смазкой и закрыты защитным
кожухом.
5. НЕИСПРАВНОСТИ КОЛЕСНЫХ ПАР
И СПОСОБЫ ИХ УСТРАНЕНИЯ
5.1. Неисправности осей, требующие ремонта или замены (табл. 1).
Таблица 1
Способы устранения
Неисправности
5-1.1- Трещины поперечные
и косые (расположенные к
образующей оси под углом
более 30°):
а) на любой части оси, кро-
ме подступичной, независи-
мо от срока службы, а так-
же в подступичной части
оси при сроке службы более
10 лет
б) на подступичной части
оси при сроке службы до
10-лет
5.1.2. Трещины и плены
продольные:
а) на средней части оси
Ось бракуется- Переточка оси на меньший размер
запрещается
Устранить обточкой, если глубина трещины не пре-
вышает 2 мм. Проточку производить не менее чем
на 0,5 мм в глубину за пределы трещины с после-
дующей проверкой оси магнитным дефектоскопом
и упрочнением накаткой. Ведущие оси паровозов
могут быть использованы для изготовления сцепных
осей. При больших размерах трещин ось бракуется
Не допускаются.
Колесную пару, имеющую на средней части оси
продольную трещину или плену, изъять из эксплуа-
тации и отправить в ремонт. В ремонтном пункте
11
Продолжение табл. 1
Неисправности
б) на других частях оси
5.1.3. Волосовины:
а) на галтелях оси
б) на цилиндрических
поверхностях шеек оси
в) на подступичной,
предподступичной и
средней частях оси
5.1.4. Темновины и
светловины в любой части
оси
Способы устранения
продольные трещины или плены исследовать вы-
рубкой канавочником до полного их исчезновения.
Ось бракуется, если:
глубина вырубки на средней части превышает 4 мм
у локомотивов и 3 мм у моторвагонного состава
и тендеров (от поверхности по чертежу);
количество вырубок в любом месте средней части
оси более 3, а общая длина всех вырубок глубиной
более 1 мм превышает 1000 мм. Вырубки глубиной
до 1 мм не учитываются.
Вырубку трещин или плен производить только
в направлении длины их залегания без резких перехо-
дов с гладким выводом кромок и разделкой по ши-
рине, равной трехкратной глубине вырубленного
слоя
Независимо от количества и размеров нс допуска-
ются. Устраняются обточкой
Не допускаются. Устранить обточкой на станке
У локомотивов и моторных вагонов моторвагонного
подвижного состава не допускаются и устраняются
обточкой, если общее количество их. более четырех
и в любом поперечном сечении более двух или если
длина отдельной волосовины превышает 10 мм-
У тендеров и прицепных вагонов моторвагонного
подвижного состава не допускаются и устраняются
обточкой, если общее количество их более пяти
и в любом поперечном сечении их более трех или
если длина отдельной волосовины превышает 10 мм.
Волосовины длиной до 2 мм на шейках осей локомо-
тивов и моторных вагонов и до 3 мм на шейках
осей тендеров и прицепных вагонов при нескученном
и нестрочечном их расположении не учитываются
У локомотивов и моторных вагонов не допускают-
ся и устраняются обточкой, если в любом поперечном
сечении их более двух или если длина отдельной
волосовины превышает 15 мм на подступичной
или предподступичной части и более 25 мм на средней
части. У тендеров и прицепных вагонов не допуска-
ются и устраняются обточкой, если в любом попереч-
ном сечении их более трех или если длина отдельной
волосовины превышает 25 мм. Волосовины длиной
до 3 мм при нескученном и нестрочечном их располо-
жении на учитываются.
Допускаются, но без каких бы то ни было признаков
расслоения металла. Темновины и светловины с приз-
наками расслоения металла устранить, как указано
в п. 5.1.2
12
Продолжение табл. 1
Неисправности
Способы устранения
5.1.5. Риски поперечные
на предподступичных
частях и шейках оси
с подшипниками сколь-
жения
5.1.6. Забоины, задиры
на предподступичных
частях и шейках оси с под-
шипниками скольжения
5.1.7. Риски, задиры,
забоины и коррозия на
шейках и предподступич-
ных частях осей с под-
шипниками качения:
а) риски и задиры по-
перечные на шейках
В эксплуатации допускается оставлять без исправле-
ния мелкие тупые поперечные риски до первой
выкатки колесной пары, а у паровозов и тенде-
ров - до подъемочного ремонта при условии, что
подшипник по шейке приработался и не наблюда-
ется его перегрева. Устранить обточкой или шли-
фовкой
Колесную пару изъять из эксплуатации. Шейки
и предподступичные части обработать до полного
устранения задиров и забоин
б) риски и задиры
продольные на шейках
и предподступичных
частях
в) забоины на шейках
и предподступичных час-
тях
г) коррозия на шейках
и предподступичных час-
тях
5.1.8. Радиальное бие-
ние шеек более допусти-
мых значений, определяе-
мое при вращении колес-
ной пары в центрах стан-
ка
5.1.9. Некруглость, ко-
нусообразность, нелиней-
ность шеек более допус-
тимых значений
Риски и задиры глубиной до 0,5 мм не ближе 100 мм
и глубиной до 1,5 мм не ближе 160 мм от предпод-
ступичной части оси зачистить шлифовальной шкур-
кой с зернистостью 5 или 6 с применением масла.
Площадь зачистки не должна превышать 15 % поса-
дочной поверхности подшипника. После зачистки
шейки продефектоскопировать. При больших разме-
рах повреждения ось бракуется
Риски и задиры на шейках глубиной до 0.5 мм не
более трех и не ближе 50 мм от торца галтели, а на
предподступичных частях глубиной до 1 мм без
ограничения количества зачистить вдоль оси шлифо-
вальной шкуркой с зернистостью 5 или 6 с примене-
нием масла. При больших размерах дефектов ось
бракуется
Разрешается острые края забоин глубиной до 0,8 мм
не ближе 60 мм от торца галтели, общей площадью
до 50 мм2 на шейках и глубиной до 1 мм, общей
площадью до 50 мм2 притупить, не оставляя высту-
пов над поверхностью. После исправления шейки
и предподступичные части продефектоскопировать.
При больших забоинах ось бракуется
Коррозию устранить шлифовальной шкуркой с
зернистостью 5 или 6 с применением масла. На глу-
бокую точечную коррозию допуски, как и на забоины
Устранить обточкой и шлифовкой на станке
То же
3-6866
13
Продолжение табл. 1
Неисправности 5.1.10. Изогнутость оси, определяемая при вращении в центрах станка 5.1.11. Радиус галтелей шеек менее допускаемых значений 5.1.12. Смятие галтелей оси с подшипниками качения при запрессовке или распрессовке 5-1-13. Наружный бурт шейки оси менее допусти- мых размеров 5.1.14. Толщина внутрен- него бурта паровозной оси менее допустимого значения (измеряемая по верхней части бурта) 5.1.15. Протертость на средней части оси 5.1.16. Диаметр шеек ме- нее допустимого 5.1.17. Длина шейки бо- лее допустимой у тен- дерных и тепловозных колесных пар с подшипни- ками скольжения 5-1-18. Смятая или изно- шенная резьба на колес- ных парах с подшипни- ками качения: а) на конце оси Способы устранения Ось бракуется при изогнутости свыше допусков, предусмотренных чертежами Восстановить обточкой на станке Разрешается исправдение галтели на станке галтель- ным резцом в пределах допустимого ремонтного размера между галтелями. При наличии размера менее допустимого ось бракуется Восстановить до чертежного размера электронаплав- кой с последующей механической обработкой. Остав- шиеся после обработки незначительные раковины диаметром до 1 мм, не скученные на поверхности бурта и шейки и расположенные ближе 10 мм от бурта не служат признаком браковки Восстановить обточкой верхней части бурта при условии сохранения его высоты не менее допустимой Колесную пару изъять из эксплуатации. При протер- тости более допустимого значения ось бракуется При протертости в пределах допуска выполнить плавный переход от протертого места к образующей оси проточкой на станке Ось бракуется Длину шейки восстановить доведением толщины бурта наплавкой до чертежного размера. Если этого сделать нельзя, ось бракуется Разрешается оставлять в эксплуатации и при обыкно- венном освидетельствовании колесные пары, имею- щие сорванную или смятую резьбу не более 15 % рабочей длины на каждом конце оси, соответственно при полном освидетельствовании - 5 %. При боль- шем значении повреждения резьбу сточить, место наплавить и нарезать новую резьбу
14
3-2
Окончание табл. 1
Неисправности
Способы устранения
б) на торце оси под
болты
5.1.19- Забитые или раз-
работанные центровые от-
верстия оси
5.1.20. Отсутствие или
неясность клейм формиро-
вания, если колесной па-
ре не производилось еще
освидетельствование с
выпрессовкой оси
5.1.21. Неясность клейм
последнего полного осви-
детельствования
5.1.22- Следы электро-
дугового ожога
Дефектную резьбу срезать, отверстия заварить, прос-
верлить вновь и нарезать новую резьбу
Восстановить до чертежных размеров электронаплав-
кой с последующей механической обработкой
Выполнить работы согласно п. 4.7. Номер оси вос-
становить по паспорту
Колесной паре произвести полное освидетельство-
вание
Следы электродугового ожога на средней части оси
удалить зачисткой с плавным переходом к остальной
поверхности с последующей шлифовкой и проверкой
магнитным дефектоскопом. При дефекте на других
частях ось бракуется
5.1.23. Риски и задиры
на торцах оси с торцо-
вым упором скольжения
Устранить обработкой
5-1-24. Непрохождение
ультразвука через ось
при дефектоскопии
Ось бракуется (на заводе-изготовителе оси допус-
кается ее повторная термообработка)
Примечания. 1. Волосовинами называются продольные тонкие расслоения метал-
ла, получившиеся вследствие раскатки газовых пузырей или неметаллических
включений, имевшихся в металле.
2. Под строчечным понимается расположение волосовин на поверхности
оси по ее образующей
3. Волосовины, составляющие одну строчку и имеющие длину на шейке
менее 10 мм, на подступичной или предподступичной части менее 15 мм и на
средней части оси менее 25 мм, принимаются за одну волосовину длиной, равной
общему отрезку прямой, на которой они расположены.
4. Расположение волосовин, при котором в любом месте их число на пло-
щадке размером 50X50 мм превышает 5 шт., считается скученным. При этом
волосовины длиной до 1 мм при нестрочечном их расположении не учитываются.
5. У забракованной оси поверхность шеек, клейма и знаки зарубить кресто-
образно зубилом.
5.2. Неисправности бандажей и ободьев цельнокатаных колес, требующие
ремонта или замены (табл. 2).
15
Таблица 2
Неисправности
Способы устранения
5.2.1. Трещины попереч- Бандаж (цельнокатаное колесо) бракуется. В депо
ные или косые независимо от допускается устранить обточкой термические трещи-
размера, количества и ны на вершине гребня глубиной до 5 мм со снятием
места расположения металла за ее пределы на глубину 1,5- 2 мм
5.2- 2. Трещины или плены
продольные.
а) на поверхности ка-
тания бандажа или обода
цельнокатаного колеса,
поверхности гребня и
внутренней боковой по-
верхности
б) на наружных боко-
вых гранях бандажа или
обода цельнокатаного
колеса
в) на внутренней по-
верхности бандажа и
в выточке для бандажного
кольца
Не допускаются
Устранить обточкой на станке до полного исчезнове-
ния
Устраняются вырубкой или шлифовальной машин-
кой с плавным переходом к основной поверхности
бандажа или обода. Глубина вырубок допускается
не более 5 мм. Общая длина вырубок на одном
бандаже или. ободе цельнокатаного колеса не должна
превышать 300 мм.
Количество вырубок в одном поперечном сечении
не должно быть более двух у бандажей и более трех
у цельнокатаных колес
Бандаж бракуется
5.2.3. Раковины на по-
верхности катания
бандажа или обода цельно-
катаного колеса
Устранить обточкой до полного исчезновения
5-2.4. Выщербины на по-
верхности катания бан -
дажа, обода цельноката-
ного колеса
5.2.5. Ползун (выбоина)
на поверхности катания
бандажей или цельнока-
таных колес более
допустимого значения
5-2.6. Местный прокат
на поверхности катания
бандажей колесных пар
паровозов
Разрешается оставлять без исправления до первой
выкатки или обточки колесной пары:
у локомотива и моторного вагона длиной не более
10 мм, глубиной не более 3 мм;
у тендера и прицепного вагона длиной не более
25 мм, глубиной не бодес 3 мм. Выщербины боль-
ших размеров устраняют обточкой
Устранить обточкой. При деповском ремонте парово-
зов разрешается устранять злектронаплавкой с по-
следующей обработкой и контролем профиля на-
плавленного места шаблоном. Допускается наплавка
(с последующей механической обработкой) для сле-
дования до ближайшего депо со скоростью не более
25 км/ч, где бандажи должны быть обточены со
снятием слоя металла на 1,5 мм глубже ползуна
При деповском ремонте устранить злектронаплавкой
с последующей обработкой
16
3-4
Продолжение табл. 2
Неисправности
Способы устранения
5.2.7. Ослабление банда-
жа на ободе центра, опре-
деляемое по звуку при
ударе по бандажу слесар-
ным молотком или по вза-
имному смещению конт-
рольных отметок на
бандаже и ободе
5-2.8. Прокат бандажей
или цельнокатаных ко-
лес более допустимого
5.2.9» Местное или
по всему кругу ката-
ния увеличение ши-
рины бандажа или обода
цельнокатаного ко-
леса более допустимо-
го значения
5.2.10. Толщина гребня
менее допустимого зна-
чения
Устранить перетяжкой, кроме колесных пар мотор-
вагонного подвижного состава и пассажирских ло-
комотивов (включая тендеры), у которых бандаж
заменяется. Если при сдвиге контрольной отметки
звук при ударе по. бандажу не подтверждает его
ослабления и бандажное кольцо также не ослаб-
ло, разрешается бандаж не перетягивать. При этом
против отметки на бандаже поставить новую отмет-
ку на ободе, а старую зачеканить. Постановку новых
контрольных кренов должно производить лицо,
имеющее право на производство освидетельствова-
ния колесных пар. За работой колесных пар в таких
случаях должно быть установлено особое наблюде-
ние. При повторном повороте бандажа без призна-
ков его ослабления вторичное перенесение отметки
не допускается. Бандаж подлежит перетяжке или
замене
Устранить обточкой на станке
5-2-11. Вертикальный
подрез гребня более
допустимого значения
5.2.12. Остроконечный
накат на гребне
5.2.13. Толщина и шири-
на бандажа или обода
цельнокатаного колеса
менее допустимых значе-
ний
5-2.14. Навар металла
на поверхности катания
5.2-15. Ослабление бан-
дажного кольца более
допустимых размеров
Устранить обточкой на станке. При ремонте в депо
гребень разрешается восстановить электронаплавкой
с последующей обточкой на станке, кроме колесных
пар моторвагонного подвижного состава и пасса-
жирских локомотивов (включая тендеры)
Устранить обточкой на станке
При браковочном значении устранить обточкой на
станке
Бандаж или колесо бракуется
Устранить обточкой на станке
Не допускается. Устранить путем замены бандаж-
ного кольца или обжатия прижимного бурта бандажа
на вальцовочном станке, пневматическим молотком
с обжимкой или кувалдой под гладилку. До обжатая
прижимного бурта бандаж нагреть до 220-270 С
17
Продолжение табл. 2
Неиспр авности
Способы устранения
5.2.16. Толщина прижимно-
го и упорного буртов бан-
дажа менее допустимого
значения
5.2.17. Зазор между боко-
вой гранью обода и
упорным буртом бандаж i
5.2.18. Разность расстояний
между внутренними гра-
нями бандажей или ободв-
ев цельнокатаных колес
у одной колесной пары
более допустимого значения
или несоответствие этих
расстояний установленным
нормам. (Измерять у не-
подкаченной колесной
пары в четырех местах
в двух взаимно перпенди-
кулярных плоскостях,
проходящих через центр
оси)
Бандаж бракуется
Допускается не более 0,5 мм по всей окружности
на глубину не более половины высоты бурта
Устранить обточкой или сменой бандажей, перепрес-
совкой центров и цельнокатаных колес, перенасад-
кой бандажей с наплавкой и последующей обработ-
кой боковых граней обода
Примечания. 1. Под раковиной понимаются пороки металлургического
происхождения в виде неметаллических включений (песка, шлака), закатанных
внутрь металла, и пустот от усадки металла при неравномерном остывании, выхо-
дящих на поверхность катания колеса по мере его износа.
2. Под выщербинами понимается выкрашивание кусочков металла на по-
верхности катания.
3. У забракованного бандажа клейма и знаки зарубить крестообразно
зубилом.
5.3. Неисправности колесных центров, зубчатых и цельнокатаных колес, тре-
бующие ремонта или замены (табл. 3).
Таблица 3
Неисправности Способы устранения
5.3.1. Ослабление колес-
ного центра или цельно-
катаного колеса на оси
Колесную пару с явными признаками ослабления
(сдвиг центра или колеса по длине или окружности
оси, смятие шпонки) изъять из эксплуатации. За
колесной парой, находящейся в эксплуатации, с выс-
тупающей смазкой, ржавчиной и трещинами краски в
местах соединения центра с осью без явных призна-
ков ослабления установить особое наблюдение. При
полном освидетельствовании при выступающей смаз-
ке, ржавчине и трещинах краски в местах соединения
центра с осью плотность посадки центра на оси
опробовать на прессе на максимальное давление,
установленное для запрессовки- Опробование на
прессе производить в направлении от середины оси к
ее концу
18
Продолжение табл. 3
Неисправности
5.3.2. Ослабление зубча-
того колеса на удлиненной
ступице колесного центра
или на оси
5-3.3. Ослабление осевой
шпонки колесной пары
паровоза
5.3.4. Трещины в ступице
(в том числе и для паль-
ца кривошипа)
5.3.5- Трещина в месте
соединения ступиц оси и
пальца кривошипа
5-3.6. Трещины в ободе
или спице центра колес-
ной пары
5.3.7. Изгиб спиц более
допускаемых значений
5.3.8. Трещины в дисках
катаного центра цельно-
катаного колеса, а также
однодискового литого
центра
5.3.9. Трещины в двух-
дисковом центре
5.3.10. Трещины в литых
перепонках между спица-
ми паровозной колесной
пары
5.3.11. Некруглостьи
конусообразность обода
колесного центра более
допустимых значений или
выкрашивание кромок обо-
да
Способы устранения
Колесную пару изъять из эксплуатации для перена-
садки зубчатого колеса
Шпонку заменить
Центр, колесо или зубчатое колесо бракуют. В усло-
виях депо в отдельных случаях допускается заварка
по специальному разрешению Главного управления
локомотивного хозяйства
В соответствие с требованиями § 486 г ’’Инструк-
ции по наплавочным и сварочным работам при ре-
монте паровозов ” № ЦТ/2301 трещину заварить
или забраковать центр
Колесную пару, имеющую хотя бы одну трещину
в спице или ободе, изъять из эксплуатации. В ремонт-
ном пункте в соответствии с требованиями Инструк-
ции по наплавочным и сварочным работам при ре-
монте паровозов № ЦТ/2301 и действующих Инструк-
тивных указаний по сварочным работам при ремонте
тепловозов, электровозов и моторвагонного под-
вижного состава трещины заварить или забраковать
центр
Разрешается изогнутые спицы выправлять при сня-
том бандаже с предварительным подогревом
Колесную пару изъять из эксплуатации. Устранить
вырубкой с плавным переходом к поверхности
несквозные трещины в диске глубиной до 2 мм и
общей длиной до 100 мм или заваркой в соответст-
вии с требованиями действующих Инструктивных
указаний по сварочным работам при ремонте тепло-
возов, электровозов и моторвагонного подвижного
состава
Устранить заваркой в соответствии с требованиями
Инструкции по наплавочным и сварочным работам
при ремонте паровозов № ЦТ/2301 и действующих
Инструктивных указаний по сварочным работам при
ремонте тепловозов, электровозов и моторвагонного
подвижного состава
Устранить заваркой при условии, что трещина не
распространяется в тело ступицы оси или пальца
кривошипа
Устранить обточкой или наплавкой с последующей
обработкой
19
Продолжение табл. 3
Неисправности
Способы устранения
5.3,12. Диаметр или шири-
на обода менее допустимых
значений
5.3.13. Плены, закаты,
раковины, засоры и дру-
гие пороки в дисках ко-
лесных центров и в цель-
нокатаных колесах
5.3.14. Задиры, чернови-
ны, раковины и засоры на
внутренней обработанной
поверхности отверстия
ступицы колесного
центра и центра зубча-
того колеса сверх до-
пустимых чертежом,
стандартом или техни-
ческими условиями
5.3.15. Износ внутрен-
ней торцовой поверхно-
сти ступиц колесных
центров и зубчатых ко-
лес локомотивов и мо-
торных вагонов моторва-
гонного подвижного сос-
тава более допустимого
значения
5.3.16. Износ наружной
торцовой поверхности
ступицы колесных цент-
ров локомотивов под ан-
тифрикционный диск
Восстановить наплавкой с последующей обработкой
Разрешается допускать и устранять согласно дейст-
вующему стандарту и техническим условиям
Устранить расточкой или наплавкой с последующей
обработкой
При ремонте колесных пар с выпрессовкой оси вос-
станавливать наплавкой с последующей обработкой
до чертежных размеров. При ремонте колесных пар
с внутренними буксовыми шейками без выпрессовки
оси разрешается приварка к ступице разрезной
шайбы толщиной не менее 8 мм с последующей
обработкой на станке
Произвести выпрессовку оси и восстановить ступицу
наплавкой с последующей обработкой на станке
до чертежных размеров
5.3.17. Износ посадочной То же
поверхности удлиненной
ступицы колесного цент-
ра под зубчатое колесо
5.3.18. Износ наружной
торцовой поверхности
ступицы вокруг безбурто-
вого пальца кривошипа
более допустимого значе-
ния
Восстановить торцовые поверхности ступиц наплав-
кой с выпрессовкой пальца кривошипа. В ремонтных
пунктах, не имеющих права на производство полного
освидетельствования, разрешается приварка шайбы
(без выпрессовки пальца)
5-3.19. Ослабление залив-
ки противовеса в паровоз-
ных колесных центрах
В депо разрешается уплотнять заливку без провер-
ки противовеса. Если уплотнить заливку невозмож-
но, колесную пару изъять из эксплуатации и отпра-
вить на завод, где перезалить свинец с последующей
проверкой противовеса (балансировкой)
20
Продолжение табл. 3
Неисправности
5.3.20. Излом зуба
5.3.21. Вмятины, ракови-
ны, выкрошившиеся места
на поверхности зуба
5.3.22. Отколы на поверх-
ности зуба (от торца)
5.3.23. Трещины во впади-
нах зубчатых колес (вен-
цов)
5.3.24. Трещины в углах
пазов венца под пружин-
ные пакеты зубчатых ко-
лес электровозов
5.3.25. Ослабление закле-
пок боковых шайб зуб-
чатого колеса электровоза
5.3.26. Ослабление паке-
тов или поломка пружин
и прокладок зубчатого
колеса электровоза
Способы устранения
Зубчатое колесо (венец) бракуется
Разрешается оставлять в работе зубчатые колеса
(венцы), если глубина раковин, вмятин и выкра-
шиваний не превышает 2 мм (отдельных до 3 мм),
а общая их площадь на зубе прямозубой и на го-
ловке зуба косозубой передачи составляет не более
25 % рабочей поверхности, при обыкновенном осви-
детельствовании - не более 10 % и при полном
освидетельствовании - не более 5 %, а на ножке зуба
косозубой передачи соответственно: не лимитирует-
ся, 60 % и 40 %
Разрешается оставлять в эксплуатации и при обыкно-
венном освидетельствовании зубчатые колеса (вен-
цы). если отколотые места имеют длину не более
15 мм, а при полном освидетельствовании - 5 мм.
