








































































































































































































































































































Автор: Пашуто В.П.
Теги: труд работодатели трудящиеся наука о труде экономика труда организация труда экономика экономические науки бизнес
ISBN: 5-85971-119-0
Год: 2005




В.П. ПАШУТО
Организация,
нормирование
И ОПЛАТА ТРУДА
НА ПРЕДПРИЯТИИ
Рекомендовано Учебно-методическим центром
«Профессиональный учебник»
в качестве учебно-практического пособия
для студентов высших учебных заведений
МОСКВА
2005
УДК 331(075.8)
ББК 65.24я73
П22
Рецензенты:
зав. кафедрой международных экономических отношений БИТУ, док-
тор экономических наук, профессор В.И. Демидов,
зав. кафедрой экономики и управления бизнесом БГУ, кандидат эконо-
мических наук Л.П. Ермалович
Пашуто В.П.
П22 Организация, нормирование и оплата труда на предприятии :
учебно-практическое пособие / В.П. Пашуто. — М. : КНОРУС,
2005. - 320 с.
ISBN 5-85971-119-0
Рассматриваются методические основы организации труда, процессы его
разделения и кооперации, вопросы организации, обслуживания, аттестации
и рационализации рабочих мест. Анализируются содержание трудового
процесса, методы и приемы труда. Большое внимание уделяется нормиро-
ванию труда, в частности методике расчета норм труда. Описываются систе-
мы стимулирования труда. Приводятся многочисленные практические при-
меры.
Для студентов, аспирантов и преподавателей вузов, а также для эконо-
мистов, бухгалтеров, менеджеров.
УДК 331(075.8)
ББК 65.24я73
ISBN 5-85971-119-0
© Пашуто В.П., 2005
© КНОРУС, 2005
ОГЛАВЛЕНИЕ
Предисловие................................................... 7
Глава 1. Методические основы организации труда
1.1. Сущность и содержание организации труда.................. 9
1.2. Задачи и направления организации труда.................. 13
1.3. Теоретические основы организации труда................... 15
Глава 2. Разделение и кооперация труда
2.1. Сущность и значение разделения и кооперации труда....... 19
2.2. Коллективные формы организации труда.................... 24
2.3. Совмещение профессий и функций.......................... 27
2.4. Многостаночное обслуживание............................. 29
2.5. Разделение труда руководителей, специалистов и служащих
и формы их кооперации........................................ 37
Глава 3. Организация и обслуживание рабочих мест
3.1. Рабочие места, их виды и требования к организации....... 41
3.2. Специализация и оснащение рабочих мест.................. 43
3.3. Планировка рабочих мест................................. 46
3.4. Организация обслуживания рабочих мест....................50
3.5. Комплексное проектирование организации и обслуживания
рабочих мест................................................. 55
Глвва 4. Аттестация и рационализация рабочих мест
4.1. Сущность, цели и задачи аттестации и рационализации
рабочих мест............................................. 70
4.2. Учет, аттестация и рационализация рабочих мест.......... 76
Глава 5. Содержание трудового процесса
5.1. Трудовой процесс, его содержание и требования
к организации............................................ 79
5.2. Производственная операция как обособленная часть
производственного процесса............................... 83
3
Глава 6. Методы и приемы труда
6.1. Методы и приемы труда: общие положения.................. 86
6.2. Принципы экономии движений.............................. 87