Заусенцы и острые кромки закруглить
Зубчатое колесо (венец) бракуется. При обыкновен-
ном освидетельствовании разрешается у жестких
зубчатых колес тепловозов ТЭЗ, ТЭМ1 выводить
с соблюдением требований п. 6.4.5 трещины во впа-
динах глубиной до 4 мм любой длины, выходя-
щие и не выходящие на торец колеса, при располо-
жении их не выше 6 мм от дна впадины, кроме
трещин, идущих навстречу друг другу в смежных
впадинах
Венец зубчатого колеса бракуется
Подкатывать колесные пары с ослабшими заклеп-
ками не допускается. В эксплуатации допускается
ослабление не более трех рядом расположенных
заклепок
При обыкновенном и полном освидетельствова-
ниях не допускается. В эксплуатации допускается ос-
лабление пружинных пакетов независимо от числа и
расположения ослабших пакетов при условии, что
свободное перемещение (люфт) венца по окружнос-
ти на центре зубчатого колеса не превышает 0,75 мм.
Колесные пары с изломом пластин или прокладок
пружинных пакетов в зубчатых колесах к эксплуата-
ции не допускаются
21
Окончание табл. 3
Неисправности
5.3.27. Ослабление или
сдвиг венца с жесткой
посадкой на центре зуб-
чатого колеса
5.3.28. Ослабление бол-
тов крепления венцов
зубчатых колес
Способы устранения
Допускается однократный сдвиг. При повторном
сдвиге колесную пару изъять из эксплуатации Разре-
шается ставить 2 вверхыша диаметром 16 мм на глу-
бину 50—60 мм между венцом и центром зубчатого
колеса моторного вагона. Ввертыши устанавливать
на одном диаметре противоположно друг другу
Болты заменить. Разрешается увеличить диаметр
отверстия во фланце центра и зубчатом венце не бо-
лее чем на 1 мм с постановкой соответственно увели-
ченных призонных болтов. При ослаблении более
четырех болтов зубчатого венца или более трех
болтов подряд все болты заменить новыми с про-
веркой отверстий развертками. При подтяжке гаек
восстановить кернение
Зубчатое колесо бракуется
5.3.29. Уменьшение тол-
щины зуба, измеряемое
по делительной окружнос-
ти, более допустимого зна-
чения
Примечание. У забракованных колесных центров зубчатых и цельнокатаных
колес и венцов клейма и знаки зарубить крестообразно зубилом.
5.4. Неисправности пальцев кривошипов, требующие ремонта или замены
(табл. 4).
Таблица 4
Неисправности
5.4.1. Трещины, плены
и волосовины
5.4.2. Ослабление пальца
по месту посадки
5.4.3. Некруглость и ко-
нусообразнисть шеек паль-
цев свыше допустимых
5.4.4. Задиры и риски на
шейках пальцев
5.4.5. Односторонний из-
нос пальца контркривоши-
па свыше допустимого
5.4.6 Износ пальца контр-
кривошипа с уменьшением
диаметра более допустимо-
го
Способы устранения
При наличии трещины, плены или поперечной воло-
совины палец заменить
Палец заменить новым или перепрессовать тот же
с предварительной наплавкой и расточкой ступицы
Устранить обточкой. В условиях депо при отсутст-
вии переносных станков допускается ручная обра-
ботка
То же
Устранить обточкой. В депо допускается ручная
обработка
Щеки контркривошипов заменить или отремонтиро-
вать путем отрезки части щеки с негодным пальцем
и приваркой новой части газопрессовым способом
22
Продолжение табл. 4
Неисправности
Способы устранения
5.4.7. Износ шейки для шайбы пальца контркриво- шипа с уменьшением диа- метра более допустимого Устранить электронаплавкой с последующей обточ- кой
5.4.8. Радиальное биение поршневой шейки относи- тельно центровой свыше допустимого То же, что ив п. 5.4.3
5.4.9. Отклонение длины и угла насадки кривоши- пов правой и левой сторон от чертежного размера более допустимого То же, что и в п. 5.4.3
5.4.10. Износ внутренне- го бурта сцепного или ведущего пальца криво- шипа сверх допустимых размеров При полном освидетельствовании палец заменить на безбуртовый. При обыкновенном освидетельство- вании разрешается оставлять без исправления
5.4.11. Износ промежуточ- ного бурта пальца ведуще- го кривошипа до ширины гребня бурта менее допус- тимой Увеличить ширину гребня обточкой верхней части бурта с сохранением высоты бурта со стороны сцеп- ной шейки не менее чертежной. На заводе и в колес- ном цехе депо у колесных пар паровозов Эв'и бурт срезается
5.4.12. Износ пальца до диаметра менее до- пустимого Палец заменить
5.4.13. Отсутствие на пальце кривошипа галтели или наличие ее с радиусом менее допустимого Восстановить галтель обточкой
5.4.14. Отсутствие или неясность на пальце кри- вошипа установленных клейм В депо разрешается колесную пару эксплуатировать до очередного ремонта с полным освидетельствова- нием при условии наличия клейм полного освиде- тельствования на оси При полном освидетельст- вовании такие пальцы заменить
5.4.15. Увеличение диа- метра болтового отверс тия щеки контркриво- шипа более допустимого Щеку контркривошипа заменить или отремонтиро- вать путем отрезки верхней части и приварки новой части газопрессовым способом
5.4.16. Износ внутрен- ней поверхности щеки контркривошипа более допустимого Восстановить электронаплавкой с последующей об- работкой
23
Окончание табл. 4
Неисправности
5.4.17. Износ на ведущем
пальце кривошипа мест
для болтов щеки контр-
кривошипа
5.4.18. Наличие трещин
в щеке контркривошипа
5.4.19. Отступление от
чертежной длины кулисно-
го кривошипа более до-
пустимого
Способы устранения
Устранять наплавкой с последующей обработкой,
кроме пальцев паровозов Л и ЛВ, имеющих отверс-
тие под муфту более 75 мм
Щеку заменить
Устраняется обточкой пальца кривошипа. В депо
разрешается палец опиливать вручную
6. РЕМОНТ И ФОРМИРОВАНИЕ КОЛЕСНЫХ ПАР
6.1. Общие требования
6.1.1. Для колесных пар ТПС устанавливаются следующие виды ремонта:
без смены элементов - обточка ободьев цельнокатаных колес и бандажей,
перетяжка бандажей, обточка, накатка и шлифовка шеек осей, пальпев кривоши-
пов, сварочные работы без распрессовки элементов, уплотнение заливки проти-
вовесов, замена заклепок и пластинчатых пакетов зубчатых колес колесных
пар, опробование на прессе колесных пар с признаками ослабления, крепление
зубчатого венца, замена призонных болтов, а также ремонт упругих зубчатых
колес, не требующий распрессовки центров;
со сменой элементов — замена осей, колесных центров цельнокатаных
колес, бандажей, пальцев кривошипов, зубчатых колес или их венцов и других
деталей, требующих для их замены опрессовки колеса (центра). К ремонту ко-
лесных пар со сменой элементов также относится перепрессовка ослабших
колесных центров, зубчатых колес, пальцев кривошипов и освидетельствование
колесных пар с выпрессовкой оси.
6-1.2. Одиночные колесные пары ТПС, направляемые для смены или ремон-
та отдельных элементов на завод или в депо, имеющие право на производство
полного освидетельствования, должны подвергаться полному освидетельст-
вованию с постановкой установленных клейм. Замененные элементы таких
колесных пар должны иметь чертежные или в местах сопряжения с другими
деталями ремонтные размеры.
6.1.3. Перед обработкой новых цельнокатаных колес, бандажей, колесных
центров, зубчатых колес, венцов и центров зубчатых колес, поковок осей и паль-
цев кривошипов они должны быть проверены контрольным мастером ОТК и
инспектором-приемщиком на заводе, а в депо — приемщиком и мастером, кото-
рые устанавливают соответствие их действующим стандартам и техническим
условиям, а также наличие на них установленной маркировки и актов техничес-
кой приемки завода-изготовителя (сертификатов).
6.2. Обработка новых и старогодных осей
6.2.1. Для правильной обработки осевых шеек на торцах новой (сверле-
ной и несвсрленой) оси предварительно разделываются стандартные центровые
отверстия согласно рис. 3.
24
Рис. 3. Отверстия
центровые для
осей:
а — несверленых;
б — сверленых
6.2.2. На торцах осей тендеров нанести контрольную окружность диамет-
ром 100 мм, а осей электровозов и тепловозов с подшипниками скольжения -
диаметром 160 мм. На торцах осей паровозов контрольную окружность нанести
диаметром на 60-70 мм меньше диаметра подступичной части оси. Ширина и глу-
бина контрольной окружности должна быть 0,5 мм. На осях для подшипников
качения контрольную окружность нанести согласно чертежу.
При отсутствии контрольной окружности на старых осях нанести окруж-
ность соосно с кромкой или поверхностью подступичной части оси с восстанов-
лением по этой окружности соосности центрового отверстия оси.
6.2.3. При каждой обработке колесных пар на станке следует предвари-
тельно проверить правильность расположения центровых отверстий и при необхо-
димости восстановить их соосность с контрольными окружностями.
6.2.4. После механической обработки оси должны быть подвергнуты уп-
рочнению накатыванием роликами в шейках под подшипники, предпорступич-
ных, подступичных и средней частях, в галтелях перехода от одних частей к
другим по нормативно-технической документации на накатывание осей, утверж-
денной в установленном порядке. Накатанная поверхность может не доходить до
края шеек и предподступичных частей на 6—8 мм с последующим постепенным
увеличением накатанного слоя от ненаказанного места. Упрочняющую накатку
шеек, предподступичных и подступичных частей и галтелей между этими частями
старогодных осей производить после каждой их обточки.
6.2.5. Новая или старогодная обработанная ось должна иметь шерохова-
тость поверхности и размеры в полном соответствии с чертежами, техническими
условиями и настоящей Инструкцией. При этом шероховатость торца оси (у па-
ровозной оси за пределами контрольной окружности) должна быть Ra 2,5 мкм.
6.2.6. Обточку шеек осей разрешается производить как до запрессовки,
так и после запрессовки оси и обточки поверхности катания колесной пары.
6.2.7. Обточку и шлифовку шеек и предподступичных частей осей, быв-
ших в эксплуатации, производить при наличии на них следующих дефектов:
недопустимых рисок и задиров, забою: шейки и предподступичной части
оси, а также при недопустимой местной выработке шейки под моторно-осевой
подшипник;
конусообразности, радиального биения и некруглости свыше допустимого;
радиусов галтелей менее допустимых;
раковин и непроваров после наплавки буртов шеек осей;
повреждений от коррозии;
продольных плен и волосовин.
После обточки и шлифовки размеры шеек, предподступичных частей, их
некруглость, конусообразность, радиальное биение и радиусы галтелей должны
находиться в пределах допустимых норм, а шероховатость — соответствовать
шероховатости, установленной для новой оси. У паровозных осей при отсутствии
стационарных и переносных станков разрешается шейки и предподступичные час-
ти обрабатывать вручную.
6.2.8. Для плавного захода оси в ступицу при запрессовке наружный конец
подступичной части оси обточить на конус с разностью диаметров до 1—1,6 мм
25
Рис. 4. Галтели безбуртовых осей
паровозов
возов:
для старой осн — R\ не менее 10 мм, а
R 2 — не менее 40 мм (с соблюдением
квадранта); для новой оси Ry не менее
20 мм,/?2 — не менее 80 мм
на длине 4-10 мм для всех типов осей, за исключением электровозных, для кото-
рых длина запрессовочного конуса должна быть 17-*20 мм. Переход отзапрессо-
вочного конуса к цилиндрической поверхности подступичной части оси должен
быть плавным.
На всей длине подступичной части допускается нелинейность не более
16 мкм, некруглость — не более 50 мкм, конусообразность - не более 100 мкм,
при этом большим диаметром последняя должна быть обращена к середине оси.
6.2.9. При изготовлении новых осей для запрессовки в старые центры
разрешается увеличивать диаметр их подступичных частей против размера по
чертежу в пределах норм, указанных в приложении 5.
6.2.10. На новых и старых, но годных паровозных осях с внутренними
шейками с подшипниками скольжения делать выкружки радиусом согласно
рис. 4 и 5. У старых годных паровозных осей для образования выкружки разре-
шается стачивать бурт или снимать фаску на ступице центра в пределах допуска на
ее износ (рис. 6). При этом разность между диаметром подступичной части оси
и наибольшим диаметром фаски не должна превышать 12 мм.
6.2.11. На паровозных осях без внутренних буртов при износе шейки
по диаметру ниже диаметра средней части вновь образованную выкружку делать
радиусом не менее 15 мм, а на осях, имеющих по чертежу одинаковые диаметры
шейки и подступичной части, при износе и обточке шейки выполнять выкружку
радиусом не менее 10 мм в месте перехода к подступичной части.
6.2.12. Разрешается при формировании и ремонте паровозных колесных
пар, у которых по чертежу предусмотрены сверленые оси, ставить несверленые
оси.
Новые паровозные и тендерные оси всех серий должны делать без бурта
у подступичной части. У старых, но годных осей в случае необходимости снятия
хотя бы одного центра производить снятие второго центра специально для стачи-
вания бурта оси, а выточки в центрах заваривать с последующей обработкой на
станке. При этом у тендерных осей переход от подступичной части к средней
выполнить радиусом 40 мм.
6.2.13. При постановке новых осей движущих колесных пар паровозов
шпонки в соединении оси с центрами не ставить, а имеющиеся шпоночные пазы
в старогодных центрах в этом случае заваривать. На сформированной колесной
паре без шпонок в оси на линии сопряжения центра с осью набивать с обеих
сторон против пальцев кривошипов клеймо ”О” высотой 10 мм так, чтобы оно
захватывало и ось, и центр. У старых, ,но годных осей наружные кромки
шпоночного паза закруглять радиусом 1,5-2 мм,а шпонки делать длиной 80 мм.
Рис. 6. Восстановление радиуса выкружки у подступич-
ной части оси и пальца кривошипа:
для оси R =20 мм; для ведущего пальца R = 15 мм;
для сцепного пальца R — 10 мм
26
Рис. 7. Галтели тендерных осей &
____У
6.2.14. На новых и старых, но годных тендерных, бегунковых и поддер-
живающих осях с наружными шейками с подшипниками скольжения делать
все выкружки радиусом согласно рис. 7. Разрешается на старых, но годных
осях выкружку при переходе от шейки к подступичной части делать радиусом
не менее 10 мм.
6.2.15. На новых и старых, но годных осях с подшипниками качения все
выкружки должны иметь радиусы, предусмотренные чертежами.
6.2.16. Продольные размеры осей, галтели, центровые отверстия, пазы
в торцах осей должны проверяться шаблонами. При проверке галтелей допуска-
ется просвет между галтелью и шаблоном не более 0,4 мм.
6.2.17. Середина оси обозначается керном и определяется относительно
торцов оси при подшипниках скольжения и относительно упорных торцов пред-
подступичных частей при подшипниках качения. Размер керна по диаметру
должен быть не более 2 мм.
Разница размеров от торцов оси до керна при подшипниках скольжения
или относительно упорных торцов предподступичных частей при подшипниках
качения должна быть не более 1 мм.
6.2.18. Резьбу на концах осей с подшипниками качения выполнять с точ-
ностью 6h.
6.2.19. Разрешается перетачивать бывшие в эксплуатации маломерные
оси отечественного производства в оси других типов меньших размеров При
этом оси, забракованные по наличию поперечных трещин, переточке не подлежат,
за исключением осей ведущих колесных пар паровозов, переточка которых
может быть произведена с соблюдением требований п. 5.1.1. "б".
6.2.20. Перед запрессовкой новые и старогодные оси проверить магнитным
дефектоскопом по всей длине Кроме того, каждая заготовка новой оси (или
обработанная ось) должна быть подвергнута сквозному прозвучиванию ультра-
звуковым дефектоскопом. При непрозвучивании ось бракуется. Такую ось разре-
шается подвергнуть повторной термообработке и проверке ультразвуком.
6.3. Обработка новых и старогодных центров
цельнокатаных и зубчатых колес
6-3-1- После окончательной обработки новые и старогодные колесные цент-
ры, цельнокатаные и зубчатые колеса, центры зубчатых колес должны иметь
шероховатость поверхностей и размеры в полном соответствии с чертежами, тех-
ническими условиями и настоящей Инструкцией.
Зубья зубчатых колес (венцов) должны быть проверены магнитным
дефектоскопом -
6.3.2. Новые центры колесных пар локомотива, имеющего конструк-
ционную скорость более 100 км/ч, не подвергающихся динамической балансиров-
ке, подвергнуть статической балансировке в соответствии с требованиями
ГОСТ 4491-75-
6-3.3. При насадке нового центра на старую ось для обеспечения требуемо-
го натяга диаметр отверстия ступицы разрешается делать в соответствии с диа-
метром подступичной части оси.
6 3.4. Во избежание задиров при запрессовке и распрессовке отверстия
ступиц должны иметь:
для паровозных колесных пар закругление кромки радиусом 2—3 мм
с внутренней стороны осевой ступицы и с наружной стороны ступицы пальца
кривошипа;
27
для тендерных колесных пар закругление кромки радиусом 5 мм с внут-
ренней стороны и 2-3 мм с наружной;
для колесных пар тепловозов, электровозов и моторвагонного подвижного
состава запрессовочный конус и закругления кромок согласно чертежам.
6.3.5. Отверстия в ступицах колесных центров, цельнокатаных и зубчатых
колес должны быть соосны с ободом, без вмятин и забоин, а их ось - перпенди-
кулярна торцовым поверхностям ступицы и боковым граням обода. На всей
длине отверстия допускается нелинейность не более 16 мкм, некруглость - не
более 50 мкм, конусообразность — не более 100 мкм у отверстия под ось и не
более 50 мкм у отверстия под палец кривошипа при условии, что больший диаметр
отверстия под ось и меньший диаметр отверстия под палец кривошипа обращены
к середине оси. Для колесных пар прицепных вагонов МВПС некруглость указанного
отверстия не должна превышать 25 мкм, а конусообразность — 50 мкм.
Разность толщины стенок ступицы в различных местах по окружности до-
пускается не более 10 мм.
6.3.6. Чистовую расточку отверстий ступиц центров и запрессовку осей
(и пальцев кривошипов) разрешается производить как до, так и после иасадки
бандажей у всех типов колесных пар. На центрах колес с удлиненной ступицей
(под зубчатое колесо) отверстие ступицы растачивать после напрессовки зубчато-
го колеса.
6.3.7. Во всех случаях, когда конусообразность или некруглость посадочной
поверхности ступицы более допустимых значений или на посадочной поверхности
имеются задиры, раковины или черновины, отверстие ступицы колесного центра
или зубчатого колеса расточить для насадки на ось большего диаметра или восста-
новить наплавкой (кроме зубчатых и цельнокатаных колес) для посадки на ось
того же или меньшего диаметра.
Увеличение или уменьшение диаметра отверстий ступиц допускается в преде-
лах норм на изменение размеров подступичных частей осей или пальцев кривоши-
пов.
При расточке ступицы старогодного центра с бандажом установку центра
на станке производить по обточенным поверхностям бандажа.
6.3.8. Поверхность обода по кругу должна быть в осевом направлении пря-
мой, параллельной оси. При насадке бандажа допускается:
конусообразность не более 0,2 мм;
некруглость не более 0,4 мм при диаметре обода до 1175 мм, не более 1 мм
при диаметре обода от 1175 до 1450 мм и не более 1,5 мм при диаметре обода
свыше 1450 мм;
шероховатость поверхности сопряжения с бандажомК^ ^20 мкм;
уменьшение диаметра и ширины обода согласно приложению 4;
разность в толщине обода в разных местах не более 5мм;
разность расстояний между ободьями у одной колесной пары не более 1 мм.
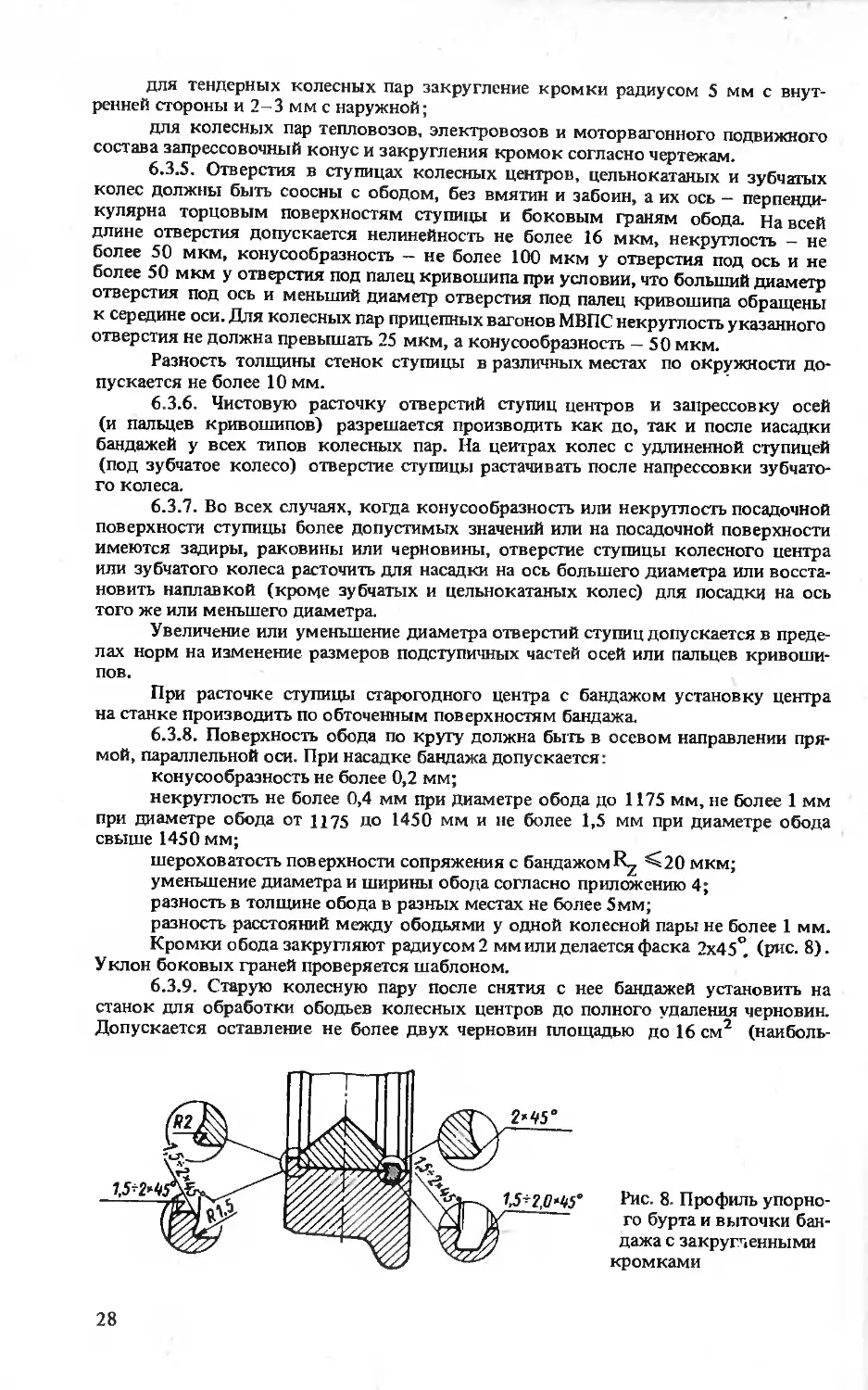
Кромки обода закругляют радиусом 2 мм или делается фаска 2x45°. (рис. 8).
Уклон боковых граней проверяется шаблоном.
6.3.9. Старую колесную пару после снятия с нее бандажей установить на
станок для обработки ободьев колесных центров до полного удаления черновик.
Допускается оставление не более двух черновин площадью до 16 см2 (наиболь-
Рис. 8. Профиль упорно-
го бурта и выточки бан-
дажа с закругленными
кромками
28
шая длина черновины 40 мм). После проточки ободья должны удовлетворять
требованиям п. 6.3.8.
6.3.10. Отверстия для водил в дисковых центрах колесных пар сверлить
перпендикулярно поверхности диска с закруглением кромок радиусом 3- 4 мм.
Прожигание этих отверстий автогеном запрещается. При поступлении в ремонт
колесных пар с дисковыми колесными центрами, у которых отверстия ранее были
вырезаны автогеном, разрешается использовать их с обязательной механической
обработкой кромок отверстий под радиус 3 — 4 мм.
6.3.11. При обработке пазов в венцах и центрах зубчатых колес электрово-
зов особое внимание обращать на совпадение пазов венца с пазами центра. Точность
обработки должна обеспечивать совпадение всех пазов венца с пазами центра при
совмещении какого-либо паза венца с любым пазом центра. Несовпадение до-
пускается не более 0,2 мм.
Углы в пазах венца подлежат закруглению радиусом 5мм и не должны
иметь грубых рисок от резца.
6.3.12. Для соблюдения габаритности нижних частей паровозов противовесы
колесных пар проверить и довести до чертежных размеров с соблюдением требо-
ваний балансировки.
6.4. Ремонт зубчатых колес
6.4.1. При ремонте колесных пар у зубчатых колес проверить отсутствие
трещин, предельного износа и других дефектов на зубьях, плотность посадки
венцов на ободе и зубчатых колес (их ступиц) на оси (ступице колесного центра);
у зубчатых колес с пластинчатыми пакетами, кроме того, снять шайбы, проверить
износ пазов и перебрать пакеты с заменой негодных пластин и прокладок. Разме-
ры пазов должны соответствовать установленным нормам. Пластинчатые пакеты
ставить в пазы с натягом в пределах от 0,4 до 1 мм.
Проверить состояние элементов упругих зубчатых колес тепловозов.
6.4.2. При неплановом ремонте колесных пар в депо боковые шайбы зуб-
чатых колес электровозов снимать при наличии ослабших пластинчатых пакетов
свыше допустимого количества или при наличии изломанных пластин. При этом
пластины пакетов перебрать с заменой негодных пластин и прокладок.
6.4.3. При переборке пластин пакетов соблюдать следующие условия:
толщина каждого конца прокладки должна быть меньше толщины ее
средней части на 1,8-2 мм;
толщина пластин должна соответствовать нормам допусков;
общая толщина собранного пакета в его средней части должна быть больше
полусуммы ширины верхней и нижней частей паза центра зубчатого колеса на 0,4 -
1 мм. Замер пакета должен производиться в сжатом состоянии.
6.4.4. Для удобства и быстрого нахождения центра отверстия под заклеп-
ку во время сборки шайб на одинаковом расстоянии от центра отверстия под зак-
лепку в обе стороны по диаметру необходимо ставить 2 керна.
Рис. 9. Шлифовальный круг
Рис. 10. Форма допустимой выкружки
Вывести
4-6866
29
Рис. 11. Наклеп впадины зубчатого колеса:
а — форма бойка; б, в, г — положения инструмента при наклепке; h — зона упроч-
нения впадины
6.4.5. Трещины, которые разрешено устранять согласно п. 5.3.23, должны
выводиться шлифованием. Шлифование производить шлифовальной машинкой
типа ШР, абразивным кругом марки ПП 100x13x20 на вулканитовой связке соглас-
но ГОСТ 2424 — 83. Шлифовальный круг заправляется черным карбидом кремния
ио профилю (рис. 9).
Шлифование производить до полного устранения трещины с торца и по
длине. Форма допустимой выкружки показана на рис. 10. После выведения трещин
произвести магнитную дефектоскопию, а затем обработанное место, дно впадины
зуба и радиусы ее перехода к поверхности зуба наклепать пневматическим молот-
ком, оснащенным бойком (рис. 11).
6.5. Ремонт пальцев кривошипов
6.5.1- При запрессовке пальцев кривошипов в новые колесные центры все
размеры пальцев после окончательной обработки должны соответствовать утверж-
денным чертежам. При запрессовке новых пальцев кривошипов в старые колесные
центры диаметры их подступичных частей разрешается увеличивать против чертеж-
ного размера на 10 мм.
При запрессовке старогодного ведущего пальца в старый или новый центры
разрешается уменьшать диаметр его подступичной части на 3 мм против чертежно-
го размера
6.5.2 Шейки и подступичные части новых и распрессованных старо годных
пальцев кривошипов после обточки подвергнуть упрочнению накаткой.
Шероховатость поверхности и размеры пальцев должны быть в полном
соответствии с чертежами, техническими условиями и настоящей Инструкцией.
При этом шероховатость поверхности внутреннего торца должна бытьКа ^2,5 мкм-
6.5.3. При приточке подступичной части пальцев под запрессовку неточность
обработки по некруглости и конусообразности допускается не более 50 мкм
на всю длину подступичной части при условии, что больший диаметр обращен
к шейке пальца.
6.5.4. При ремонте паровозных колесных пар на заводах и в депо, произво-
дящем полное освидетельствование, проверять щупом зазор в сопряжении пальца
со ступицей с наружной и внутренней стороны колеса. При заходе в этом месте щу-
па толщиной 0,05 мм на глубину более 20 мм по всей окружности пальца и более
30 мм на длине одной трети окружности производить восстановление плотного
сопряжения пальца со ступицей колеса путем замены или перепрессовки пальца.
После запрессовки нового или старого пальца зазор в месте сопряжения пальца
со ступицей не допускается, за исключением зазора на глубину заходного
конуса с внутренней стороны и на глубину радиуса закругления кромки отверс-
тия ступицы с наружной.
6.5.5. После обработки пальца кривошипа нанести резцом две контрольные
окружности (риски) глубиной и шириной 0,5 мм: одну на наружном торце пальца,
другую на торцовой поверхности ступицы центра. После каждой обработки старо-
годных пальцев контрольные окружности проверить и возобновить. При допусти-
мом радиальном биении пальца после его обточки соответственно изменять конт-
рольные окружности, зачеканив старые.
30
4-2
6.5.6- Радиальное биение хвостовика ведущего пальца (для насадки щеки
контркривошипа) относительно оси поршневой шейки пальца после обработки
последней допускается не более 500 мкм. При большем радиальном биении произ-
водить обточку хвостовика и наплавку отверстия для хвостовика в щеке контр-
кривошипа. Уменьшение диаметра хвостовика при этом разрешается не более 7 мм
против чертежного размера.
6.5.7. При изготовлении новых сцепных пальцев кривошипов их внутрен-
ние выкружки должны делаться радиусом 10 мм; у старогодных пальцев радиус
выкружек должен быть не менее 8 мм. У новых ведущих пальцев выкружки
должны делаться радиусом 15 мм, а у старогодных - не менее 12 мм-
6.5.8. При смене пальцев торцовую поверхность ступицы центра независимо
от значения износа восстанавливать с последующей обработкой до чертежных
размеров.
6.5.9. Новые пальцы кривошипов изготовлять без бурта в месте перехода
от шейки к подступичной части в соответствии с чертежами, утвержденными Глав-
ным управлением локомотивного хозяйства МПС, а шпоночные канавки на хвосто-
виках пальцев делать со скруглением продольных кромок у углов радиусом
1,5-2 мм. .
6.5.10. При ремонте ведущих колесных пар паровозов Эв'и на заводе или в
колесном цехе депо наружные и промежуточные бурты пальцев кривошипов
стачивать независимо от износа.
6.5.11. Обточка и шлифовка шеек пальцев кривошипов колесных пар, быв-
ших в эксплуатации, производится при наличии на них следующих дефектов:
недопустимых рисок, задиров и забоин;
кону сообразности, радиального биения и овальности свыше допустимых;
радиусов галтелей менее допустимых;
повреждений от коррозии;
продольных плен и волосовин.
После обточки и шлифовки размеры шеек, их некруглость, конусообраз-
ность, радиальное биение, радиусы галтелей должны быть в пределах норм, а шеро-
ховатость поверхности шеек — соответствовать требованиям чертежа.
В условиях депо при отсутствии стационарных и переносных станков
разрешается шейки пальцев кривошипов обтачивать вручную.
6.5.12. Износ пальца контркривошипа по диаметру допускается до 12 % чер-
тежного размера, а износ внутреннего бурта этого пальца - заподлицо с поверх-
ностью щеки- При больших износах щеки контркривошипов заменить новыми
или ремонтировать путем срезки части щеки с изношенным пальцем и приварки
тазопрессовым способом новой части с пальцем чертежных размеров.
6-5.13. Отверстия для болтов в щеке контркривошипа проверить разверт-
кой. Пригонку болтов по отверстиям производить шлифовкой с натягом на
посадку.
При износе болтовых отверстий в неусиленной щеке контркривошипа паро-
возов серий Л и ЛВ более 10%, а в остальных щеках — более 15% при ремонте
колесных пар на заводах и в колесных цехах депо такие щеки требуется заменять
новыми.
6.5.14. Новые и старые пальцы кривошипов (перед запрессовкой), щеки
и пальцы контркривошипов, болты удерживающих шайб и грибковые болты
контркривошипов проверить магнитным дефектоскопом на всей длине. Кроме
того, новый палец подвергнуть сквозному прозвучиванию ультразвуковым де-
фектоскопом. При непрозвучивании палец бракуется. Разрешается подвергать
такой палец повторной термообработке и проверке ультразвуком.
6.6. Расточка новых и старогодных бандажей
6.6.1. Перед расточкой бандажи необходимо подобрать по твердости (по
телу бандажа). Подборку производить по данным из сертификата. Разность твер-
4*
31
дости бандажей на одной колесной паре локомотива, моторвагонного подвижного
состава, а также в пределах комплекта сцепных паровозных колесных пар (без веду-
щей) допускается не более НВ 24.
6.6.2. Для обеспечения необходимой плотности насадки (натяга) на обод,
а также при перетяжке внутренний диаметр нового и старогодного бандажа должен
быть меньше диаметра обода центра на 1,2 - 1,6 мм на каждые 1000 мм диаметра
обода колесного центра.
6.6.3. Внутреннюю поверхность бандажа расточить с обеспечением шерохо-
ватости Rz С 20 мкм и соблюдением размеров упорного бурта и выточки согласно
чертежу. При этом высоту бурта разрешается уменьшать не более чем на 2 мм'
против чертежного размера.
6-6.4. Угол между косой поверхностью упорного бурта и внутренней поверх-
ностью бандажа должен иметь при вершине закругление радиусом 1,5 мм. На
кромках упорного бурта и выточки необходимо делать фаски (1,54- 2x45°) мм
(см. рис. 8).
6.6.5. При расточке бандажа не допускается некруглость более 0,4 мм
при диаметре до 1175 мм, более 1 мм при диаметре от 1175 до 1450 мм и более
1,5 мм при диаметре свыше 1450 мм.
Конусообразность внутренней поверхности бандажа допускается не более
0,2 мм.
6.6.6. На обработанной внутренней поверхности бандажа у бурта и выточ-
ки на ширине до 10 мм черновины не допускаются. На остальной части этой по-
верхности не допускаются черновины площадью более 16 см2 (наибольшая длина
черновины 40 мм). Черновин с площадью до 16 см2должно быть не более 2 шт-
6.6.7. При обнаружении в процессе расточки внутренних дефектов метал-
ла (расслоений, раковин, трещин, неметаллических включений), которые не будут
удалены при окончательной обработке внутренней поверхности, новый бандаж
забраковать с составлением акта для предъявления рекламации заводу-изготови-
телю.
6.6.8. Для рационального использования старогодных бандажей разреша-
ется растачивать их для насадки на новые центры с увеличением против чертеж-
ных размеров диаметра обода на 3 мм и ширины его на 2 мм.
6.7. Насадка (смена) и перетяжка бандажей
6.7.1. Снятие старогодных бандажей производить нагреванием бандажа
до температуры не выше 320°С. Перед нагревом бандажа выбить или вырезать
на станке бандажное кольцо. Негодные бандажи разрешается разрезать газовой
горелкой с соблюдением особой осторожности с целью недопущения повреждения
обода колесного центра.
Запрещается применение искусственного охлаждения колесных центров
после снятия с них бандажей и самих бандажей (старогодных).
6.7.2. Расточенные новые или старогодные бандажи, а также центры (от-
дельные или насаженные на ось) обмерить для проверки натяга, овальности, зна-
чения и направления конусообразности. Конусообразность внутренней поверх-
ности бандажа должна совпадать по направлению с конусообразностью цилинд-
рической поверхности обода колесного центра, причем разница значений кону-
сообразности бандажа и обода должна быть не более 0,1 мм, а больший натяг
по ширине бандажа должен приходиться на наружную его часть.
Запрещается производить обмер не остывших до температуры окружаю-
щего воздуха бандажей и центров. Внутренняя обработанная поверхность нового,
а также перетягиваемого бандажа должна быть проверена магнитным дефекто-
скопом.
6.7.3. Нагрев бандажей для насадки на центр производить на электрическом
или газовом горне, обеспечивающем равномерный нагрев до 250 — 320 С. Разность
температур различных участков бандажа при нагреве допускается не более 50 С
32
4 1
Температуру нагрева контролировать термопарой или термическими карандаша-
ми.
6.7.4. Результаты замера температуры нагрева бандажа, знаки заводов -
изготовителей насаживаемого бандажа и оси колесной пары занести в цеховой
журнал и заверить подписями исполнителя и мастера. При насадке бандажей на
центры без оси вместо маркировки оси записывать в цеховой журнал заводскую
маркировку центра.
6.7 5. Внутреннюю поверхность бандажа и наружную поверхность обода
колесного центра перед нагревом очистить стальными щетками и протереть сухой
чистой ветошью.
6.7.6. Запрещается:
производить насадку бандажей на центры вне помещения;
насаживать на центры неравномерно нагретые бандажи;
насаживать бандажи на центры, у которых отверстия ступиц окончательно
расточены под запрессовку осей;
при смене бандажей ставить прокладки между бандажом и ободом.
6.7.7. Укрепление бандажей на колесных центрах производить бандажным
кольцом из проката по ГОСТ 5267. 10 — 78 (рис. 12). Кольцо заводить в выточку
бандажа только утолщенной стороной.
Бандажное кольцо сгибать на специальном станке из цельного или сос-
тавного куска, состоящего не более чем из четырех частей, сваренных на кон-
тактной машине или газовой сваркой. Запрещается сваривать в стык бандажное
кольцо, заведенное в паз, или приваривать его к бандажу или ободу колесного
центра.
6.7.8. Бандажное кольцо заводить в выточку бандажа сразу после его на-
садки. Заводка кольца при бандаже, остывшем до температуры ниже 200°С,
запрещается. Зазор между концами кольца более 2 мм не допускается.
Запрещается производить обрубку излишка укрепляющего кольца на бан-
даже без подкладки.
6.7.9. После заводки бандажного кольца прижимной бурт бандажа обжать
на специальном станке с усилием на ролик не более 50 • 104Н (50 тс). При пере-
тяжке бандажей допускается обжатие кольца кувалдой через гладилку или пнев-
матическим молотком со специальной обжимкой, имеющей скругленные кромки.
Бандажное кольцо после обжатия бурта должно сидеть плотно, что определяется
по звуку от ударов слесарным молотком.
6.7.10. Колесная пара или колесо после заводки и завальцовки бандажного
кольца должны медленно остывать. Запрещается применение искусственного
охлаждения, а также выставление колесной пары за пределы помещения до пол-
ного ее остывания. Плотность насадки бандажа проверить после его остывания
по звуку от ударов слесарным молотком по поверхности катания в разных точках.
6.7.11. Для контроля за сдвигом бандажа после его насадки на обод на
наружных гранях бандажа и обода нанести контрольные отметки на одной пря-
мой по радиусу колеса.
Контрольная отметка на бандаже в виде 4 — 5 кернов глубиной 1,5 — 2 мм
должна начинаться на расстоянии не менее 10 мм от кромки упорного бурта и
располагаться на длине 24 мм с равными интервалами между кернами. Контроль-
Рис. 12. Кольцо бандажное:
"Размеры для справок
33
ная отметка на ободе колесного центра должна быть в виде канавки глубиной
до 1 мм, наносимой притупленным инструментом. Контрольные отметки на дви-
жущих паровозных колесных парах ставить против пальцев кривошипов, на колес-
ных парах со спицевыми центрами — против одной из спиц, на колесных парах
с двухдисковыми центрами - против прилива с заводской маркировкой центра,
а на однодисковых центрах — против одного из технологических отверстий.
В паспорт колесной пары записать значение твердости бандажей, указанное
в сертификатах.
6.7.12. При смене бандажа твердость вновь насаживаемого бандажа должна
соответствовать твердости остающегося согласно п. 6.6.1. Подборку произво-
дить по данным паспорта колесной пары и сертификата. В случае отсутствия дан-
ных о твердости остающегося бандажа в паспорте колесной пары твердость вновь
насаживаемого бандажа должна соответствовать НВ 285 - 293.
6.7.13. Запрещается производить перетяжку бандажей:
пассажирских локомотивов (включая и тендеры) и моторвагонного под-
вижного состава;
без снятия бандажа с обода и удаления старых прокладок;
при производстве полного освидетельствования и освидетельствования
с выпрессовкой оси.
6.7.14. Перетяжку бандажей производить в закрытых помещениях, спе-
циально приспособленных для этой цели, под непосредственным наблюдением
мастера. Условия нагревания и измерения температуры бандажей при перетяжке
должны удовлетворять требованиям, изложенным в пп. 6.7.3, 6.7.4.
6.7.15. При перетяжке бандажей в депо, не имеющих соответствующего
оборудования, некруглость ободьев и бандажей разрешается оставлять без исправ-
ления. После перетяжки бандаж должен иметь то же положение на ободе, что
и до перетяжки.
Натяг при перетяжке бандажей должен соответствовать требованиям п. 6.6.2
и в соответствии с этим должны быть подобраны прокладки или определено зна-
чение наплавки обода.
6.7.16. При перетяжке бандажей прокладки устанавливать в один слой
толщиной не более 2 мм. Количество прокладок по всему кругу обода допускает-
ся не более четырех и расстояние между ними не более 5 мм. Уменьшение ширины
прокладок против ширины обода допускается не свыше 5 мм.
Прокладки изготавливать из листовой стали, не бывшей в употреблении
и не имеющей на своей поверхности окалины или коррозионных повреждений.
Запрещается при перетяжке бандажей ставить прокладки неравномерной или
разной толщины, а также внахлестку.
6.7.17. После постановки прокладок заводку бандажного кольца, обжимку
прижимного бурта и постановку контрольных отметок на ободе и бандаже произ-
водить порядком, изложенным в пп. 6.7.7 — 6.7.11.
6.8. Прессовые работы
6.8.1. Прессовые работы при ремонте и формировании колесных пар про-
изводить на специальном гидравлическом прессе, оборудованном самопишущим
прибором-индикатором для записи диаграммы запрессовки двумя манометрами.
Класс точности самопишущего прибора должен быть не ниже 1,5%, погреш-
ность хода Диаграммы — не более 2,5%, толщина линии записи — не более 0,6 мм,
ширина диаграммной ленты — не менее 100 мм, масштаб записи по длине должен
быть не менее 1:2, одно деление по высоте диаграммы, равное 1 мм, должно со-
ответствовать усилию не более 25 кН (2,5 тс).
Манометр, предназначенный для контроля усилия при запрессовке, должен
иметь класс точности не ниже 1,5 %. Манометр, предназначенный для контроля
усилия при распрессовке должен иметь на шкале контрольную черту, показываю-
34
щую максимально допустимое усилие для пресса.
6.8.2. Не реже одного раза в месяц и во всех случаях расхождения показаний
рабочего манометра и индикатора оба эти прибора проверять по контрольному
манометру без снятия пломбы.
Каждый раз после проверки манометра или индикатора производить проб-
ную запрессовку оси в присутствии контрольного мастера ОТК на заводе или
мастера в депо-
Кроме того, один раз в год и во всех случаях неисправности манометры и
индикатор должны подвергаться проверке с ремонтом, пломбированием и записью
результатов проверки в паспорт каждого прибора в соответствии с действующими
положениями Государственного комитета СССР по стандартам.
6.8.3. Манометры должны быть запломбированы, индикатор заперт и зап-
ломбирован. Ключи от индикатора и пломбировочные щипцы должны храниться
у контрольного мастера ОТК на заводе или у мастера в депо.
Если конструкция индикатора требует установки и снятия диаграммного
бланка при каждой запрессовке, такой индикатор не пломбируется, но кожух
его должен быть сблокирован с электромотором пресса так, чтобы запрессовка
не могла производиться при открытом кожухе индикатора.
6.8.4. Зарядку индикатора лентой должен производить контрольный мас-
тер ОТК на заводе или мастер в депо. Изъятие ленты из прибора и оформление
диаграммы производить по окончании запрессовочной операции или после выхода
диаграммы наружу из футляра.