6.3. Рационализация приемов и методов труда.................. 89
Глава 7. Условия труда и отдыха
7.1. Условия труда и факторы, их определяющие................ 94
7.2. Оценка условий труда.................................... 95
7.3. Аттестация рабочих мест по условиям труда............... 98
7.4. Режимы труда и отдыха.................................. 105
Глава 8. Содержание и задачи нормирования труда
8.1. Сущность и содержание нормирования труда............... 113
8.2. Функции нормирования труда............................. 116
8.3. Виды норм труда и их характеристики.................... 119
8.4. Структура технически обоснованной
нормы времени.............................................. 121
Глава 9. Изучение затрат рабочего времени
9.1. Классификация затрат рабочего времени.................. 124
9.2. Методы изучения затрат рабочего времени............... 129
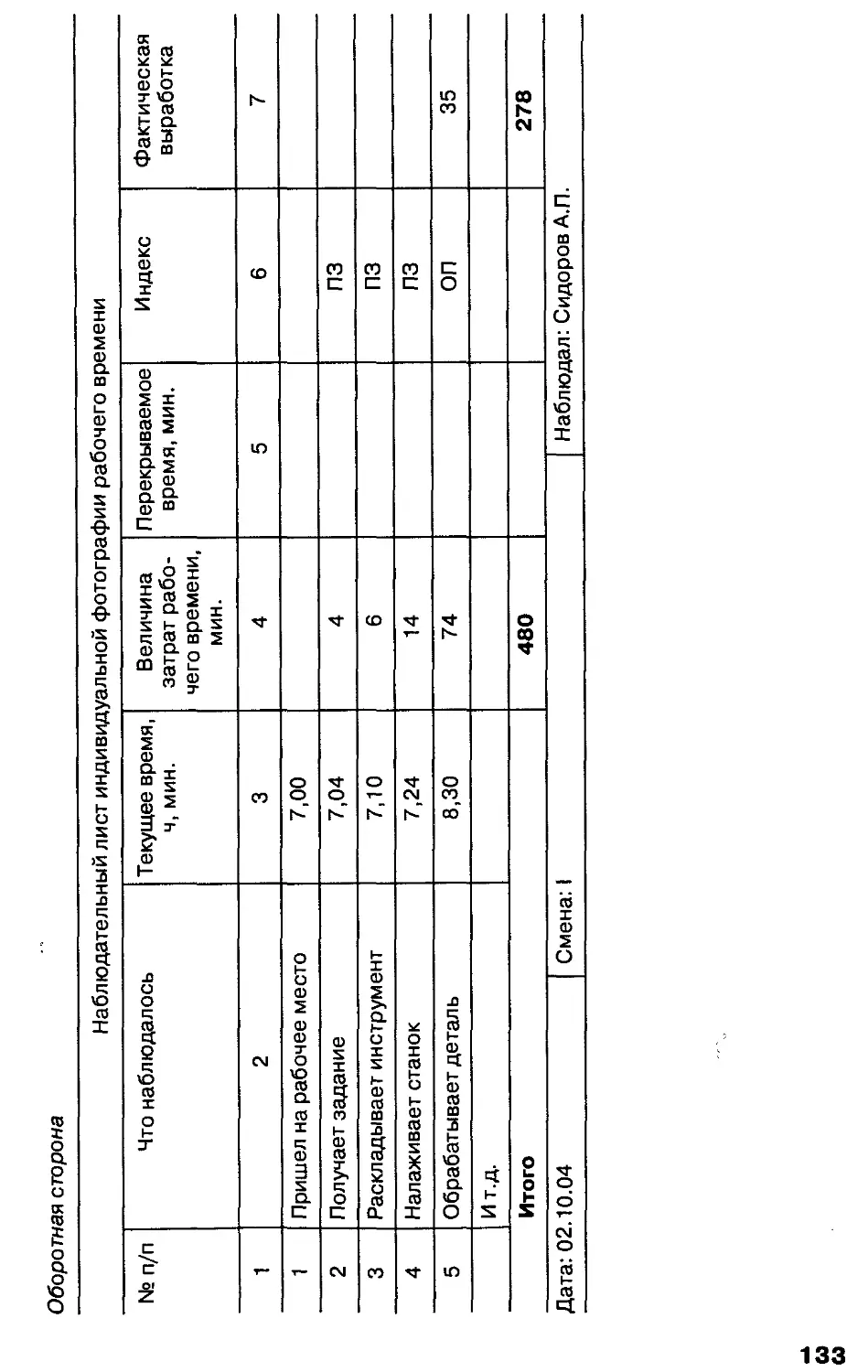
9.2.1. Фотография рабочего времени.................... 129
9.2.2. Самофотография................................. 147
9.2.3. Хронометраж.................................... 148
Глава 10. Методика расчета норм труда
10.1. Аналитический метод нормирования труда................ 158
10.2. Микроэлементное нормирование труда.................... 161
10.3. Методы нормирования, применяемые
в зарубежных странах....................................... 175
Глава 11. Нормативные материалы для нормирования труда
11.1. Сущность и разновидность нормативных материалов....... 182
11.2. Основные требования к нормативным материалам.......... 185
11.3. Методические положения по разработке
нормативных материалов..................................... 186
Глава 12. Методика нормирования отдельных видов работ
12.1. Нормирование работ на металлорежущих станках.......... 193
12.2. Нормирование слесарно-сборочных работ................. 197
12.3. Расчет нормы штучного времени на сборочных работах,
выполняемых на конвейере................................... 202
12.4. Нормирование труда при многостаночном обслуживании... 206
4
12.5. Нормирование работ на поточных линиях
механической обработки....................................... 210
12.6. Нормирование труда в условиях автоматизированного
производства................................................. 216
12.7. Нормирование работ, выполняемых на станках
с числовым программным управлением.......................... 219
12.8. Нормирование труда в условиях гибких производственных
систем (ГПС)................................................. 223
12.9. Нормирование труда в период освоения производства
новой продукции.............................................. 226
12.10. Особенности нормирования в условиях бригадной
организации труда............................................ 229
12.11. Нормирование труда вспомогательных рабочих............ 230
12.12. Нормирование труда руководителей, специалистов '
и служащих............................................. 235
Глава 13. Организация работы по нормированию труда
на предприятии
13.1. Работа по организации и нормированию труда
на предприятии............................................... 242
13.2. Оценка уровня и напряженности норм труда............... 247
13.3. Анализ состояния организации труда на предприятии...... 251
13.4. Анализ состояния нормирования труда.................... 253
13.5. Внедрение, замена и пересмотр норм труда............... 259
13.6. Оценка экономической эффективности мероприятий
по совершенствованию организации и нормирования труда....... 261
Глава 14. Материальное стимулирование труда
работников предприятия
14.1. Сущность заработной платы и поощрительных систем