6.8.5. У каждого пресса должна быть вывешена таблица перевода показаний
манометра на усилие плунжера и таблица допустимых запрессовочных усилий
для колесных пар различных типов.
6.8.6. При установке колесных пар на пресс необходимо обеспечить совпа-
дение геометрических осей прессуемых элементов колесной пары и упорных
приспособлений с геометрической осью плунжера пресса. Горизонтальность оси
колесной пары проверять по уровню.
6.8.7. Вспомогательные приспособления (упорные кольца, стаканы, шай-
бы) , применяемые при прессовых работах, должны находиться в исправном состоя-
нии и их размеры - соответствовать типам колесных пар. Поверхность упорных
стаканов, соприкасающаяся с плунжером пресса, должна быть сферической,
а обе стороны скобы и кольца должны быть параллельны.
Состояние вспомогательных приспособлений должны проверять ежеме-
сячно контрольные мастера ОТК на заводах и мастера в депо.
6.8.8. При распрессовке колесных пар самопишущий прибор и манометр,
предназначенные для контроля усилий запрессовки, следует выключать во из-
бежание их повреждений.
Усилие распрессовки контролировать по второму манометру, предназна-
ченному для данной цели, не допуская при этом превышения предельного уси-
лия пресса.
Перед распрессовкой колесных пар с маслосъемом произвести подпрес-
совку масла в зону соединения колесного центра (зубчатого колеса) с осью
до выхода масла из-под ступицы.
6.8.9. В случае если колесная пара не поддается распрессовке предельным
усилием, бандаж снять или произвести подогрев ступицы центра колеса, или
применять одновременно то и другое. Если и при этом колесная пара не распрес-
совывается, то разрешается:
при негодной оси отрезать ее газовой горелкой у ступицы колеса и затем
выжечь середину подступичной части оси, а остатки выпрессовать;
при годной оси и негодном центре ступицу центра подрезать с наружного торца
газовой горелкой по кругу вокруг оси, не задевая подступичную часть оси.
Такие же способы применять в случаях, когда предельным усилием прес-
са не удается выпрессовать палец кривошипа.
6.8.10. При распрессовке колесных пар, оси или центры которых годны
для дальнейшей работы, запрещается:
35
наносить удары кувалдой по оси или ступице колеса для получения пер-
воначального сдвига;
производить распрессовку осей с шейками под подшипники качения без
применения упорных стаканов;
применять упорные стаканы с одним упором в предподступичную часть
оси.
6.8.11. После распрессовки колесной пары ее элементы тщательно осмот-
реть для определения их пригодности к дальнейшему использованию. При этом
оси, пальцы кривошипов и зубья зубчатых колес (венцов) проверить магнит-
ным дефектоскопом.
6.8.12. При необходимости спрессовки только одного колеса подступич-
ную часть оси под другим колесом и зубчатым колесом проверить ультразву-
ковым дефектоскопом, а освободившуюся подступичную часть оси - магнит-
ным дефектоскопом.
6.8.13. Перед напрессовкой элементы колесных пар проверить и подобрать
по размерам. Посадочные поверхности ступиц центров (колес) и подступичные
части осей или пальцев кривошипов тщательно очистить, насухо протереть и сма-
зать натуральной олифой или вареным растительным маслом (льняным, коно-
пляным или подсолнечным).
6.8.14. Запрессовку осей, пальцев кривошипов в центры (колеса) и нап-
рессовку зубчатых колес производить усилиями, указанными в табл. 5. Скорость
движения плунжера гидравлического пресса при запрессовке не должна превы-
шать 3 мм/с.
6.8.1S. Диаметры посадочных поверхностей оси и отверстий в ступицах
центров (колес) при подборе по натягу должны измеряться в трех сечениях по
длине посадки и по двум взаимно перпендикулярным направлениям.
6.8.16. Правильность положения элементов относительно предподступичных
частей при наружных буксовых шейках с подшипниками качения или относитель-
но середины оси остальных типов колесных пар проверять измерительным инстру-
ментом как в процессе запрессовки, так и после ее окончания.
Разница расстояний от галтелей предподступичных частей или середины
оси до внутренних граней бандажей и наружных торцов пальцев кривошипов
допускается не более 2 мм, а до внутренних граней противовесов сцепных колес-
ных пар - в пределах от чертежного размера +2,-1 мм и до ступиц пальцев — в
пределах +1,-5 мм с учетом износа наружных поверхностей ступиц пальцев.
6.8.17. Напрессовку зубчатых колес на удлиненные ступицы центров произ-
водить при помощи упорных муфт, которые должны обеспечивать возможность
выхода торца ступицы центра относительно торца ступицы зубчатого колеса в
соответствии с требованиями чертежа.
6.8.18. В процессе запрессовки следить за согласованностью показаний
манометра и самопишущего прибора (индикатора).
6.8.19. По окончании запрессовки старогодной оси со шпоночной канавкой
колесной пары паровоза запрессовать шпонку с натягом по ширине. Продольные
и торцовые кромки шпонки закруглить радиусом 1,5 — 2 мм.
6.8.20. По форме нормальная индикаторная диаграмма запрессовки должна
иметь плавную нарастающую, несколько выпуклую вверх кривую на всей длине
с начала до конца запрессовки (рис. 13).
Длина диаграммы должна быть не менее 85% ее теоретической длины. Тео-
ретическая длина диаграммы прессового соединения оси и колеса (центра) колес-
ной пары может быть определена по формуле
L = (1; + Я)»,
где Tj - длина контакта ступицы колесного центра с осью, мм; Н - дополни-
тельное продвижение ступицы (если предусмотрено чертежом) после момента
полного соприкосновения с осью ее контактирующей поверхности, мм; i — переда-
точное число привода индикатора (масштаб диаграммы по длине).
36
Таблица 5
Наименование элементов колесных пар Усилие в Н (тс) на каждые 100 мм диаметра подступичной части
с бандажом без бандажа
наименьшее наибольшее наименьшее наибольшее
Оси электровозов и тепловозов 44,1-Ю4 (45) 63,6- 104 (65) 39,2 - 104(40) 58,8- 104 (60)
Оси моторвагонного подвижного состава: моторных вагонов* 39,2- 104 (40) 54- 104(55) 34,3- 104 (35) 49 104(50)
прицепных 36,3- 104 (37) 54 104 (55) 29,4- 104 (30) 42,1 • 104(43)
Зубчатые колеса: электровозов, тепловозов и моторных вагонов моторвагонного — — 19,6 • 104(20) 29,4 • 104(30)
подвижного состава при напрессовке их на ось то же при напрессовке их на удлиненную ступицу колесного — — 14,7 • 104(15) 24,5 104 (25)
центра Оси и пальцы кривошипов паровозов: оси паровозов и тендеров всех серий 44,1 104(45) 63,7 • 104(65) 39,2 104(40) 58,8- 104 (60)
пальцы кривошипов колесных пар паровозов всех серий 34,3 • 104 (35) 54 104(55) 29,4 104(30) 49- 104(50)
оси тендерных колесных пар с цельнокатаными колесами 36,3 • 104(37) 54 104(55) — —
Для моторных колесных пар дизепь-поездов Д1 до№ 376 усилие запрессовки85 • 104 - 120 • 104Н(85 - 120 тс).
Примечание. При вычислении по данной таблице усилий запрессовки результат подсчета округлять до 4,9 104Н
(5 тс) в сторону повышения для нижнего предела и в сторону уменьшения для верхнего.
Рис- 13. Удовлетворительные диаграммы запрессовки осей
Рис. 14. Диаграммы со скачкообразным повышением давления в начале запрессов-
ки и последующим горизонтальным участком, а также скачкообразным давлением
в конце запрессовки:
а — удовлетворительная; б — неудовлетворительная (брак)
Рис. 15. Диаграммы запрессовки с наличием площадок и впадин в местах распо-
ложения выточек масляных канавок на ступице:
а — удовлетворительная; б - неудовлетворительная (брак)
Рис. 16. Диаграммы запрессовки с вогнутостью и непрерывным повышением
давления:
а — удовлетворительная; б — неудовлетворительная (брак) ; Рзк — конечное
усилие запрессовки; Рзк мин — минимальное допустимое конечное усилие
запрессовки
38
Рис. 17. Диаграммы с горизонтальной прямой или падением давления в конце
запрессовки:
и — удовлетворительная; б — неудовлетворительная (брак)
Не допускается скачкообразное повышение усилия запрессовки без прод-
вижения оси или пальца кривошипа.
6.8.21. В зависимости от конструктивных особенностей колесных пар допуска-
ются следующие отклонения от нормальной формы запрессовочной диаграммы:
а) в начальной точке диаграммы скачкообразное повышение давления
до 4,9 • 10 Н (5 тс) с последующим горизонтальным участком до 5% теоретической
длины диаграммы (рис. 14);
б) наличие площадок или впадин на диаграмме в местах расположения
выточек масляных канавок на ступицах, при этом количество площадок и впадин
должно соответствовать числу выточек (рис. 15);
в) вогнутость диаграммы с непрерывным нарастанием давления при усло-
вии, что вся кривая, кроме оговоренных в предыдущем абзаце площадок и впадин,
помещается выше прямой, соединяющей начало кривой с точкой, указывающей
на данной диаграмме минимально допустимое давление для данного типа оси
(рис. 16);
г) горизонтальная прямая на диаграмме в конце запрессовки на длине,
не превышающей 15% длины диаграммы, или падение усилия не более 5% наивыс-
шего усилия запрессовки на длине, не превышающей 10% длины диаграм-
мы (рис. 17);
д) скачкообразное повышение усилия в конце диаграммы, если конструк-
цией предусмотрена напрессовка до упора в какой-либо элемент (см. рис. 14);
е) колебание усилия в конце запрессовки с амплитудой не более 3% наи-
высшего усилия запрессовки на длине, не превышающей 10% длины диаграммы,
при напрессовке колес с удлиненной ступицей электровозных, тепловозных и
моторвагонного подвижного состава (рис. 18).
6.8.22. При определении предельных усилий (максимального и минималь-
ного) по диаграмме допускается отклонение по точности измерения до 2 • 104 Н (2тс).
Повышение усилия в виде скачка в конце диаграммы при определении предельных
усилий в учет не принимается.
Рис. 18. Диаграммы с колебанием усилия в конце запрессовки: а — удовлетво-
рительная; б — неудовлетворительная (брак)
39
6.8.23. В случае если при запрессовке центра на ось будет получена неудов-
летворительная диаграмма или усилие не будет соответствовать указанному в
табл. 5 настоящей Инструкции, а также длина диаграммы будет менее 85% теоре-
тической,колесную пару забраковать и распрессовать.
Распрессованное колесо или колесный центр разрешается вторично наса-
дить на тот же конец оси при условии, что на посадочных поверхностях подсту-
пичной части оси и в отверстии ступицы колеса нет задйров.
При вторичной напрессовке колеса на ось конечное усилие запрессовки
должно быть выше среднего усилия, предусмотренного табл. 5 для соответствую-
щего типа колесной пары.
Допускается вторичная перепрессовка пальцев кривошипов и зубчатых
колес при соблюдении тех же условий.
6.8.24. При запрессовке колеса на ось и пальца в центр после наплавки
внутренней поверхности отверстия ступицы нижний предел эапрессовочного усилия
для всех типов центров должен быть поднят на 9,8 • 10 Н (10 тс).
6.8.25. На бланке диаграммы, кроме кривой изменения давления, записать
следующие данные:
дата запрессовки;
тип колесной пары;
номер оси;
тип и номер колесного центра, зубчатого колеса или пальца кривошипа;
правый, левый;
диаметры подступичной части оси (пальца кривошипа) и отверстия сту-
пицы, измеренные с точностью до 0,01 мм;
размер натяга и конечное давление в И (тс);
с бандажом или без него;
ступица наплавлена или нет;
первая или повторная запрессовка;
порядковый номер диаграммы в текущем году.
На диаграмме принятой запрессовки делать надпись ’’принята”, на непри-
нятой — ’’брак” с указанием причин брака.
Диаграмму подписывает начальник или мастер цеха, производящий запрес-
совку, а также контрольный мастер ОТК и инспектор-приемщик на заводе и прием-
щик локомотивов в депо.
На забракованной диаграмме должны быть все те данные, что и на принятой.
6.8.26. Опробование на прессе пальцев и осей с признаками ослабления,
а также зубчатых колес производить на максимально допустимое давление соглас-
но табл. 5 со снятием диаграмм усилий, которые оформлять так же, как и диаг-
раммы запрессовки.
6.8.27. Принятые диаграммы запрессовки и контрольных проверок на сдвиг
после приемки колесных пар хранить в сейфе или запирающемся металлическом
ящике в течение 10 лет. Забракованные диаграммы запрессовки хранить в тече-
ние 1 года.
6-9. Тепловой метод формирования колесных пар
6.9.1. Тепловой метод формирования может быть применен только на колес-
ных парах, у которых предусмотрены каналы для подачи масла под давлением
в зону соединения оси со ступицей (маслосъем).
6.9.2. Формирование колесных пар тепловым методом производить по
руководящему техническому материалу РТМ 24.040.71-85 ’’Метод тепловой сбор-
ки осей с колесами при формировании и ремонте колесных пар тепловозов и
путевых машин”.
Перед введением теплового метода формирования колесных пар с изме-
нением материала антикоррозионного покрытия или технологии его применения
должны быть проведены испытания по программе, согласованной с отраслевым
институтом.
40
6.9.3. Шероховатость обработанной оси должна быть Ra = 1,25 мкм, а
отверстия колеса Ra = 2,5 мкм по ГОСТ 2789 - 73. Конусообразность и некруг-
лость сопрягаемых поверхностей обеспечить согласно требованиям настоящей
Инструкции.
Диаметры, некруглость, конусообразность и шероховатость поверхностей
отверстия ступицы и подступичной части оси должны фиксироваться в специаль-
ном журнале.
6.9.4. Соответствие шероховатости поверхности и формы сопрягаемых
поверхностей требованиям чертежа, проверка качества исходных материалов
для антикоррозионного покрытия и качества покрытия, метод контроля темпе-
ратуры нагрева колеса и необходимые при этом приборы должны быть предус-
мотрены технологической инструкцией предприятия, утвержденной в установ-
ленном порядке.
6.9.5. После окончательной механической обработки (накатки, шлифовки
и т.п.) подступичные части оси необходимо покрыть герметизирующим эласто-
мером ГЭН-150 (В).
Применение других антикоррозионных покрытий допускается только по
согласованию с Главным управлением локомотивного хозяйства МПС.
6.9.6. Подготовку раствора эластомера ГЭН-150 (В), поверхности, подле-
жащей покрытию, режимы нанесения раствора и процесс полимеризации эласто-
мера производить по инструкции предприятия (согласованной с Всесоюзным
научно-исследовательским тепловозным институтом) в соответствии с Руковод-
ством по применению эластомера ГЭН-150 (В) при ремонте локомотивов.
6.9.7. Для посадки на ось колесо нагреть в электропечи до 240-260° С.
При достижении заданной температуры должно быть обеспечено автоматическое
отключение источника нагрева. Допускается нагрев только ступицы при помощи
индукционного нагревателя.
6.9.8. Температуры нагрева под посадку и для полимеризации должны
записываться автоматически на протяжении всего процесса.
6.9.9. Сопряжение оси с колесом производить в приспособлении, обеспе-
чивающем правильное положение колеса на оси.
6.9.10. Охлаждение колесных пар должно осуществляться естественным
путем. При применении вместо ГЭН-150 (В) других антикоррозионных покрытий
допускается охлаждение обдуванием сухим воздухом, но не ранее 10 мин после
сопряжения оси с колесом.
6.9.11. Каждую колесную пару проверить на качество сопряжения оси с ко-
лесом на гидравлическом прессе или другом приспособлении путем трехкратного
приложения осевого усилия: для электровозов и тепловозов 65 ± 2 тс на каждые
100 мм диаметра подступичной части оси, для моторвагонного подвижного соста-
ва — 55 ± 2 тс на 100 мм с записью диаграммы. При этом сдвиг оси в ступице не
допускается.
Оборудование для выполнения такой проверки должно отвечать требова-
ниям пп. 6.8.1 — 6.8.8.
6.9.12. Диаграммы записи температуры и проверки на прочность соеди-
нения колеса с осью оформить и хранить в соответствии с пп. 6.8.25 и 6-8.27 нас-
тоящей Инструкции.
6.10. Обточка бандажей и ободьев цельнокатаных колес по профилю
6.10.1. Для получения требуемого профиля обточить внутреннюю торцо-
вую грань, гребень и поверхность катания бандажа и обода цельнокатаного колеса.
Применяемые профили ободьев колес ТПС приведены на рис. 19—21.
Обточку с выкаткой или без выкатки колесных пар из-под ТПС произво-
дить на специальных станках.
В целях повышения чистоты поверхности бандажей разрешается применять
накатку роликом обработанной поверхности бандажей по кругу катания.
41
Рис. 19. Профиль обода колеса:
а - локомотива по черт. 2 ГОСТ 11018 - 76; б - локомотив по черт. 3
ГОСТ 11018 - 76; в - моторвагонного подвижного состава и тендера;
♦Размеры для справок
Рис. 20. Профиль обода колеса с гребнем:
а — подрезанным на 10 мм для электровозов ЧС2, ЧС4 и ЧС4Т (до № 263) ;
б — подрезанным на 15 мм дл.« паровозов ТЭ
43
Рис. 21. Профиль обода колеса без гребня для паровозов
6.10.2. Обточку бандажей по профилю после насадки или перетяжки про-
изводить только после полного их естественного остывания.
6.10.3. Проверку обточенных бандажей и ободьев цельнокатаных колес
производить шаблоном. Отклонения (просветы) от нормального профиля допус-
каются не более 0.5 мм по поверхности катания и толщине гребня, 1 мм — по
высоте гребня. При этом шаблон должен быть плотно прижат к внутренней грани
бандажа или обода. У ведущих паровозных колесных пар шаблон должен касаться
бандажа в средней части по кругу катания на расстоянии не менее 50 мм (по 25 мм
в обе стороны от круга катания).
Кроме того, при помощи шаблона для измерения проката и толщины гребня
бандажей должно быть проверено соответствие толщины гребней установленному
допуску (см. приложение 5).
6.10.4. Бандажи движущих колесных пар паровозов, а также тепловозов
с гидравлической и механической передачей обтачивать у всего комплекта под
один диаметр независимо от того, что колесные пары не имеют одинакового прока-
та. На этих тепловозах комплектом считаются колесные пары, приводимые в
движение от одного дизеля.
Замена одной движущей колесной пары паровоза при оставлении остальных
с прокатом бандажей, как правило, не разрешается. Исключение может быть допу-
щено при неисправности отдельных колесных пар только по разрешению началь-
ника депо при условии, что прокат бандажей на остающихся колесных парах не
более 3 мм, а диаметр по кругу катания вновь подкатываемой колесной пары
равен наибольшему диаметру остающихся колесных пар.
6.10-5- Шероховатость поверхностей бандажей и ободьев цельнокатаных ко-
лес проверять по эталону на соответствие требованиям чертежей, Внутренняя
боковая грань должна быть перпендикулярна оси колесной пары. На внутрен-
ней боковой грани обработанного бандажа не допускаются черновики глубиной
более 1 мм с суммарной площадью, превышающей 50 см2. Наружная боковая
грань бандажа и обода цельнокатаного колеса не обтачивается.
6.10-6. Для устранения поверхностных дефектов и неровностей прокатки
разрешается обточка наружной грани бандажа или обода цельнокатаного колеса
с условием, что при обточке не будут срезаны клейма, поставленные в горячем
состоянии на заводе-изготовителе, и ширина бандажа (обода) будет не менее
допустимой.
6.10.7- Перед и после обточки бандажей выкаченной колесной пары должны
быть промерены расстояния от внутренних 1раней бандажей до середины оси при
подшипниках скольжения и до галтелей буксовых шеек осей при подшипниках
44
качения. Разница этих расстояний допускается не более 2 мм при новых банда-
жах и не более 3 мм при старых.
6.10-8. В целях экономии старогодных бандажей и цельнокатаных колес
за счет сохранения уплотненной их части разрешается оставлять на обточенном
гребне черновику глубиной не более 2 мм, расположенную от вершины гребня
в пределах от 10 до 18 мм, а на поверхности катания - равномерно расположенную
черновину глубиной до 1 мм.
Разрешается допускать толщину новых бандажей ТПС более чертежной,
где это возможно по конструкции.
6.10.9- Запрещается выпускать из ремонта и нового формирования колес-
ные пары с бандажом или ободом цельнокатаного колеса с отклонениями от допус-
тимых размеров, указанных в приложении 5.
6.10.10- При формировании новых колесных пар у наружных граней банда-
жей должны быть фаски под углом 45° (к наружной грани) и размером 6x6 мм
с отклонением в большую или меньшую сторону 1 мм.
Отступления в размерах фаски при ремонте колесных пар как в целом на
бандаже, так и на отдельных его местах допускаются в сторону увеличения на
4 мм и в сторону уменьшения на 1 мм.
6.10.11. Острые глубокие следы насечек в упорных буртах бандажей и цель-
нокатаных колес (полученных от закрепления на станке зубчатыми секторами)
подлежат зачистке с плавным переходом
6.10-12- При обточке бандажей колесных пар ТПС без выкатки допускаются:
просветы между шаблоном и бандажом до 1 мм по всему профилю бандажа,
кроме зазора по толщине гребня, которую разрешается оставлять уменьшенной
до 29 мм;
разница диаметра бандажей по кругу катания одной колесной пары до 1 мм;
шероховатость поверхности катания Rz С80»
Смещение фрезы в поперечном направлении до I мм относительно внутрен-
ней грани бандажа.
6.11. Формирование колесных пар
6.11.1. Формированием колесных пар считается изготовление колесных пар
из новых элементов. Замена отдельных частей колесной пары (осей, центров,
венцов, зубчатых колес, пальцев кривошипов) новыми или годными, но бывшими
в эксплуатации,считается ремонтом колесных пар со сменой элементов.
6.11.2. Вновь сформированная колесная пара должна соответствовать ут-
вержденным чертежам, техническим условиям и действующим стандартам.
6.11.3. Для колесных пар с двусторонней прямозубой зубчатой передачей
для обеспечения параллельности зубьев венца одного зубчатого колеса к зубьям
венца цругого зубчатого колеса устанавливается следующий порядок формиро-
вания:
а) перед напрессовкой центров зубчатых колес произвести разметку и
строжку пазов в венцах и центрах зубчатых колес. Обработку пазов в венцах
и центрах зубчатых колес можно производить без разметки при условии, что
обработка пазов будет вестись при помощи приспособления, обеспечивающего
совпадение всех пазов центра с пазами венца в пределах установленных допус-
ков при совмещении какого-либо паза венца с любым пазом центра;
б) выполнить напрессовку центров зубчатых колес на удлиненные ступицы
колесных центров и произвести чистовую обработку отверстий ступиц колес под
запрессовку;
в) надеть венцы на центры зубчатых колес в произвольном положении и
прижать шайбами на временных болтах и напрессовать колесные центры на ось;
г) поворачивая венцы на центрах и совмещая различные пазы венцов с
различными пазами центров, находится такое положение, при котором параллель-
ность зубьев обоих венцов полностью совпадает или будет иметь отклонение не
более 0,5 мм;
45
д) заложить в пазы пружинные пакеты, вторично проверить параллельность
зубьев,затем приклепать шайбы.
Колесные центры моторных вагонов моторвагонного подвижного состава
с удлиненными ступицами и насаженными на них зубчатыми колесами должны
напрессовываться на правый конец оси.
6.11.4. При поставке зубчатых колес в собранном виде (как запасные части)
разрешается насадку одного зубчатого колеса производить на гидравлическом
прессе, а насадку другого колеса — тепловым методом.
Нагрев ступицы зубчатого колеса производить равномерно до 200-250 С,
не допуская перегрева остальных деталей колесной пары (венец, ось, ступица
колесного центра).
6.11.5. Колесные пары локомотивов и моторных вагонов моторвагонного
подвижного состава с конструкционной скоростью свыше 120 км/ч должны под-
вергаться динамической балансировке, кроме колесных пар с несъемными без
распрессовки колес деталями, имеющими свободу перемещения относительно
осей колесных пар. Для таких колесных пар должна производиться статическая
балансировка колесных центров.
Колесным парам электро- и дизель-поездов, эксплуатируемых в поез-
дах со скоростями движения свыше 140 км/ч, также должна быть произведена
динамическая балансировка. Допускаемый небаланс указывается в чертежах,
утвержденных в установленном порядке
6.12. Статическая проверка противовесов движущих колесных пар паровозов
6.12.1. Для паровозов Л, ИВ, СО’^И, Эв^и, Еа, Ем и ТЭ в обязательном
порядке производить статическую проверку противовесов при:
формировании новых колесных пар;
ремонте на заводах колесных пар со сменой одного или обоих центров;
всяком ремонте на заводах ведущих колесных пап. имеющих свинцовую
заливку противовесов.
6-12.2. Каждое колесо колесной пары проверять поочередно, не снимая
ее с проверочного станка. Массы проверочных грузов должны соответствовать
нормам, указанным в приложении 8-
6.12.3. Для облегчения процесса проверки колесных пар с противовесами,
сдвинутыми на некоторые углы относительно линии, проходящей через центр осн
и центр пальца кривошипа, необходимое изменение массы противовесов для паро-
возов всех серий разрешается определять так же, как и для колесных пар без сдви-
га противовесов, т.е. непосредственным сравнением с нормами, указанными в при-
ложении 8.
6.12.4. Сцепные колесные пары проверять со всеми поставленными на место
деталями пальцев кривошипов (гантельными шайбами, гайками и шплинтами).
Ведущие колесные пары разрешается проверять как с надетыми контр-
кривошипами, так и без них в зависимости от указаний приложения 8-
6.12-5- Необходимое уменьшение массы противовесов разрешается произ-
водить:
при стальных противовесах сверлением отверстий в теле противовеса с
последующей приваркой крышек заподлицо с поверхностью противовеса;
при противовесах, залитых свинцом, также сверлением отверстий. Для
предупреждения ослабления свинцовой заливки в высверленные отверстия необ-
ходимо ставить трубки наружным диаметром, равным диаметру сверла. Отверстия
следует закрыть крышками, приваренными заподлицо с телом противовеса.
6.12.6- Необходимое увеличение массы противовеса разрешается производить:
при стальных противовесах сверлением отверстий с последующим заполне-
нием их свинцом и приваркой крышек заподлицо с телом противовеса;
при противовесах, залитых свинцом, сверлением отверстий в стальной
46
сплошной части противовеса и заполнением их свинцом с закрытием крышками на
приварке или же уплотнением имеющегося свинца при снятой крышке противовеса
и добавлением свинца в образовавшееся свободное пространство.
6.12.7. Отверстия для изменения массы противовеса сверлить симметрично
по отношению к линии, соединяющей центр его тяжести с центром оси. Причем
симметрично расположенные отверстия необходимо делать одинакового диаметра.
Крышки, закрывающие отверстия, выполнять толщиной 4-5 мм. После изме-
нения массы противовесов колесную пару вновь проверить на проверочном станке
для определения окончательных проверочных грузов и соответствия их установлен-
ным нормам.
После проверки в середине противовеса с внутренней его стороны выбить
вес груза, буквы ”СТ”, номер ремонтного пункта и дату производства проверки.
6.12.8. Уплотнение заливки противовесов производить коническими про-
бойниками через отверстия для заливки. Разрешается также для этой цеди выс-
верливать 2-3 отверстия в противовесе, которые после уплотнения заливки должны
быть заварены. Если таким порядком уплотнить заливку не удается, то колесную
перу направить на завод или в колесные мастерские депо для перезаливки свинца.
7. ПРОВЕРКА, ПРИЕМКА И ИСКЛЮЧЕНИЕ ИЗ ИНВЕНТАРЯ КОЛЕСНЫХ ПАР
7.1. При проверке и приемке колесной пары и ее элементов должно быть
у станов л *но их соответствие требованиям настоящей Инструкции.
7.2. Проверку и приемку колесной пары при обыкновенном освидетель-
ствовании должны производить мастер и приемщик локомотивов (где имеется,
а при текущих ремонтах ТР-3 обязательно).
7.3. Проверку и приемку колесных пар при формировании, полном осви-
детельствовании и освидетельствовании с выпрессовкой оси должен производить
локомотивном депо мастер и приемщик локомотивов, на заводе — мастер, конт-
рольный мастер ОТК и инспектор-приемщик.
7.4. Мастер колесного цеха отвечает за качество ремонта и обработку элемен-
тов или формирование колесной пары в целом на своем производственном участке.
Он обязан организовать и строго соблюдать правильный технологический процесс
и производить пооперационную приемку работ от исполнителей. На заводе мастер
обязан предъявлять и сдавать отремонтированные элементы или в целом колесную
пару контрольному мастеру ОТК, а в локомотивном депо — приемщику локомоти-
вов.
7-5. Контрольный мастер отдела технического контроля, инспектор-прием-
щик на заводе и приемщик локомотивов в депо отвечают за качество ремонта
или обработки элементов и колесной пары в целом. Они обязаны контролировать
выполнение технологического процесса и производить приемку от мастера элемен-
тов и всех выпускаемых колесных пар как нового формирования, так и отремон-
тированных, а также приемку смены осей, центров, пальцев кривошипов, статическую
проверку противовесов паровозных колесных пар, балансировку колесных пар,
их центров, проверку изготовления и ремонта зубчатых колес.
7,6, На заводах и в локомотивных депо контрольному мастеру ОТК,
инспектору-приемщику или приемщику локомотивов до приемки колесной пары
в целом должны быть предъявлены:
доку менты, подтверждающие готовность колесной пары к сдаче;
диаг раммы запрессовки, а также диаграммы проверки колесного центра
на сдвиг (при тепловом методе формирования);
серт ификаты на новые элементы;
паспорт колесной пары и зубчатого колеса (кроме паровозов).
7-7. На принятой колесной паре после полного освидетельствования, осви-
детельствования с выпрессовкой оси и формирования, а также на принятых отдель-
ных элементах должны быть поставлены приемочные клейма, предусмотренные
настоящей Инструкцией.
47
7.8. Колесные пары, nocrynaoiifie в депо после ремонта или формирования,
должны быть приняты мастером "депо по наружному осмотру с проверкой основ-
ных размеров и наличия клейм.
Подкатка колесных пар под ТПС без предусмотренной на них настоящей
Инструкцией документации запрещается.
7.9- Исключение из инвентаря колесной пары разрешается производить при
необходимости одновременной замены оси и одного колесного центра (или цельно-
катаного колеса) вследствие их износа или повреждений, которые не могут быть
устранены ремонтом.
Исключение из инвентаря колесных пар, имеющих меньшее количество
забракованных элементов, а также годных колесных пар устаревших типов и
серий может быть произведено только с разрешения Главного управления локо-
мотивного хозяйства МПС.
7.10- Исключение колесных пар из инвентаря должно производиться, как
правило, в пунктах, ремонтирующих колесные пары со сменой элементов.
7.11. Исключение колесных пар из инвентаря должно производиться комис-
сией в составе:
на заводе - главного инженера завода, начальника отдела технического
контроля, инспектора-приемщика, начальника колесного цеха, главного технолога
и главного бухгалтера;
в депо главного инженера (или заместителя начальника депо), мастера,
приемщика локомотивов и главного технолога (там где они имеются). главного
(старшего) бухгалтера.
Исключение колесных пар из инвентаря оформлять актом формы ТУ-120
с утверждением руководителем предприятия.
8. МАРКИРОВКА И КЛЕЙМЕНИЕ КОЛЕСНЫХ ПАР И ИХ ЭЛЕМЕНТОВ
8-1. При формировании, ремонте и освидетельствовании колесных пар при-
меняются следующие знаки и клейма:
клеймо в форме прямоугольника с закругленными углами, указывающее
присвоенный условный номер ремонтному пункту, которому разрешено произ-
водить изготовление элементов, формирование, полное освидетельствование
или освидетельствование с выпрессовкой оси;
цифры и буквы для обозначения даты (месяц и две последние цифры года)
и других данных. Цифры должны быть высотой 6 мм.
клеймо приемщика (’’Серп и молот”);
клеймо контрольного мастера ОТК;
клейма в форме круга с буквами ”<>” или ”<Т”, обозначающие формирова-
ние новой колесной пары прессовым или тепловым методом;
клеймо в форме круга с буквой ”Б”, обозначающее динамическую балан-
сировку колесной пары;
клеймо в форме круга с буквой ”Д", обозначающее освидетельствование
колесной пары с выпрессовкой оси;
клеймо в форме круга с буквами ”ЛД”, обозначающее перепрессовку левого,
а с буквами ”ПД” - правого колесного центра или цельнокатаного колеса;
клеймо в форме круга с буквами ”СБ", обозначающее смену бандажей;
клеймо в форме круга с буквами ”ПБ”, обозначающее перетяжку бандажей;
клеймо в форме круга с буквами ’*ГЧ” и цифрой, обозначающей порядко-
вый номер депо на дороге, в котором производилась перетяжка бандажей;
клейма и знаки, обозначающие межоперационную, внутрицеховую и меж-
цеховую приемку элементов колесной пары, вид и порядок применения которых
устанавливаются приказом руководителя предприятия. Эти клейма и знаки не
должны ставиться в местах, предусмотренных для расположения знаков и клейм,
установленных настоящей Инструкцией.
48
Рмс. 22. Знаки и клейма на необ-
работанной оси колесной пары:
1 — условный номер предприя-
тия-изготовителя; 2 — месяц
(римскими цифрами) и год
(две последние цифры) изго-
товления; 3 — номер плавки;
4 — клейма приемки; 5 — но-
мер оси
Рис. 23. Знаки и клейма на правом торце оси колесной пары:
С — тепловоза с наружными буксовыми шейками и торцовым упором скольжения;
б — электровоза на подшипниках качения без торцового упора; 1 — условней
номер или товарный знак предприятия-изготовителя необработанной оси;
2 — месяц (римскими цифрами) и год (две последние цифры) изготовления
необработанной оси; 3 — порядковый номер оси; 4 — клейма технического конт-
роля предприятия-изготовителя и представителя заказчика, проверивших правиль-
ность переноса маркировки и принявших обработанную ось; 5 — условный номер
или товарный знак предприятия-изготовителя, обработавшего ось; 6 — клейма
метода формирования колесной пары( Ф — прессовый, ФТ — тепловой); 7 -
условный номер или товарный знак предприятия, производившего формирование
колесной пары; 8 — месяц (римскими цифрами) и год (две последние цифры)
формирования колесной пары; 9 — клейма технического контроля предприятия-
изготовителя и представителя заказчика, принявших колесную пару; 10 — клейма
балансировки; 11 — клейма освидетельствования с выпрессовкой оси; 12 — номер
ремонтного пункта^роизводившего освидетельствование с выпрессовкой оси;
13 — месяц (римскими цифрами) и год (дае последние цифры) освидетельствова-
ния; 14 — клейма технического контроля ремонтного пункта и инспектора-прием-
пдека, принявших колесную пару после освидетельствования с выпрессовкой оси
49
3 4
Рис. 24. Знаки и клейма на правом торце
оси колесной пары локомотива с внут-
ренними буксовыми шейками, а также
колесных пар электровозов и паровозов
с наружными буксовыми шейками на
подшипниках скольжения и тепловозов
с торцовыми упорами качения:
1 — условный номер или товарный знак
предприятия-изготовителя необработан-
ной оси; 2 — месяц (римскими цифра-
ми) и год (две последние цифры) изго-
товления необработанной оси; 3 — по-
рядковый номер оси; 4 — клейма техни-
ческого контроля предприятия-изгото-
вителя и представителя заказчика,
проверивших правильность перено-
са маркировки и принявших об-
работанную ось; 5 — условный но-
мер или товарный знак предприятия-изготовителя, обработавшего ось; 6—клейма ме-
тода формирования колесной пары (Ф —прессовый, ФТ— тепловой) ; 7 — условный
номер или товарный знак предприятия, производившего формирование колесной
пары; 8 — месяц (римскими цифрами) и год (две последние цифры) формирова-
ния колесной пары; 9 — клейма технического контроля предприятия-изготовителя
и представителя заказчика, принявших колесную пару; 10 — клейма балансировки;
11 — клейма освидетельствования с выпрессовкой оси; 12 — номер ремонтного
пункта, производившего освидетельствование с выпрессовкой оси; 13 — месяц
(римскими цифрами) и год (две последние цифры) освидетельствования; 14 —
клейма технического контроля ремонтного пункта и инспектора-приемщика,
принявших колесную пару после освидетельствования с выпрессовкой оси
8.2. Новые элементы колесных пар, поступающие на ремонтные пункты,
должны иметь следующие четко обозначенные знаки и клейма (маркировку),
предусмотренные стандартами и техническими условиями;
необработанные (в черном виде) оси на средней или подступичной части
согласно рис. 22;
окончательно обработанные оси на правом торце: локомотивов согласно
рис. 23, 24; моторвагонного подвижного состава согласно рис. 25; тендеров сог-
ласно рис. 26, 27;
бандажи на боковой наружной грани согласно рис. 28;
литые центры (за исключением паровозных) на наружной стороне ступицы
или диска согласно рис. 29. Знаки и клейма на паровозных центрах должны быть
отлиты и поставлены согласно техническим условиям;
Рис. 25. Знаки и клейма на правом торце
колесной пары моторвагонного подвиж-
ного состава:
1 —клейма приемки; 2 — клейма, удостове-
ряющие правильность переноса знаков мар-
кировки; 3 — условный номер завода, обра-
ботавшего ось; 4 — порядковый номер оси,
начинающийся с номера завода-изготовите-
ля поковки; 5 — клейма приемщика МПС;
6 —год (две последние цифры) ; 7 — клейма
формирования и балансировки; 8 — услов-
ный номер предприятия, сформировавшего
колесную пару; 9 — клейма приемки;
10 — дата формирования
50
Рис. 26. Знаки и клейма на правом торце
оси колесной пары тендера с подшипниками
скольжения:
1 — клейма приемки; 2 — номер пункта,
перенесшего знаки; 3 — клейма, удостове-
ряющие правильность переноса знаков;
4 — номер завода-изготовителя оси; 5 — ме-
сяц (римскими цифрами) и год (две по-
следние цифры) изготовления оси; 6 — но-
мер оси; 7 — клейма формирования ко-
лесной пары или смены оси; 8 — номер ре-
монтного пункта; 9 — месяц (римскими
цифрами) и год (две последние цифры)
формирования или смены оси; 10 — клейм*
приемки; 11 — клейма освидетельствова-
нии с выпрессовкой оси; 12 — номер ре-
монтного пункта; 13 — месяц (римскими
цифрами) и год (две последние цифры)
освидетельствования; 14 — клейма
приемки
катаные дисковые центра на наружной стороне диска согласно техническим
условиям;
цельнокатаные колеса на наружной боковой поверхности обода согласно
рис. 30;
необработанные пальцы кривошипа на подступичной части согласно рис. 31;
грубо или окончательно обработанные пальцы кривошипа на наружном
торце согласно рис. 32;
зубчатое колесо или венец ТПС согласно рис. 33.
8.3. При обработке осей, пальцев кривошипов и венцов зубчатых колес
перенос знаков с необработанной поверхности на торец оси, пальца и на боковую
грань венца производит ОТК на заводе, а в локомотивных депо - приемщик локо-
мотивов.
Перенос знаков и правильность обработки и состояния осей и пальцев кри-
вошипов технической документации удостоверять постановкой клейма контроль-
ного мастера ОТК и приемщика (’’Серп и молот”) с постановкой условного номера,
присвоенного пункту, производившему обработку.
8.4. Новые оси, бандажи, цельнокатаные колеса, центры, венцы и зубчатые
колеса, поступающие от заводов-изготовителей без приемочных клейм инспекто-
р«-приемщика МПС, а также с неясной маркировкой, браковать с представлением
рекламации.
Отсутствие на этих элементах клейма ОТК завода-изготовителя при наличии
клейм инспектора-приемщика МПС не может служить основанием для их браковки.
Рис. 27. Знаки и клейма на правом
торце оси колесной пары тендера
с подшипниками качения:
1 — номер завода -изготовителя; 2 —
номер пункта, перенесшего знаки;
3 — номер оси; 4 — клейма, удостоверя-
ющие правильность переноса знаков;
5 — месяц (римскими цифрами) и год
(две последние цифры) изготовления
оси; 6 — клейма приемки; 7 — клейма
формирования колесной пары или
смены оси; 8 — номер ремонтного пунк-
та; 9 — клейма приемки; 10 — месяц
(римскими цифрами) и год (две послед-
ние цифры) формирования; II — ме-
сяц (римскими цифрами) и год (две
последние цифры) освидетельствова-
ния; 12 — приемник; 13 — освидетель-
ствования; 14 — номер ремонтного
пункта;
51
5
I
2
3
4
Рис. 28. Знаки и клейма на наружной
грани бандажа:
1 — условный номер или товарный знак
предприятия-изготовителя; 2 — год (две
последние цифры) изготовления; 3— мар-
ка бандажа; 4— клейма приемки; 5 — но-
мер плавки; 6 — порядковый номер
бандажа по системе нумерации пред-
приятия-изготовителя. На импортных
бандажах наносятся следующие знаки:
знак фирмы, две последние цифры
года изготовления, номер плавки,
номер бандажа. При сквозной нумера-
ции плавок (не по годам) год изго-
товления не наносится. Порядковый но-
мер бандажа отдельными фирмами не
наносится
Рис. 29. Знаки и клейма на наружном
торце ступицы центра:
1 — условный номер или товарный
знак предприятия-изготовителя; 2 —
год (две последние цифры) изготов -
ления; 3 — порядковый номер центра
по системе нумерации предприятия-
изготовителя; 4 — обозначение марки
стали; 5 —клейма технического конт-
роля предприятия-изготовителя и
представителя заказчика
8.5. Клеймение колесных пар могут производить только работники, имею-
щие право производить освидетельствования колесных пар.
8-6. При формировании колесных пар, смене оси и освидетельствовании с
выпрессовкой оси наносить клейма и знаки на торце оси (или цилиндрическом
пояске конца оси с торцовым упором) колесной пары (см. рис. 23-27).Впереди
вышеуказанных клейм при смене бандажей дополнительно ставится клеймо ”СБ”
(кроме формирования).
Сторона колесной пары, на торце оси которой находятся знаки и клейма, от-
носящиеся к изготовлению оси, считается правой.
8-7. При полном освидетельствовании колесных пар на левом торце осей
ставить знаки и клейма (рис. 34). Впереди вышеуказанных клейм при смене
бандажей дополнительно ставить клеймо ”СБ”, а при перспрессовке одного из
центров (цельнокатаного колеса) - клеймо ”ЛД” или ”ПД” в зависимости от
того, с какой стороны колесной пары перепрессовывался колесный центр.
8-8- После постановки клейм торцы осей с торцовым упором обработать.
Шероховатость поверхности должна соответствовать Ra С 1,25.
Запрещается заварка или зачеканка знаков и клейм изготовления и форми-
рования на правом торце оси. Они должны сохраняться на все время эксплуатации
оси, а клейма полного освидетельствования с распрессовкой оси должны сох-
раняться до следующего полного освидетельствования с распрессовкой оси.
Рис. 30. Знаки и клейма на наружной
боковой поверхности обода цельно-
катаного колеса:
1 — год ( две последние цифры) изго-
товления; 2 марка стали колеса; 3 —
номер плавки; 4 — условный иомер
предприятия-изготовителя; 5 — клейм-
техиического контроля предприятия-
изготовителя и представителя заказчи-
ка; 6 — порядковый номер колеса
по системе нумерации предприятия-
изготовителя
52
Рис. 31- Знаки и клейма на необработанном
пальце кривошипа:
1 — номер завода-изготовителя; 2 — месяц
(римскими цифрами) и год (две последние
цифры) изготовления; 3 — клейма техничес-
кого контроля предприятия- изготовителя
и представителя заказчика
I 2 3
При заполнении всех секторов левого торца оси производить заварку зна-
ков предыдущих полных освидетельствований и после тщательной зачистки или
механической обработки торец вновь использовать для постановки знаков полного
освидетельствования колесной пары. Если при этом не производится перепрсссовка
колесного центра (цельнокатаного колеса) и на торце оси имеются клейма о ранее
производившейся перепрессовке, последнее необходимо сохранить до следующей
перепрессовки соответствующего центра (цельнокатаного колеса).
8.9. При смене или перепрессовке пальцев кривошипов на их наружных
торцах в третьем секторе ставить знаки согласно ри<^ 32.
Постановки клейм, знаков или каких-либо пометок на внутреннем торпе
нс разрешается. Шероховатость этой поверхности должна соответствовать RzC20„
8-10. При ремонте и формировании паровозных ведущих колесных пар
на наружной поверхности щек контркривошипов выбивать номер оси колесной
пары, которой принадлежат данные щеки.
8.11. При перетяжке бандажа на несрабатывающемся торце ступицы центра,
у которого перетягивался бандаж, ставить клеймо ”ПБ”, условный номер пункта,
производившего перетяжку, дату и клеймо приемщика или мастера. Депо, которо-
му не присвоен условный номер, вместо него должно ставить клеймо с буквами
”ТЧ” и цифрой, обозначающей порядковый номер депо на дороге, а также условное
обозначение дороги согласно приложению 9. Место постановки клейм закра-
шивать белилами в виде прямоугольника.
8-12. При ремонте и освидетельствовании колесных пар в условиях депо,
кроме клейм перетяжки, нигде и никаких клейм ставить не требуется, за исклю-
чением локомотивных депо, которые по разрешению МПС производят полное
освидетельствование и ремонт колесных пар со сменой элементов.