в рыночной экономике......................................... 270
. 14.2. Функции заработной платы и принципы ее организации... 273
14.3. Система организации заработной платы на предприятии... 275
14.4. Тарифная система и ее элементы......................... 276
14.5. Формы и системы оплаты труда........................... 280
14.6. Бестарифная система оплаты труда....................... 287
14.6.1. Система оплаты труда с использованием балльных оценок
трудового вклада....................................... 288
14.6.2. Оплата труда исходя из соотношений в оплате
различного качества.................................... 292
14.6.3. Система оплаты, обеспечивающая применение
тарифной ставки 1 -го разряда на уровне прожиточного
минимума............................................... 295
5
14.6.4 Коллективно-долевая система оплаты труда.......... 297
14.6.5. Система оплаты, основанная на оценке трудового вклада
работника в общие результаты труда коллектива............ 299
14.7. Оплата труда руководителей, специалистов и служащих..... 302
14.8. Премиальная система..................................... 306
14.9. Механизм доплат, надбавок и компенсаций................. 310
Литература...................................................... 316
ПРЕДИСЛОВИЕ
Для эффективной работы современного производства, основан-
ного на применении сложной техники и технологий, характеризуемо-
го большим количеством внутрипроизводственных связей и информа-
ционных потоков в сфере управления, необходимы четкая организация
трудового процесса, прогрессивные нормы и нормативы, эффектив-
ные системы материального стимулирования высокопроизводитель-
ного труда как основа не только организации труда на рабочих местах,
но и планирования, организации производственных процессов и управ-
ления производством. Соответствие форм организации труда, качества
его нормирования и наличие эффективных материальных стимулов,
соответствующих уровню развития техники и технологии, а также
уровню общественных экономических отношений, являются главны-
ми условиями достижения высокой эффективности производства.
Будучи важной частью организации производственного процесса
организация и оплата труда как самостоятельная область экономиче-
ской работы на предприятии имеет особое содержание, сферу исследо-
вания и методы изучения производственной деятельности человека.
Возникшая на стыке многих научных дисциплин наука об органи-
зации труда основывается на использовании математики, физиологии
и психологии труда, социальных аспектов трудовой деятельности. Это
позволяет, с одной стороны, комплексно подходить к выбору оптималь-
ных вариантов взаимодействия человека с техническими средствами
производства, с другой — разделяя сложные явления на простые, все-
сторонне их исследовать и путем моделирования находить наиболее
эффективные решения. Таким образом, все решения в области органи-
зации труда принимаются на основе всестороннего анализа, точного
учета, научно обоснованных методик.
В условиях рыночной экономики возникает объективная необ-
ходимость в повышении роли организации и нормирования труда,
более тесной увязке результатов труда с его материальным поощрени-
7
ем. В рыночной экономике нет и не может быть эффективной системы
оплаты труда без высокого уровня нормирования труда. Труд за пла-
ту — это прежде всего оценка трудозатрат и результатов труда с пози-
ции их соответствия нормам труда. Низкое качество нормирования
труда означает снижение уровня организации труда и производства,
следовательно, снижение производительности труда и уменьшение
материальной заинтересованности в работе.