8-13. Паровозные колесные пары, не имеющие клейм и знаков на пальцах
кривошипов, разрешается эксплуатировать до очередного ремонта их на заводе
или в локомотивном депо.
При ремонте таких колесных пар на заводах и в локомотивных депо на
неклейменные пальцы кривошипов ставить установленные клейма запрессовки
с добавлением буквы ”У”, если на этих пальц ix после ультразвуковой и магнитной
дефектоскопии не было обнаружено трещин
Рис. 32- Знаки и клейма на наружном
торце обработанного пальца
кривошипа:
1 — номер завода-изготовителя; 2 —
месяц (римскими цифрами) и год
(две последние цифры) изготовления;
3 — клейма технического контроля
предприятия-изготовителя и предста-
вителя заказчика, проверивших пра-
вильность переноса маркировки и при-
нявших обработанный палец; 4 —
номер пункта, запрессовавшего палец;
5 — месяц (римскими цифрами) и год
(две последние цифры) запрессовки;
6 — клейма приемки запрессовки
(технического контроля предприятия-
изготовителя и представителя заказ-
ика) ; 7 — номер пункта, перенес-
шего знаки
53
Рис. 33. Знаки и клейма:
а — на зубчатом колесе; б — на венце зубчатого колеса; 1 — товарный знак или
условный номер предприятия-изготовителя; 2 — порядковый номер зубчатого
колеса (венца) ; 3 — марка стали; 4 — номер плавки; 5 — месяц (римскими циф-
рами) и год (две последние цифры Изготовления; 6 — клейма технического конт-
роля предприятия-изготовителя и предприятия заказчика
8.14. Колесные пары, не имеющие на осях клейм и знаков завода-изготови-
теля, или при неясности имеющихся клейм и знаков разрешается эксплуатировать
при условии, что на осях имеются знаки освидетельствования с выпрессовкой оси.
8.15. Инспектор-приемщик на заводах и приемщики локомотивов в депо
клейма ’’Серп и молот” получают непосредственно от Главного управления локо-
мотивного хозяйства МПС. Остальные знаки и клейма изготовляются или заказы-
Рис. 34. Знаки и клейма на левом торце
оси колесной пары:
а — локомотива с внутренними буксовы-
ми шейками, а также колесных пар с на-
ружными буксовыми шейками, электро-
возов, паровозов и тендеров на подшипни-
ках скольжения и тепловозов с торцо-
вым упором качения; б — тепловозов
с торцовым упором скольжения; в —
электровозов, моторвагонного подвижного
состава и тендеров на подшипниках
качения без торцового упора; 1 — место
постановки клейм смены бандажей спрес-
совки левого или правого центра (цельно-
катаного колеса) ; 2 — условный номер
ремонтного пункта; 3 — месяц (римски-
ми цифрами) и год (две последние циф-
ры) производства полного освидетельст-
вования; 4 — клейма приемки;
54
веются непосредственно ремонтными пунктами и выдаются соответствующим работ-
никам под расписку.
8-16. Каждую выдачу знаков и клейм записывать в прошнурованную книгу
с указанием даты, наименования пункта, наименования знаков и клейм, фамилии
и должности лиц, по лучивших знаки и клейма. Клейма, знаки и книгу их учета хранить
в сейфе или металлическом запираемом ящике.
8.17. Запрещается передача знаков и клейм одного ремонтного пункта дру-
гому, а также выдача их работникам, не имеющим удостоверения на право произ-
водства освидетельствования колесных пар.
8.18- Притупившиеся или сломанные знаки и клейма приводить в полную
негодность стачиванием их на наждачном круге, о чем делать отметку в книге ре-
гистрации выдачи знаков и клейм против ранее сделанной записи о их выдач».
На приведенные в негодность клейма "Серп и молот” составить акт, который
направить в МПС для высылки новых взамен пришедших в негодность.
9. ОКРАСКА КОЛЕСНЫХ ПАР
9-1. Колесную пару, принятую после формирования, полного освидетельст-
вования и освидетельствования с выпрессовкой оси окрасить в соответствии с требо-
ваниями действующих чертежей и государственных (отраслевых) стандартов (опре-
деляющих технические требования в части окраски).
9-2- Окраску производить:
9.2.1. Средней части осей:
паровозов и тендеров - олифой или эмалью черного цвета;
прицепных вагонов моторвагонного подвижного состава и поддерживающих
колесных пар Дизель-поездов - эмаль черного цвета. Кроме того, той же эмалью
скрасить предподступичные и подступичные части оси между лабиринтными коль-
цами и ступицами колес, а также открытые поверхности оси между центрами
и подшипниковыми узлами осевых редукторов моторных колесных пар
Дизель-поездов.
Средняя часть осей тепловозов, электровозов и моторных вагонов мотор-
вагонного подвижного состава не окрашивается.
9-2.2. Центров:
парово зных после нанесения лаковой шпатлевки и шлифовки - эмалями
красного цвета;
тепловозных, электровозных, моторвагонного подвижного состава и тенде-
ров - эмалью черного цвета.
9.2.3- Наружных граней бандажей - эмалью белого цвета.
9.2.4. Мест соединения ступипы колесного центра или цельнокатаного колеса
с подступичной частью оси по внутреннему обработанному торцу ступицы и под-
ступичной части оси тендеров и прицепных вагонов моторвагонного подвижного
состава, а также мест соединения ступицы с пальцем кривошипа по их внутренним
торцам ровным и плотным слоем по всей окружности полосой шириной 30—40 мм
(в местах соединения оси со ступицей в виде угла) - эмалью белого цвета.
9-2-5. Торцов паровозных осей с захватом ступицы центра на 10 мм по всей
окружности - эмалью белого цвета.
9-2-6. Контрольных полос:
в месте соединения ступицы с подступичной частью оси у паровозов, тенде-
ров и прицепных вагонов моторвагонного подвижного состава поперек окрашен-
ного эмалью места — эмалью красного цвета;
на бандажах в местах постановки контрольных отметок на всю толщину
бандажа — эмалью красного цвета;
на ободьях центров продолжение полосы на бандаже на всю толщину обода -
эмалью белого цвета.
55
Ширина контрольной полосы должна быть 25 мм.
9-3- У колесных пар, подкатываемых под ТПС при текущем ремонте ТР-3,
разрешается окрашивать только наружные грани бандажей, места сопряжения
ступицы с подступичной частью оси и торцы осей (паровозов).
10. ТРАНСПОРТИРОВКА, ХРАНЕНИЕ КОЛЕСНЫХ ПАР И ИХ ЭЛЕМЕНТОВ
10.1. Колесные пары при погрузке на платформу или автомашину распола-
гать на ней симметрично, подклинивать деревянными клиньями, прибитыми к полу,
и прочно привязывать проволокой с тем, чтобы они не могли ударяться друг
о Друга.
Перед транспортировкой и при длительном хранении шейки и предподступич-
ной части осей зубчатые колеса и шейки пальцев кривошипов покрыть техни-
ческим вазелином, солидолом или другим антикоррозионным составом. Кроме
того, шейки осей, пальцев кривошипов и зубьев зубчатых колес защитить покрыш-
ками - поясами из деревянных планок, нанизанных на проволоку или веревку
или прибитых к металлической или киперной ленте. Металлическая лента и гвозди
не должны касаться шейки оси, а съемные щеки контркривошипов должны быть
установлены на пальцах кривошипов и надежно закреплены.
Состояние антикоррозионных покрытий при длительном хранении колесных
пар проверяет ежемесячно комиссия, назначенная начальником завода и начальни-
ком депо, с отражением результатов осмотра в специально заведенной книге.
Кроме того, при транспортировке и длительном хранении колесных пар
соблюдать требования Инструкции по содержанию и ремонту узлов с подшипни-
ками качения локомотивов и моторвагонного подвижного состава.
10-2- Колесные пары с подшипниками качения, как правило, должны отправ-
ляться в ремонт в сборе с буксами. При транспортировке и хранении колесных
пар отверстия букс под установку скоростемеров, регуляторов ”Дако” и других
аппаратов должны быть закрыты заглушками, предупреждающими попадание
в буксу влаги, песка, грязи. При транспортировке колесных пар электровозов,
тепловозов и моторвагонного подвижного состава буксы необходимо заполнить
консистентной смазкой. Подшипник опоры редуктора закрыть защитным кожухом,
а подшипники рычагов реактивных моментов колесных пар дизель-поездов
обмотать мешковиной.
10.3. Запрещается при перевозках и хранении колесных пар и их элементов:
сбрасывать колесные пары и их элементы с платформ или автомашин;
ударять или устанавливать колесные пары одну на другую,
привязывать проволоку за шейку оси или пальцы кривошипов при укреп-
лении колесных пар;
захватывать крюками и цепями подъемочных механизмов за шейки и предпод-
ступичные части осей колесных пар;
хранить на земле без установки на рельсы.
10.4. На каждую колесную пару, отправляемую в ремонт или из ремонта,
отправитель обязан прикреплять металлическую или деревянную планку с вы-
битыми на ней или написанными краской наименованием отправителя, пункта
назначения и даты отправки., На болт крепления передней крышки правой буксы
должна ставиться металлическая пластинка с выбитым на ней номером колесной
пары.
Кроме того, отправитель обязан выслать почтой в пункт назначения колес-
ных пар пересылочную ведомость по утвержденной МПС форме, паспорта колесных
пар тепловозов, электровозов и электросекций и вкладыш форм ТУ-9Б и ТУ-9В
на паровозные и тендерные колесные пары с подшипниками качения.
По прибытии колесных пар в пункт назначения получатель обязан возвратить
отправителю отрезок или копию пересылочной ведомости в подтверждение полу-
чения колесных пар от отправителя.
56
По окончании ремонта колесных пар их паспорта и вкладыши форм ТУ-9Б
и ТУ-9В должны быть возвращены в депо.
* * *
Инструкция по освидетельствованию, ремонту и формированию колесных пар
локомотивов и электросекций № ЦТ/2 306, утвержденная МПС 31.08-63, с введе-
нием в действие настоящей Инструкции считается утратившей силу.
Начальник Главного управления
локомотивного хозяйства МПС
П.И.Кельперис
Приложение 1
Перечень основного измерительного и поверочного инструмента, приборов
и сроки их периодических проверок
Наименование инструмента Область применения Срок периоди- ческой провер- ки
Инструмент, применяемый при
всех видах ремонта и освидетельст-
вования
Между бандажный штангенциркуль (для измерения расстояния между внутренними гранями бандажей) Все типы колесных Один раз в 6 мес пар
Шаблон для измерения гребневых бандажей локомотивов с профилем по черт. 2 ГОСТ 11018-76 (проката, толщины гребней и выбоин) Локомотивы То же
Шаблон для измерения безгребневых бандажей паровозов (проката и вы- боин) Шаблоны для измерения локомо- тивных бандажей с маломерными Паровозы Паровозы, электровозы
и подрезанными гребнями (проката,
толщины гребней и выбоин) 1
Шаблон для измерения проката, толщины гребня и выбоин колес вагонов, тендеров и локомотивов с профилем по черт. 3 ГОСТ 11018—76 (абсолютный шаблон) Тендеры и мотор- вагонный подвиж- ной состав, локо- мотивы
Толщиномер для измерения тол- щины и местного уширения бан- дажа и обода цельнокатаного колеса Все типы колесных пар
Шаблон для измерения верти- кального подреза гребня То же Один раз в год
Шаблон и контршаблон для гребне- вых бандажей локомотивов с про- филем по черт. 2 ГОСТ 11018—76 (проверка профиля) Локомотивы То же
Шаблон и контршаблон (проверка профиля) »» м
1 Для паровозов ТЭ по риске 1, а для электровозов ЧС2, ЧС4, ЧС4Т (до № 263)
по риске 2,нанесенной на горизонтальном движке шаблона, ЧС2Т
58
Продолжение приложения 1
Наименование инструмента
Область применения
Срок периоди-
ческой провер-
ки
Шаблон и контршаблон для локо-
мотивных бандажей с подрезанным
на 10 мм гребнем (проверка про-
филя)
Шаблон и контршаблон для под-
резанного на 15 мм паровозного
бандажа (проверка профиля)
Шаблон и контршаблон профиля
бандажа колесной пары с изогнутой
осью (проверка профиля)
Шаблон и контршаблон для без-
гребневого паровозного бандажа
Электровозы ЧС4, ЧС2,
ЧС2Т, ЧС4Т
Один раз в год
Паровозы ТЭ
Дизель-поезда Д, Д1
Паровозы
То же
Максимальный шаблон и контр-
шаблон для проверки профиля бан-
дажей
Тендеры и моторвагон-
ный подвижной состав
Бандажный штангенциркуль (для
измерения диаметра обода и диа-
метра бандажа по кругу катания) :
Все типы колесных пар
Один раз в 2 мес
для размеров от 650 до 1150 мм;
1100 ” 1600 мм;
” ” 1100 ” 2000 мм;
Штангенциркуль для измерения Тепловозы, тендеры
диаметра колес по кругу катания и моторвагонный под-
(для размеров от 830 до 1070 мм) вижной состав
Скобы для замера диаметра бан- Электровозы, теплово-
дажей колесных пар при обточ- зы и моторвагонный
ке без выкатки подвижной состав
То же
Штангенступицемер для измерения Паровозы
расстояния от внутренней грани
бандажа до:
Один раз в 6 мес
торца оси и внутренней галтели
пальца кривошипа;
ступицы колеса;
наружной плоскости противовеса;
внутренней плоскости противовеса
59
Продолжение приложения 1
Наименование инструмента Область применения Срок периоди- ческой провер- ки
Универсальный прибор для измере- ния разницы расстояния от торца оси до внутренней грани колеса и эксцентричности круга катания 0950-1050 мм Локомотивы и мотор- вагонный подвижной состав Один раз в 6 мес
Кривошипомер для измерения: длины кривошипа; угла насадки кривошипов Паровозы Один раз в 2 мес
Микроштихмае для проверки длины кривошипов »» То же
Штангенциркуль для измерения щеки контркривошипа, снятой с колесной пары »э *’
Универсальное центрирующее приспособление ) t
Штрихмас для измерения расстоя- ния от середины оси до бандажа колесной пары Все типы колесных пар Один раз в 6 мес
Шаблон для галтелей осей Шаровой циркуль (проверка центра оси по контрольной окружности) Эксцентромер (проверка радиаль- ного биения шеек оси относительно центра оси и радиального биения бандажей относительно шеек оси) То же Все типы колесных пар с подшипниками скольжения Все типы колесных пар То же Один раз в год Один раз в 2 мес
Штангенциркуль для измерения ширины бандажей То же Один раз в 6 мес
Бандажный штихмас (измерение внутреннего диаметра бандажей) Один раз в 2 мес
Дополнительный инструмент, применяемый при формировании и ремонте колесных пар со сменой элементов
Бандажный уступомер для изме- рения: ширины обода; расстояния от внутренней грани до его упорного бурта; разметки выточки по отношению к внутренней грани бандажа »> Один раз в 6 мес
60
Окончание приложения 1
Наименование инструмента Область применения Срок периоди- ческой провер- ки
Пальцешеечный штангенциркуль (измерение длины шеек осей и паль- цев кривошипов) Все типы колесных пар Один раз в 6 мес
Осевой длиномер (измерение длины оси) То же То же
Осевой штангенциркуль (измере- ние подступичной части и шейки оси) Колеснкхе пары с под- шипниками скольжения
Прибор для проверки параллельнос- ти зубьев зубчатых колес электро- возов Электровозы "
Нутромеры микроштихмасы от 75 до 250 мм для измерения диамет- ра отверстия ступицы Все типы колесных пар Один раз в 2 мес
Микрометры от 75 до250 мм для измерения диаметра осей и пальцев Тоже Тоже
Зубомеры Тепловозы, электро- Один раз в 6 мес возы и моторные ваго- ны моторвагонного подвижного состава
Примечание. Кроме того, при всех видах освидетельствований и ремонта
колесных пар с ведомыми зубчатыми колесами тяговых редукторов с упругими
резиномсталлическими элементами, а также узлов и деталей приводов колесных
пар с опорно-рамным и опорно-центровым подвешиванием тяговых электродви-
гателей должен применяться измерительный, поверочный инструмент и приборы,
предусмотренные соответствующей технической документацией.
Зам. начальника Главного управления Зам. начальника Главного управления
локомотивного хозяйства МПС по ремонту подвижного состава и про-
Е. Г. ДУБЧЕНКО изводству запасных частей МПС Ю. К. МИКЕРОВ
61
Приложение 2
Оборудование, при наличии которого ремонтному пункту дается право на ремонт
колесных пар со сменой элементов и освидетельствование с выпрессовкой оси
1. Карусельный или лоботокарный станок-
2. Колесотокарный станок.
3. Папьцеобточный станок1.
4- Шеечные станки.
5- Шеечно-шлифовальный станок2.
6- Стационарный или переносной центровочный станок.
7. Токарные станки.
8. Проверочный стенд с комплектом поверочного инструмента (или криво-
шипомер и эксцентромер) .
9- Стенд для балансировки колесных пар3.
10- Горн.
11. Дефектоскопы магнитный и ультразвуковой.
12- Гидравлический пресс с самопишущим прибором для записи диаграмм
запрессовки и проверки на сдвиг.
13. Оборудование для очистки колесных пар.
14. Станок или приспособление для накатки пальцев кривошипов4.
Станок или приспособление для накатки осей
1 Для ремонта паровозных движущих колесных пар.
Для колесных пар тепловозов, электровозов и моторвагонного подвиж-
ного состава.
4Для ремонта колесных пар, для которых предусмотрена балансировка.
Для колесных пар, имеющих пальцы кривошипов.
Примечание. При выполнении ремонта колесных пар только со сменой
бандажей ремонтный пункт может не иметь оборудования по позициям 6,7,9,12®
Заместитель начальника Главного
управления локомотивного хозяйства
Заместитель начальника Главного
управления по ремонту подвижного
состава и производству запасных частей
Е.Г. ДУБЧЕНКО
Ю.К. МИКЕРОВ
62
Приложение 3
Оборудование, при наличии которого ремонтному пункту дается право на ремонт
колесных пар без смены элементов и полное освидетельствование
1. Колесотокарный станок.
2. Шеечные станки.
3. Стационарный или переносной центровочный станок.
4. Горн.
5. Дефектоскопы магнитный и ультразвуковой.
6. Оборудование для очистки колесных пар.
7. Пальцеобточный станок*.
8. Проверочный стецд с комплектом проверочного инструмента (или криво-
шипомер и эксцентромер) •
9. Станок или приспособление для накатки осей.
1 Для ремонта паровозных движущих колесных пар.
Заместитель начальника Главного Заместитель начальника Главного
управления локомотивного хозяйства управления по ремонту подвижного
состава и производству запасных частей
Е.Г. ДУБЧЕНКО
Ю.К МИКЕРОВ
63
Приложение 4
Форма удостоверения на право освидетельствования колесных пар
СССР
Министерство путей
сообщения
Удостоверение
Выдано . . . ........
(Ф.ИО.)
Место работы.
В том, что он выдержал экзамен и
имеет право на производство всех
видов освидетельствования колесных
пар ТПС
Год Месяц Оценка Подпись
председателя
комиссии
(дорога, деПо, завод)
Должность
М.П.
Председатель
комиссии1
Полностью указать занимаемую должность и фамилию.
64
Приложение 5
Сводная таблица допусков при ремонте колесных пар
Наименование элементов колесной пары и допустимых Допустимые размеры
размеров (в мм) при освидетельст-
вовании
полном и с обыкновен-
выпрессов- ном
кой оси
Бандажи, ободья цельнокатаных колес
Расстояние между внутренними гранями бандажей
или ободьев цельнокатаных колес (измеренное у
неподкаченной колесной пары):
при смене бандажей или колес
при обточке старых (кроме последней и предпоследней)
при последней или предпоследней обточке
1437-1441*
1437-1442* 1437-1443*
1437-1443* 1437-1443*
Разность расстояний между внутренними гранями
бандажей или ободьев цельнокатаных колес
у одной колесной пары
(кроме прицепных вагонов моторвагонного
подвижного состава)
То же колесных пар прицепных вагонов моторвагонного
подвижного состава
Наименьшая толщина бандажей при обточке колесных
пар1 * * * * * *
Электровозов и тепловозов:
электровозов, кроме ЧСВ/И 90
электровозов ЧСВ^И 70
тепловозов с нагрузкой на ось 25 т и свыше 60
тепловозов с нагрузкой на ось менее 25 т до 23 т 60
тепловозов с нагрузкой на ось менее 23 т и маневровых 50
90
70
60
55
43
* У ТПС, обращающего со скоростью свыше 120 км/ч, - не менее 1439 мм,
а у колесных пар дизель-поездов с изогнутой осью не менее 1439 мм и не более
1442 мм.
1 По согласованию со службой локомотивного хозяйства допускается:
а) подкатка по ТПС при текущем ремонте ТР-3, а также под электровозы
при капитальном ремонте КР колесных пар, имеющих толщину бандажей менее
указанной, при условии выполнения установленной нормы пробега (срока службы)
без замены колесных пар в эксплуатации до очередного ТР-3 или КР. При этом
в договоре на КР электровозов должна быть обусловлена минимальная толщина
бандажей;
б) выпуск предназначенных для отправки в депо запасных (линейных) колес-
ных пар из ремонта с полным освидетельствованием и с выпрессовкой оси с мень-
шей толщиной бандажей, чем указана в таблице, что должно быть предусмотрено
в договоре на ремонт.
65
Продолжение приложения 5
Наименование элементов колесной пары и допустимых Допустимые размеры
размеров (в мм) при освидетельст-
вовании
полном и с обыкновен-
выпрессов- кой оси НОМ
Разность в замерах по ширине одного бандажа 3 3
Наименьшая толщина прижимного бурта, считая от внутренней необжатой грани: тепловозов, паровозов и тендеров 4 —
электровозов 5 —
моторвагонного подвижного состава 7
Уменьшение толшины упорного бурта: электровозов и моторвагонного подвижного состава 5 —
тепловозов, паровозов и тендеров 4 —
Некруглость бандажа по кругу катания (после обточки) 0,5 0,5
Разность диаметров бандажей по кругу катания у одной колесной пары: паровоза и тендера, а также у всего комплекта движущих колесных пар паровоза 1 1
электровоза, тепловоза и моторвагонного подвижного состава 0,5 0,5
колесной пары с изогнутой осью (дизель-поезда) 0,5 1,0
Разность в замерах толщины бандажа по кругу катания: нового 2 —
старого 3 -
Радиальное биение бандажей по кругу катания относительно осевых шеек (после обточки) 0,5 1,0
Колесные центры Радиальное биение обода относительно центра оси 1,0 —
Отклонение ширины обода против чертежного размера колесных пар: тепловозов, паровозов и тендеров -8; +2
электровозов и моторвагонного подвижного состава -5; +2 —
Разность диаметров ободьев у одной колесной пары при смене бандажей, а также в комплекте движущих колесных пар паровоза 3 -
Отклонение диаметра обода от чертежного размера -6; +3 -
Увеличение диаметра отверстий в ступицах против чертежного размера при расточке под наплавку не более 12 —
67
Продолжение приложения 5
Наименование элементов колесной пары и допустимых Допустимые размеры
размеров (в мм) при освидетельст-
вовании
полном и с обыкновен-
выпрессов- кой оси ном
При работе со скоростями 121-160 км/ч: электровозов ЧСВ/И 80 80
тепловозов 65 60
Моторных вагонов моторвагонного подвижного состава: электропоездов 56 46 ,
дизель-поездов 50 43
Движущих колесных пар паровозов: поездных с Hai-рузкой на ось 16 т и свыше, а также паровозов серии ТЭ 43 43
поездных с нагрузкой на ось менее 16 т 40 40
маневровых 35 35
Наименьшая толщина бандажей бегунковых, поддер- живающих и тендерных колесных пар при их обточке: поездных паровозов 40 40
маневровых паровозов, тендеров 35 35
Наименьшая толщина ободьев цельнокатаных колес при их обточке: тепловозов ТГМ 37 35
прицепных вагонов электропоездов 38 36
поддерживающих тележек дизель-поездов 50 36
тендеров 33 33
Толщина гребня (после обточки) при измерении от 33-0,5 ЗЗ-0’5
вершины гребня на расстоянии: у локомотивов ЧС2, ЧС2Т, ЧС4, ЧС4Т (кроме 2-й и 5-й колесных пар электро- возов при профиле обода (бандажа) по черт. 2 ГОСТ 11018-76 (см. рис» 19, а) — 20 мм, а при профиле по черт .3
ГОСТ 11018-76 (см. рис. 19,6) и у моторвагонного подвижного состава и тендеров на расстоянии 18 мм Толщина гребней бандажей 2-й и 5-й колесных пар 23-0,5 2з~О,5
электровозов ЧС2, ЧС2Т, ЧС4.ЧС4Т, измеренная на расстоянии
16,25 мм от вершины гребня Отклонение ширины бандажей от чертежного (номинального) размера: старых +3 -3 +3 —4
новых +3 -1 —
в местах постановки клейм Не нормиру- Не норми-
ется руется
66
Продолжение приложения 5
Наименование элементов колесной пары и допустимых Допустимые размеры
размеров (в мм) при освидетельст-
вовании
полном и с обыкновен-
выпрессов- ном
кой оси
Изгиб спиц колесного центра (без исправления) 10 15
Торцовое биение ступиц со стороны моторно-осевых подшипников у тепловозных колесных пар 0,05 0,2
Уменьшение длины ступицы против чертежного размера у тепловозных колесных пар 5 8
Уменьшение наружного диаметра ступицы центра в местах работы уплотнения 5 5
Расстояние между внутренними гранями (торцами)
ступиц центров колесной пары электровозов: ВЛ60к, ВЛ80в/и, ВЛ82м, ВЛ 10, ВЛ 11 ВЛ23, ВЛ8 ВЛ22М Увеличение расстояния между внутренними гранями (торцами) ступиц колесного центра и зубчатого колеса колесной пары тепловозов1 1086,5-1089 1086,5-1091 1153,5-1156 1153,5-1158 1049,5-1052 1049,5-1054 7 9
Отклонение наружного диаметра удлиненной ступицы колесного центра от чертежного размера ±2
Изменение расстояния от торца до зеркала антифрикционного диска против чертежного размера у электровозных колесных пар Диаметр гнезда для антифрикционного диска в ступице колесного центра электровозов -0,5+0,5 440-444 440-447
Увеличение глубины гнезда под антифрикционный диск от чертежного размера у электровозов 2 4
Глубина износа наружной торцовой поверхности ступицы центра (вокруг пальца кривошипа паровозной оси) против чертежного размера 5
Глубина износа внутренней торцовой поверхности ступицы центра (вокруг шейки паровозной оси) против чертежного размера 10
То же для паровозов Л и ЛВ с осями 3-го варианта 5
1 тт
Для колесных пар со съемными кольцами — по специальной инструкции.
68
Продолжение приложения 5
Наименование элементов колесной пары и допустимых Допустимые размеры
размеров (в мм) при освидетельст-
вовании
полном и с обыкновен-
выпрессов- ном
кой оси
Оси
Некруглость шеек осей под буксовые подшипники скольжения паровозов и тендеров 0,2 0,5
Конусообразность шеек осей под буксовые подшип- ники скольжения паровозов и тендеров 0,2 1,0
Некруглость и конусообразность шеек осей под моторно-осевые подшипники, а также под буксовые подшипники скольжения электровозов и тепловозов 0,1 0,5
Отклонение диаметра подступичных частей осей ло- комотивов и тендеров от чертежного размера: для новых осей колесных пар локомотивов, а также для тендерных колесных пар паровозов серии ТЭ и VI группы с усиленной осью +5
для новых осей колесных пар тендеров (кроме серии ТЭ и VI группы с усиленной осью) +10 -
для старых осей колесных пар локомотивов и тендеров —5 -
Отклонение диаметра подступичной части оси колесной пары моторного вагона электропоездов: под колесный центр правый +5; -4
под колесный центр левый +2; —4 —
Отклонение диаметра подступичной части оси дизель-поездов:
ведущей колесной пары Д и Д1 +2, 5; -5,0 —
” ДР1 +4,5; -5,0 —
поддерживающей, бегунковой колесной пары +5,0; -5,0
Уменьшение диаметра предподступичной части оси тепловозов и электровозов на подшипниках скольжения от чертежного размера 10 10
Уменьшение диаметра шейки оси под буксовые под- шипники скольжения: тепловозов 12 17
электровозов 5,5 6,0
Уменьшение диаметра шейки оси под моторно- осевые подшипники: тепловозных колесных пар 10 12
Предназначенных для комплектации с электродвигателями ЭД118Б, ЭД125Б
соответственно 5 и 7 мм.
69
Продолжение приложения 5
Наименование элементов колесной пары и допустимых Допустимые размеры
размеров (в мм) при освидетельст-
вовании
полном и с обыкновен-
выпрессов- иом
кой оси
электровозных колесных пар колесных пар электропоездов 5,5 3,5 6 4,5
Выработка шеек оси от воздействия вкладышей моторно-осевых подшипников по диаметру 0,1 -
Наименьшая высота внутреннего бурта паровозной оси 15 -
Наименьшая толщина внутреннего бурта паровозной оси (по верхней грани) 5 -
Увеличение длины шейки оси на подшипниках скольжения против чертежного размера: тепловозной 10 15
тендерной 15 -
Наименьшая толщина наружного бурта оси: тепловозной 10 —
тендерной 7 5
Глубина местной выработки предподступичной части тендерной оси по радиусу 1 2
Разность диаметров предподступичной части и шейки тендерной оси на подшипниках скольжения не менее 20 -
Радиальное биение шейки относительно центра оси: под буксовые подшипники скольжения 0,2 0,5
под моторно-осевые подшипники 0,1 0,5
Отклонение от чертежного размера расстояния между галтелями предподступичных частей осей колесных пар на подшипниках качения ± 1 -
Глубина местной выработки (вытертости) на средней части оси по радиусу против чертежного размера: локомотивной 3 3
тендерной и электроподвижного состава 2,5 2,5
Уменьшение диаметра средней части оси против чертежного размера 3 -
Отступление в длине оси против чертежного размера: новой +1,5
старой +1,5; -2 -
70
Продолжение приложения 5
Наименование элементов колесной пары и допустимых Допустимые размеры
размеров (в мм) при освидетельст-
вовании
полном и с обыкновен-
выпрессов- кой оси ном
Зубчатые колеса электровозов, тепловозов и моторвагонного подвижного состава Уменьшение толщины зубьев венца зубчатого колеса от чертежного размера, измеряемое по делительной окружности у колесных пар: тепловозов , электровозов, кроме ВЛ23, ВЛ8, ВЛ22М, ВЛ 10В'И электровозов ВЛ23, ВЛ8, ВЛ22М, ВЛ10в/и 1,5 3,0
1,5 3,0
1,5 2,0
электросекций 2,0 2,8
Смешение зубьев венца одного зубчатого колеса по отношению к зубьям венца другого колеса электровозной колесной пары (прямозубой передачи) 0,5 1,0
Торцовое биение зубчатого колеса (венца) . электровозов с буксовыми подшипниками скольжения и тепловозов 1 1
электровозов на подшипниках качения и моторных вагонов моторвагонного подвижного состава 0,5 0,5
электровозов ЧС 0,25 0.25
Радиальное биение окружности выступов венцов зубчатых колес: всех типов колесных пар, кроме электровозов ЧС, ВЛ 10 0.4 0,5
электровозов ВЛ10 0,2 0,3
” ЧС 0,25 0.3
Расстояние между опорными поверхностями паза под пакет плоских пластин в центре зубчатого колеса: в верхней части 20,8- 23,0 20,8-24,0
в нижней части 20-22 20-23,4
Расстояние между опорными поверхностями в пазах венцов под пластинчатые пакеты 20,8-23,0 20.8-24,0
Толщина пластин пластинчатых пакетов 3,63,3 3,6-3,3
Разность в толщине между средней частью прокладки и любым ее концом 1,8-2,0 1,8-2,0
Разность в толщине одной пластины пластинчатого пакета 0,1 0.2
71
Продолжение приложения 5
Наименование элементов колесной пары и допустимых размеров Допустимые размеры (в мм) при освидетельст- вовании
полном и с обыкновен-
выпрессов- кой оси иом
Разность толщин зубьев двух зубчатых колес одной колесной пары не более 0,6 1,0
Уменьшение длины ступицы против чертежного размера зубчатого колеса тепловозной колесной пары 5 8
Уменьшение диаметра ступнцы зубчатого колеса в местах работы уплотнения 4 5
Пальцы кривошипа
Овальность и конусообразность шеек пальцев 0,2 0,5
Радиальное биение поршневой шейки ведущего пальца относительно центровой 0,5 1
Радиальное биение шейки пальца относительно его подступичной части 3 -
Отступление от чертежной длины (радиуса) кривошипов: ведущих и сцепных ± 0,25 ±0,5
кулисных ±0,5 +1
Неточность в насадке кривошипов у одной колесной пары по окружности их центров ±0.5 ±1
Наименьшая толщина выступающей части внутреннего бурта пальца, имеющего чертежный размер 6 мм и менее 0 -
Износ выступающей части внутреннего бурта пальца, имеющего чертежный размер более 6 мм, по толщине против чертежного размера 6 -
Наибольшее значение отверстия под муфту в ведущем пальце кривошипа паровозов серии Л и ЛВ 72 -
Наименьшая толщина промежуточного бурта ведущего пальца 7 5
Увеличение длины поршневой шейки ведущих пальцев, не имеющих промежуточного бурта, за счет сцепных 10 —
Наименьшая толщина наружного бурта ведущего пальца 4 3
72
Окончание приложения 5
Наименование элементов колесной пары и допустимых Допустимые размеры
размеров (в мм) при освидетельст-
вовании
полном и с обыкновен-
выпрессов- ном
кой оси
Односторонний износ пальца контркривошипа 0,5 0.5
Наименьшая толщина наружного бурта сцепных пальцев кривошипа 7 -
Увеличение или уменьшение общей длины пальца кривошипа против чертежного размера -2+1 -
Износ болтовых отверстий в щеке контркривошипа, % 15
Износ пальца контркривошипа по диаметру против чертежного размера, % 12 15
Износ шейки для шайбы пальца конгркривошипа, % 12
Износ втулки пальца контркривошипа по диаметру 4
Износ внутренней поверхности щеки контр кривошипа 2 -
Увеличение или уменьшение длины щеки контркривошипа (между осью посадочного отверстия и осью пальца контркривошипа) против чертежного размера 0,25 0.5
Диаметр пальца кривошипа тепловозов ТГМ1 75 70
Примеча ния. 1. Для колесных пар с подшипниками качения руководствоваться
также действующей Инструкцией по содержанию и ремонту узлов с подшипниками
качения локомотивов и моторвагонного подвижного состава.
2- Для колесных пар тепловозов с гидравлической передачей, а также с опорно-
рамным подвешиванием ТЭД дополнительно руководствоваться указаниями
по ремонту этих тепловозов.
3. При осмотре колесных пар в случаях, предусмотренных п- 3-1, допуски долж-
ны удовлетворять: при переподкатке — требованиям пп. 3.5 — 3.7; новых — чер-
тежным.
Зам. начальника Главного Зам. начальника Главного
управления локомотивного хозяйства управления по ремонту подвижного
состава и производству запасных частей
Е.Г. ДУБЧЕНКО
Ю.К. МИКЕРОВ
73
Приложение 6
Допустимые и предельные диаметры шеек, пальцев кривошипов
и паровозных осей, мм.
Наименование
элементов колесных
пар
Серия паровоза
м
Допустимые размеры
Допустимые размеры
по чертежу при ремонте колесных пар со сменой бандажей при выпуске паровоза из заводского ремонта предельный диаметр влекущий замену по чертежу при ремонте колесных пар со сменой бандажей при выпуске паровоза из заводского ремонта предельный диаметр влекущий замену
1 2 3 4 5 6 7 8 9
Пальцы кривошипов Диаметр шейки ведущего пальца: поршневой 165 Еа 146 144 141 197 Ем 146 144 141
сцепной 190 182 180 177 216 182 180 177
Диаметр сцепного пальца 102 94* 92 89 102 94* 92 89
Паровозные оси Диаметр шейки оси: ведущей 267 87** 213 85 212 82 210 267 87** 213 85 212 82 210
сцепной 216 183 182 180 216 183 182 180
бегунковой 153 133 132 130 153 133 132 130
Пальцы кривошипов Диаметр шейки ведущего пальца: поршневой 185 Л 171 169 166 185 ЛВ 171 169 166
сцепной 230 203 201 198 220 203 201 198
Диаметр сцепного пальца 105 95 93 90 105 95 93 90
Паровозные оси Диаметр шейки оси. ведущей 250 228 227 225 у 260 233 232 230
*Для 1-й оси при пальцах с пустотелостью у наружного торца.
**Для 2, 4 и S-й осей, а также для 1-й оси при пальцах без пустотелости у наруж-
ного торца.
74
Окончание приложенияб
1 2 3 4 5 6 7 8 9
сцепной 230 210 209 207 240 213 212 210
бегунковой поддерживающей с подшипниками 175 153 152 150 175 160 159 157
скольжения Пальцы кривошипов Диаметр шейки ведущего пальца: Т2 > 145 133 132 сов/и 130
поршневой 180 155 153 150 185 165 163 160
сцепной Диаметр сцепного 220 190 188 185 220 195 193 190
пальца Паровозные оси Диаметр шейки оси: 100 85 83 80 100 85 83 80
ведущей 230 203 202 200 230 208 207 205
сцепной 200 173 172 170 200 178 177 175
бегунковой Пальцы кривошипов Диаметр шейки ведущего пальца: 160 Э 143 142 в/ и, кроме Эм 140 ,ЭР 170 138 137 Эм эр 135
поршневой 160 138 136 134 175 159 157 154
сцепной Диаметр сцепного 185 164 162 160 210 190 188 185
пальца Паровозные оси Диаметр шейки оси: 100 78* 85** 77 84 75 82 100 85* 93** 83 91 80 88
ведущей 220 192 191.5 190 220 197 196 194
сцепной 200 167 166,5 165 200 176 175 173
*Для 1-й и 4-й осей.
*Для 2-й и 5-й осей.
Примечание. При ремонте колесных пар с подшипниками качения руководст-
воваться действующей Инструкцией по содержанию и ремонту узлов с подшип-
никами качения локомотивов и моторвагонного подвижного состава-
Зам. начальника Главного Зам. начальника Главного
управления локомотивного хозяйства управления по ремонту подвижного
МПС состава и производству запасных
Е.Г. ДУБЧЕНКО Частеи ю к МИКЕРОВ
75
Приложение 7
Допустимые и предельные диаметры шеек тендерных осей
Диаметр шейки оси, мм
yj з П, hQ « „ g 5 & о g ы ё 4 S 3 о g. з « 3 х с х 1 Серии паровоза н 2 о s _ щ 1 о S ® X § Х К ° о«о‘3.я 3 х g S о х 5 й в я в, g. 5 &S В 5. Ен» S Я о 5 СХ. Е В, о Е х К к в. (- tjj в g-i S « s ! P |s 5 о § з« * P P o s и 5 >. G> Ю « MV c, X ” о о Он M Cu r e c s с и
CO, ЭР с клепанными 4 20.4 IV 320 160 144 143 140
тележками Л Ea, EH 4 19,4 VI 254 145 134 133 130
4 18.3 IX 254 145 128 127 124
CO с литыми тележками 4 16,5 VI 254 145 128 127 124
CO, Эм, ЭР с поясными тележками оВ/И „м - Э , кроме Э с по- ясными тележками и ЭР 4 16,6 XIII 254 140 128 127 124
4 15,5 VIII 240 135 111 110 107
ТЭ 4 16,1 - 200 120 113 112 109
Примечания. 1. Предельный размер шейки тендерной оси для остальных
серий определять по давлению на рельс от одной колесной пары применительно
к сериям, указанным в таблице.
2. Для колесных пар с подшипниками качения руководствоваться Инст-
рукцией по содержанию роликовых подшипников локомотивов и моторвагон-
ного подвижного состава.
Зам начальника Главного
управления локомотивного хозяйства
Е. Г. Дубченко
Зам. начальника Главного
управления по ремонту
подвижного состава и
производству запасных частей
Ю. К. Микеров
76
Приложение 8
Таблица масс балансировочных грузов паровозных колесных пар
Серия Поряд- Массы балансиро- Контр- Примечание
паро- ковый вочных грузов, кривошипы
воза номер кг надеты
оси Правое Левое колесо колесо или сняты
Л I 109-129 109-129 - Все, кроме серии Л, по чертежам:
IIIV 172-192 172-192 П32-631сб.
лв V 107-127 107-127 — П32-631сб А,
III вед. 355-385 340-370 Надеты П32-632сб, П32—632сб А, П32-БЗЗсб А, П32- бЗОсб, П32-680сб А
л 1 117-137 117-137 — По чертежу П32—631сб А
II-IV 174-194 174-194 — То же П32-632сб А
V 114-134 114-134 —• ” П32-633сб А
III вед. 360-390 342-372 Надеты ” П32-630сб А
То же 367-397 367-397 Сняты То же
I^V 135-155 135-155 — По чертежу П32-631сб
II-IV 194-214 194-214 — То же П32—632сб
III вед. 403-433 403-433 Сняты ” П32—бЗОсб
То же 381-414 366-396 Надеты То же
со I-V 80-100 80-100 —
II-IV 150-170 150-170 —
III вед. 195-225 185-215 Надеты По чертежу П92.66.01.00
То же 205-235 195-225 По другим чертежам
ЭУ,ЭШ I-V II-IV 70-90 70-90 120-140 120-140 - '
III вед. То же »» 220-250 208-238 233-263 233-263 240-270 230-260 Надеты Сняты Надеты Противовес без свинца
эм, эр lA' 80-100 80-100 —
II-IV III вед. 150-170 150-170 210-240 200-230 Надеты По чертежу П92.66.02.00
То же 225-255 225-255 Сняты То же
220-250 208-238 Надеты По другим чертежам
** 233-263 233-263 Сняты То же
Еа, Ем I-V 100-120 100-120 —
II4V III вед. 150-170 150-170 320-350 320-350 Сняты
77
Окончание приложения 8
Серия Поряд- паро- ковыи воза номер Массы баланснро- Контр- Примечание вочных грузов, кривошипы кг надеты или Правое Левое сняты
колесо колесо
ТЭ IV II IV 50-70 50-70 90-110 90-110
III вед. 275-305 275-305 Сняты
То же 265—295 255—285 Надеты
Примечание. Массы балансировочных грузов приведены для колесных
центров и пальцев с чертежными размерами. При балансировке колесных пар
с изношенными пальцами или вваренными при ремонте диафрагмами массы балан-
сировочного груза соответственно изменяются, при этом поправка массы груза
определяется расчетом-
Зам. начальника Главного управления Зам. начальника Главного управления
локомотивного хозяйства МПС по ремонту подвижного состава и
производству запасных частей МПС
Е.Г. ДУБЧЕНКО
Ю.К. МИКЕРОВ
18
Приложение 9
Условные обозначения железных дорог при клеймении ступиц колесных центров
при перетяжке бандажей
Октябрьская Прибалтийская Белорусская Московская Горьковская Северная Юго-Западная Львовская Одесская Молдавская Южная Приднеп ровская ОК ПБ БД МС ГР СЕ ЮЗ ЛВ од мл юж пд
Донецкая Северо-Кавказская Азербайджанская Закавказская Юго-Восточная Приволжская Куйбышевская Западно-Казахстанская Целинная Алма-Атинская Среднеазиатская Свердловская Южно-Уральская Западно-Сибирская Кемеровская Красноярская Восточно-Сибирская Забайкальская Дальневосточная Байкало-Амурская да СК АЗ ЗК ЮВ пв КБ КЗ цл АА СА СВ ЮУ ЗС КМ кя ВС ЗБ ДВ БА
79
Приложение 10
Список номеров, присвоенных предприятиям промышленности, заводам и депо
Министерства путей сообщения для клеймения колесных пар ТПС и их элементов
Наименование предприятия, завода, депо Присвоен-
ный услов-
ный номер
Изюмский тепловозоремонтный завод 7
Нижнетагильский металлургический комбинат имени В.И. Ленина 8
Производственное объединение "Брянский машиностроительный
завод” 9
Алатырский паровозоремонтный завод 10
Красноярский электровагоноремонтный завод 11
Полтавский тепловозоремонтный завод 17
Выксунский металлургический завод 18
Ростовский электровозоремонтный завод 19
Нижнеднепровский трубопрокатный завод им. К. Либкнехта 20
Тбилисский электровагоноремонтный завод 21
Производственное объединение "Ворошиловградский
тепловозостроительный завод имени Октябрьской революции” 23
Читинский паровозовагоноремонтный завод 25
Ярославский электровозоремонтный завод 26
Днепропетровский металлургический завод им. Дзержинского 29
Мичуринский локомотиворемонтный завод 34
Днепропетровский тепловозоремонтный завод 36
Производственное объединение ’’Коломенский тепловозостроитель-
ный завод имени В.В. Куйбышева” 37
Люблинский литейно-механический завод 39
Кулебакский металлургический завод имени С.М. Кирова 40
Уссурийский локомотиворемонтный завод 42
Оренбургский тепловозорсмонтный завод 44
Ташкентский тепловозоремонтный завод 45
Запорожский электровозорсмонтный завод 53
Астраханский тепловозоремонтный завод 54
Великолукский локомотиворемонтный завод 55
Уфимский тепловозоремонтный завод 57
Улан-Удэнский локомотиво-вагоноремонтный завод 60
Рижский вагоностроительный завод 61
Октябрьский электровагоноремонтный завод 69
Завод ’’Красное Сормово” имени А.А. Жданова 86
Горьковский машиностроительный завод 87
Таганрогский металлургический завод 92
Калининский вагоностроительный завод 93
Московский локомотиворемонтный завод 102
Кузнецкий металлургический комбинат 103
Киевский электровагоноремонтный завод 118
Воронежский тепловозоремонтный завод 119
Гайворонский тепловозоремонтный завод 121
Львовский локомотиворемонтный завод 122
Ивано-Франковский локомотиворсмонтный завод 126
Днепропетровский электровозостроительный завод 127
Саранский тепловозоремонтный завод 144
Людинский тепловозостроительный завод 158
80
Окончание приложения 10
Наименование предприятия, завода, депо Присвоен-
ный услов-
ный номер
Георгиу-Деж—локомотивное депо Юго-Восточной ж.д. 168
Даугавпилсский локомотиворемонтный завод 186
Унеча - локомотивное депо Московской ж.д. 189
Инская — локомотивное депо Западно-Сибирской ж.д. 190
Троицк - локомотивное депо Южно-Уральской ж.д. 192
Целиноград — локомотивное депо Целинной ж.д. 194
Джамбул — локомотивное депо Алма-Атинской ж.д. 195
Южно-Сахалинский тепловозовагоноремонтный завод 200
Омск — локомотивное депо Западно-Сибирской ж. д. 201
Новосибирский электровозоремонтный завод 209
Свердловский электровозоремонтный завод 210
Магдагачи - локомотивное депо Забайкальской ж.д. 212
Вяземская — локомотивное депо Дальневосточной ж.д. 213
Новочеркасский электровозостроительный завод 217
Челябинский электровозоремонтный завод 218
Тбилисское производственное объединение ’’Электровозостроитель” 219
Ашхабад -локомотивное депо Среднеазиатской ж.д. 227
Сарепта — локомотивное депо Приволжской ж.д. 257
Петуховский литбйно-механический завод 275
Котлас - локомотивное депо Северной ж.д. 777
Вильнюс - дизельное депо Прибалтийской ж.д. 828
Кандалакша - локомотивное депо Октябрьской ж.д. 904
Москва 2 — моторвагонное депо Московской ж.д. 905
Чусовская — электродепо Свердловской ж.д. 912
Свердловск — сортировочный Свердловской ж.д. 913
Златоуст - локомотивное депо Южно-Уральской ж.д. 918
Пермь 2 — электродепо Свердловской ж.д. 927
Чарская - локомотивное депо Алма-Атинской ж.д. 937
Каменск-Уральский - локомотивное депо Свердловской ж.д. 952
Дема — локомотивное депо Куйбышеской ж.д. 954
Зуевка - локомотивное депо Горьковской ж.д. 961
Нижнеудинск - локомотивное депо Восточно-Сибирской ж.д. 1014
Помошная - локомотивное депо Одесской ж.д. (цех Вознесенск) 1018
Джанкой - локомотивное депо Приднепровской ж.д. 1054
Бугульма — локомотивное депо Куйбышевской ж.д., 1060
Молодечно - локомотивное депо Белорусской ж.д. 1061
Черновцы - локомотивное депо Львовской ж.д. 1066
Гребенка — локомотивное депо Южной ж.д. 1067
Поворино - локомотивное депо Юго-Восточной ж.д. 1072
Малая Вишера - локомотивное депо Октябрьской ж.д. 1079
Тихорецкая — локомотивное депо Северо-Кавказской ж.д. 1089
Ясиноватая-Восточная - локомотивное депо Донецкой ж.д.
(цех Мушкетово) 1098
Зам. начальника Главного управления
локомотивного хозяйства МПС Е-Г- ДУБЧЕНКО
81
Приложение 11
Перечень технической документации, на которую сделана
ссылка в настоящей Инструкции
Наименование документа Обозначение документа Дата утвержде- ния
Правила технической эксплуатации железных дорог Союза ССР ЦТех 4345 02.01.86
Инструкция по техническому обслужи- ванию и эксплуатации сооружений, устройств, подвижного состава и органи- зации движения на участках обращения пассажирских поездов со скоростью 141-200 км/ч ЦТех/4298 29-06.85
Инструкция по содержанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава ЦТ/3781 19.04.79
Технологическая инструкция на текущие ре- монты ТР-3 и ТР-2 упругого зубчатого колеса тепловозов 2ТЭ116 и 2ТЭ10В, 2ТЭ10М, ЗЭТ10М, 2ТЭ10Л, ТЭЗ, ЧТЭ10С ТИ 287 08.10.86
Руководство на ремонт упругих зубчатых колес тягового редуктора при среднем и ка- питальном ремонте тепловозов 2ТЭ10Л, 2ТЭ10В, 2ТЭ116 105.80700. 11280 22-08.80.
Временные технические указания по деповс- кому ремонту тепловозов ТЭП60 и 2ТЭП60 280 ЦТтеп 04.07.69
Правила заводского ремонта тепловозов типа ТЭП60 ЦТ/3057 03.08.72
Технологическая инструкция по деповскому ремонту тележек тепловоза ТЭП60 КТ-208 20-09.67
Руководство на заводской ремонт и сборку тележки тепловоза ТЭП60 РР-143-75 03-10.75
Колесные пары для тепловозов и электрово- зов железных дорог колеи 1520 мм ГОСТ 11018-76 12.02.76
Оси локомотивные железных дорог широкой колеи ГОСТ 3281-81 06.02.81
Центры колесные литые для подвижного состава железных дорог колеи 1520 (1524) мм ГОСТ 4491-75 17-09.75
Бандажи из углеродистой стали для подвижного состава железных дорог широкой колеи и метрополитена ГОСТ 398-81 21.05.81
82
Продолжение приложения 11
Наименование документа Обозначение документа Дата утвержде- ния
Технические условия на локомотивные бандажи, поставляемые по импорту ЦТ-ВНИИЖТ-85 03.04.85
Колеса цельнокатаные ГОСТ 10791-81 1981
Колеса зубчатых передач тягового подвижного состава магистральных железных дорог ОСТ 24.149.03-83 29.11.83
Колесные пары для вагонов магистральных железных дорог колеи 1520 (1524) мм ГОСТ 4835-80 06-05.80
Оси вагонов магистральных железных дорог широкой колеи ГОСТ 2789-73 30-01-73
Альбом рабочих чертежей на основной унифицированный измерительный и по- верочный инструмент, применяемый при ремонтах, формировании и проверках колесных пар локомотивов и вагонов железных дорог колеи 1524 мм Ал 253 27.09.86.
Инструкция по магнитному контролю ответственных деталей локомотивов и моторвагонного подвижного состава в депо и на ремонтных заводах ЦТ/2303 27-08-63
Технические указания по выявлению ультра- звуком внутренних дефектов металла в осях и непрозвучивающихся осей на заводах 316-ЦВРК 09-12.77
Временное руководство по ультразвуковому контролю осей и бандажей колесных пар электровозов и тепловозов ЦТт-10 1964
Инструкция по ультразвуковому контролю осей поддерживающих колесных пар дизель-поездов Д, Д1 на локомотиворемонт- ных заводах и в локомотивных депо 263 ЦТтеп 02.04 75
Инструкция по ультразвуковой дефекто- скопии сверленных осей колесных пар тепло- возов ТЭП60, ТЭП70 и ТЭП75 при ремонте на ремонтных заводах и в локомотивных депо без расформирования колесных пар ЦТтеп-67-82 07-06.82
Инструктивные указания по сварочным работам при ремонте тепловозов, электрово- зов и моторвагонного подвижного состава ЦТтеп/251 1974
83
Окочание приложения 11
Наименование документа Обозначение документа Дата утвержде- ния
Инструкция по наплавочным и сварочным работам при ремонте паровозов ЦТ/2301 31.0863
Круги шлифовальные ГОСТ 2424-83 1983
Профиль для бандажных колец ГОСТ 5267 10-78 19 04.78
Тепловозы. Тепловой метод формирования колесных пар РТМ 24. 040. 71-85 01-07.85
Руководство по применению эластомера ГЭН-150 (В) при ремонте локомотивов - 04 12.78
Тепловозы магистральных железных дорог колеи 1520 (1524) мм. Технические требования в части окраски ГОСТ 22947-78 31.01.78
Электровозы магистральных железных дорог колеи 1520 (1524) мм. Технические требования в части окраски ГОСТ 22896-77 3012.77
Покрытия защитные и декоративные лакокрасочные локомотивов железных дорог колеи 1520 (1524) мм ОСТ 32-18-81 28.05.81
Вагоны пассажирские магистральных железных дорог колеи 1520 (1524) мм. Окраска ГОСТ 12549—80 1980
Вагоны грузовые магистральных железных дорог колеи 1520 (1524) мм. Окраска ГОСТ 7409 73 1973
Приказ МПС об условных номерах для клеймения колесных пар, осей, бандажей, колесных центров, цельнокатаных колес и других ответственных деталей подвижного состава 2ЦЗ 24.0178
84
2*
Лист регистрации изменений
№ Номера листов, страниц Всего № до- Входящий Под- Дата
изм. изме- заме- но- изъя- листов кумента №сопрово- пись
нен- нен- вых тых (стра- дительного
ных ных ниц в до- письма
кумен-
те)
85
СОДЕРЖАНИЕ
3
3
5
8
11
24
24
24
27
29
30
31
32
34
40
41
45
46
47
48
55
56
1- Введение........
2. Общие положения . . .................................
3. Техническое содержание и основные требования,предъявляемые к колесным
парам в эксплуатации................................. ................
4. Виды, сроки и порядок освидетельствования колесных пар
5. Неисправности колесных пар и способы их устранения .
6. Ремонт и формирование колесных пар . . ....
6.1. Общие требования................ .........................
6.2. Обработка новых и старогодных осей........................
6.3. -Обработка новых и старогодных центров цельнокатаных и зубчатых
колес...................................... . - ....
6-4. Ремонт зубчатых колес .
6- 5- Ремонт пальцев кривошипов.......
6.6- Расточка новых и старогодных бандажей
6.7. Насадка (смена) и Перетяжка бандажей. ...........
6.8. Прессовые работы....................... ..................
6-9- Тепловой метод формирования колесных пар..................
6.10. Обточка бандажей и ободьев цельнокатаных колес по профилю .
6.11 Формирование колесных пар.................................
6.12. Статическая проверка противовесов движущих колесных пар
паровозов ......................................................
7- Проверка, приемка и исключение из инвентаря колесных пар •
8. Маркировка и клеймение колесных пар и их элементов ...
9. Окраска колесных пар..............................................
10-Транспортировка, хранение колесных пар и их элементов. . .
Приложение 1. Перечень основного измерительного и поверочного инст-
румента, приборов и сроки их периодических проверок 58
Приложение 2. Оборудование, при наличии которого ремонтному пункту
дается право на ремонт колесных пар со сменой элементов
и освидетельствование с выпрессовкой оси............................. 62
Приложение 3. Оборудование, при наличии которого ремонтному пункту
дается право на ремонт колесных пар без смены элементов
и полное освидетельствование..........................................63
Приложение 4. Форма удостоверения на право освидетельствования колес-
ных пар . . 64
Приложение 5. Сводная таблица допусков при ремонте колесных пар ... 65
Приложение 6. Допустимые и предельные диаметры шеек, мм, пальцев криво-
шипов и паровозных осей. ........................ 74
Приложение 7. Допустимые и предельные диаметры шеек тендерных осей . . 76
Приложение 8. Таблица масс балансировочных грузов паровозных колесных
пар . .......... . . 77
86
Приложение 9. Условные обозначения железных дорог при клеймении
ступиц колесных центров при перетяжке бандажей......................79
Приложение 10. Список номеров, присвоенных предприятиям промышлен-
ности, заводам и депо Министерства путей сообщения для
клеймения колесных пар ТПС и их элементов.............................80
Приложение 11. Перечень технической документации, на которую сделана
ссылка в настоящей Инструкции..................................... 82
Лист регистрации изменений............................................85
Инструкция
по формированию н содержанию
колесных пар тягового подвижного
состава железных дорог колен
1520 мм
(Взамен Инструкции ЦТ/2306 от 31.08.63)
Ответственный за выпуск В. С. Клинский
Технический редакторы В. М. Генина, Е. Г. Алексеева
Корректор-вычитчик Л. В. Ананьева
Корректор Т. А. Ионова
Н/К
Подписанов печать 19.08.87 Формат 60x90 1/16 Бум. офсетная № 2.
Гарнитура Пресс Роман Офсетная печать Усл. печ. л. 5,39 Усл. кр.-отт. 5,64.
Уч.-изд. л. 7,02 Доп. тираж 50 000 экз. Заказ 6866. Бесплатно. Заказное.
Из. 3-3-1/1 № 4330
Текст набран в издательстве на наборно-печатающих автоматах
Ордена ’’Знак Почета” издательство ’’ТРАНСПОРТ”,
103064, Москва, Басманный туп., 6а
Ордена Трудового Красного Знамени типография издательства
Куйбышевского обкома КПСС,
443086 ГСП, г. Куйбышев, пр. Карла Маркса, 201
Приложение к указанию ЫС
от Зо os. 1588г. Ж Г-ЙШбл
Изменения и дополнения к "Пнстр^дапи до
формированию и содэряаяию кэлосцых пер
тягового подвижного состава жеиезьнх до-
рог колеи I&20 мм* Л JUT7-135I
. I. Стр.4. Пункт 2.8. Во вторим предложении второго абзаца
после слов "...контрольные мастера. ОТК,..." изложить текст г ре-
дакции "...заводские инспекторы-приелвцики, и -фиемщшж локомотДйв/."
2. Стр.4. Сноску I изложить в редакции " ^Зкесь и далее: з:(ьэд-
ские инспекторы-приемщики, технические инспекторы и приемщики локо-
мотивов, а также представители Государственной приемки - там, где
они имеются, осуществляющие контроль в объемах согласно действующим
положений,"
3. Стр.7. Пункт 3.7. Шестой абзац «зложигь в редакции'"остро-
конечный накат гребля ~ выступ на сопряжении подревайной части
гребня с его вершиной.(рис.2).
4. Стр.7, рис. 2. Подфисуночкнй текст изложить в редакции:
"Остроконечный накат гребня (гребень бракуется)". Принтом псложеяиа
шаблона не учитывается. Вида б) я з) рисунка 2 исключить.
- 5. Стр.1'7. Пункт 5.2.9. Графу "Способы устранения" изложить
в редакции: "Устранить обточкой на станке."
• ; 6. Стр.22. Пункт 5.3.28. Во втором предложении "Способ
устранения" вместо слов "...не более чем на I им..." затгисатъ
"...не более чем на 2 мм...".
7. Стр.25. Рис.З дополнять гидом в) о указанием следующего
подрисуночного текста: " в) «• о торцевым крепление подаигемкоп
гайкой."
8. Стр.25. Пункт 6.2.5. Второе 1фчддожеиив изложить в редан
пни: "При этом шероховатость поверхностей оси должна быть: шаек
поМ моторно-осевые подшипники Ва^О,63 мкм, шеек под иодшипвики
качения и подступичных частей На$1,25 мкм, средней части к торце
оси (/паровозов за пределами контрольной .окружности) На ^2,5 мкм,
торца оси колесных пар электропоездов я номоторяых вагонов дизель*”
поездов Rg5540."
2.
9. Стр.25-25., Пункт 6.2.8., Первое предложение дополнить ело-
"...осей колесных пар электропоездов и немоторных вагонов
дазель-поездов 7 - 15 мм (с разностью наибольшею и наименьшего
диаметров не .более I мм).
Второй абзац изложить в редакции: "На всей длине цилиндриче-
ческэй частя овальность допускается не более 0,05 ш, конусообра-
зндоть не ботее 0,1 ми, при этом больший .диаметр должен быть обра-
щен к сер&двне оси,"
- - 10. Стр.2?. Пункт 6.5,2. "ГОСТ4491-75" заменить на 'ТОСТ
449Ь&6".
П. Стр.26. Пункт 6.3.5. Со второго предложения текст изло-
жить в редакции: "На всей длине отверстия допускается конусообраэ-
яозть не более О, Г мм (0,05 мм для пальца кривошипа и отверстия
под ось немцторного вагона электропоезда и дизель-поезда), при ус-
ловии , что больший диаметр должен быть обращен к середине оси, •
а пальца кривошипа наружу.. Овальность на немоторных колесных парах
электропоездов и дизель-доеэдов не более 0,025 мм, остальных не
более 0,05 мм.
Разность толщины стенок ступицы в разных местах по окружности д
допускается не более 5 мм (4 мм для ступицы колеса немоторных ва-
гонов электропоездов и дизель-посэздов).
12. Стр.28. Пункт 6.3.8. Качало третьего абзаца изложить в
.редакции: "овальность не более 0,4 мм ".и далее по тексту.
'-1 13. Стр.2В. Рис.8. Радиусы сопряжения элементов профиля выточ-
ки бавдаяа под закрепляющее кольцо должны быть не менее 2,5 мм,
а шероховатость выточки Ра <б 20 йкм.
. _ 14. Стр.32. Пункт 6.6.5. Начало первого пре^уюжэния изложить
в редакции: "При расточка бандажа но допусдоетбягобдоь 0,4 мм ..."
и далее по тексту.
15. Стр.33. Пункт 6.7.8. В первый абзац посла второго пред-
ложения записать "Обжатие бурта бандажа должно быть закончено при
его те?лпоратуре нс ниже Ю0°С", далее по тексту.
--- 16. Стр.34. Пункт 6.8.1. 3 пэрвом предложении пород словом
"двумя" поставить "и". -
17. Стр.42-43. Заменить рисунок. 19. Подрисупочный текст из-
ложить в редакции: "Рис, 19. Профиль обода колеса: а - локомотива
по черт.2 ГО.ТГ I1018-87, б)- локомотива по черт.З ГОСТ II0I8-
87, в - потервагонноге подвижного состава и тендера."
' 18. Стр. 14.Пункт 6.J0.3. В третьем яредыодонил добавить
"(..ле^то1нкх колес вагонов электропоездов и дизель-поездов -
свободно наломанного на поверхности катания и гребне).'1
3,
19. Стр.47. Пункт 7.-3. После слов "..., на заводе - ..." кзложить
текст в редакции -- мастер, Кон-трсльный мастер ОТК. а тают
заводской инспектор-приелтщик представитель Госприемки.а
20. Стр.48.Пункт 8.1. Во втором предложении третьего абзаца
после слова " высотой " указать "...ст 6 до 10 мм согласно лейст-,
вующим стандартам, техническим условие /. и чертежам."
Четвертый абзац изложить в редакции: "клейма приемка ("СерИ
молот" или пятиугольник с номером и серпом и молотом
- 21.Стр.49. Рис.23 помцяи 4 и 9, стр.50. Рис.24 позиции 4 и 9
слова "представителя заказчика,заменить на "представителя при-
емки".
22. Стр.50. Пункт 8.2. После первого предложения пятого абза-
ца дополнить "Размещение и размеры знаков маркировки - по рабочим
чертежам центров или по отдельным чертежам маркировки в установлен-
ном порядке." и далее по тексту.
- 23. Стр.52. Рио 29. Позиция 5. Слова "...и представителя эщжв
чика." исключить.
24. Стр.55. Пункт 9.2.1. изложить в редакции: ”£.2.1. Сродней
части осей:
„ локомотивов, моторвагонного подвижного состава и тендеров ( в
том числе цредподступмчные й подступичные части оси между лабьряят-
ннми кольцами и ступицами колес, а также открытке поверхности ост
между центрами и подшипниковыми узлами осевых рэдукторов) ~ эмалью
черного цвета."
25. Стр.53. Приложение I. Во втором абзаце слова "...по черт.2
ГОСТ II0I8-76 ..." заменить на "...по черт 3 ГОчЛ П018-87.я
далее по тексту.
26. Стр. 58. Приложение I. В пятом абзаце слова "...по черт..Г*
ГОСТ II0I8-76.заменить на "...по чёрт.2 ГОСШОТЗ~87...".
27. Стр.58. Приложение I. В восьмой абзаце слова "...по черт.2
ГОСТ П018-76..." заменить на "...по черт.3 ГОСТ JJ.0I3-87.. ,ri,
28. Стр.58 Приложение I. Последний абзац изложить в редакции:
"Шаблон и контршаблон (проверка профиля)", а .в графу "Область при-
менения" записать "для бандажей локомотивов о профилем по чорт.2
ГОСТ 11018-87.” касающемся толиикн гребня
— 29. Стр.66. Приложение 5. В тестом абзацё^тексг после слое
""...обода (бандажа)..." изложить в редакции "...до черт 3 ГОСТ
II0I8-87 - 20 мм, а при профиле по черт.2 ГОСТ II0I8-67 я у мотор-
вагонного подвижного состава и тендеров на расстоянии 18 ил."
4
ЗС«. Стр.67. Приложение 5. В четвертом абзаце слово "некруг-
лопгь ehksjmts на "ованьность".
. 31. Стр.68. Приложение 5. В восьмом абзаце-в графе "полном
s с вииресссБкей сея" вместо ”-(к5+С,5‘' указать "-0,5+5,С".
32. Стр.69. Приложение 5. В первой абзаце слово• "некруглость"
заменить на "овальность и конусообразность", в третьем абзаце -
"некруглость" заменить на "овальность".
33. Стр.70. Приложение'5. Ввести новый абзац "Диаметр подсту-
тьгсной части потогонного вагона улзктропоеэда ЭР, не менее", в графе
"полкогл и о запрессовкой оси" указать " 180 ”, з графе "обыкновен-
ном" цсстаауть " - "(прочерк).
34. Стр.81. Приложение 10. Ввести примечание: "Номера для клей- ,
меняя, не вр-вадав в настоящий список, установлены Приказом МПС 1*2ЦЗ
от 24.01.73г. и специальными указаниями МПС ."
35, Стр.62. 3 пятом абзаце в грьфе "обозначение документа"
«записать "105.80700.10486."
В десятом абзаце 'ТОСТ 110x6-76" заменить на "ГОСТ II0I8-87 •
30.03.87".
В одиннадцатом абзаце "ГОСТ 4491-75" заменить на ’ТОСТ 4491-
В6 24.12.86я.
36. Стр.83. Пятый абзац излозить ь редакция: "Оси вагонов же-
лезных дорог ’келен 1520 (1524) мм. ГОСТ 22780-77 II.11.77"
37. Сгр. 21. nyHKT-5.3i23 дополнять: " При полном освидетельс-
твования разрешается^ жестких зубчатых колёс
воьх типов выводитьvv соблюдением требований п.
2 мм не выходящих на’ торёц колеса.
Дриложечиз: Рисунки Зв, 19а,б,в.
колёсных пар
6.4.5 глубиной до
Паядльирс Главного управления
локомотивного хозяйства МПС
А.Н.Кондратенко
Есп.УлтескиЛ
ТЭЛ.2С2-5Э-81
РИС. Зв.
в
• гьлмсри лля tnpatxjK
Ule«ra.u4i?:»LTb И1»-ц,»«г;, J -ЯлгВО mlu
U~ апаюстг пл apjrj кашпия.
РИС. 19.