С появлением предприятий различных форм собственности, рас-
ширением их прав результативность их деятельности и заработная
плата работников прямо зависят от эффективного использования
факторов производства. А этого можно добиться, лишь используя
современные методы организации и нормирования труда и адекват-
ные им формы и системы оплаты труда. Это наиболее целесообразный
путь, не требующий существенных затрат. Согласно практике сокра-
щение затрат труда, как правило, обеспечивает одновременное сниже-
ние затрат на единицу продукции. В результате достигается снижение
себестоимости продукции даже на предприятиях с низкой долей зара-
ботной платы в ее составе.
Для этого необходимо, чтобы организация и нормирование труда
в полной мере выполняли свои функции. Поэтому при установлении
норм труда в первую очередь должны учитываться такие организа-
ционно-технические условия, которые обеспечивают эффективное
использование техники, технологии и рабочего времени.
Предметом учебной дисциплины «Организация, нормирование
и оплата труда на предприятии» является изучение принципов и мето-
дов построения трудовых процессов, установления норм труда различ-
ным категориям работников при различных формах организации про-
изводства, применения различных форм и систем оплаты труда.
В учебно-практическом пособии раскрываются все направления орга-
низации, нормирования и оплаты труда с учетом произошедших за по-
следние годы изменений в экономике и организации производства
на промышленных предприятиях, а также в теории и методологии.
В данном курсе предусматривается комплексный подход к изу-
чению теоретических и практических проблем организации и норми-
рования труда, форм и систем его оплаты. Этот курс предназначен
в первую очередь для подготовки студентов экономических вузов
и факультетов. Поэтому в нем излагаются не только теоретические
и методические основы, но и практические аспекты организации,
нормирования и оплаты труда различных категорий работников, при-
водятся примеры практического решения конкретных задач.
8
ГЛАВА 1
МЕТОДИЧЕСКИЕ ОСНОВЫ
ОРГАНИЗАЦИИ ТРУДА
1.1. Сущность и содержание организации труда
Современный уровень развития производительных сил, характе-
ризующийся использованием сложной и разнообразной техники и тех-
нологии производства, большими масштабами выпуска продукции,
многономенклатурной кооперацией, предполагает совместный труд
большого количества людей. Такой труд не мыслим без организации
труда, выступающей как упорядоченная система взаимодействия
работников со средствами производства и друг с другом в едином про-
изводственном процессе. Во всех сферах человеческой деятельности
и во все времена лучше организованный труд при прочих равных усло-
виях обеспечивал достижение более высоких результатов.
Значение организации труда возрастает по мере создания рыноч-
ных отношений, способствующих возрождению конкуренции, при
которой большой вес приобретает результативность труда, оказыва-
ющая решающее влияние на эффективность производства. Кроме того,
по мере технического совершенствования производства возрастает
цена единицы рабочего времени. Правильная организация способству-
ет рациональному использованию оборудования и времени работа-
ющих на нем, что повышает производительность труда, снижает себе-
стоимость продукции, увеличивает рентабельность производства.
Уровень использования результатов научно-технического про-
гресса, под влиянием которого происходят коренные изменения в тех-
нике, технологии и организации производства, зависит от того, в какой
степени обеспечены пропорциональность и взаимосвязь между совер-
шенствованием техники и соответствующим изменением в организа-
ции труда. Несмотря на решающее влияние на эффективность произ-
водства глубоких качественных изменений в орудиях труда и тех-
нологиях, приводящих к количественным изменениям соотношения
между живым и овеществленным трудом в пользу последнего, роль
человека в производственном процессе повышается. Труд становится
9
все более сложным и ответственным, а его несовершенная организа-
ция имеет все более серьезные отрицательные последствия.
Для выявления сущности организации труда важно четкое опре-
деление ее места в системе организации производства. В экономиче-
ской литературе термин «организация труда» употребляется в разно-
образном сочетании: «организация производства, труда и управление»,
«организация и управление трудом», «организация, нормирование
и оплата труда» и др. Это результат различной смысловой трактовки
данного понятия. В одном случае организация производства и органи-
зация труда рассматриваются как взаимосвязанные, но относительно
самостоятельные направления, в другом — организация труда пони-
мается как составная часть организации производства и связана с орга-
низацией управления предприятием.
Процесс производства представляет собой органическое соеди-
нение орудий, предметов труда и самого труда. Он включает:
конструкторско-технологическую подготовку производства,
заключающуюся в разработке конструкции изделия, технологии его
изготовления, подборе оборудования, технологической, организаци-
онной оснастки, приспособлений и инструмента;
материальную подготовку производства, обеспечивающую снаб-
жение рабочих мест необходимым сырьем, заготовками, полуфабриката-
ми, комплектующими изделиями, покупным инструментом и т.д.;
организационно-технологическую подготовку производства,
обеспечивающую регламентацию функционирования средств произ-
водства, их пространственное размещение, последовательность осуще-
ствления технологических процессов, операций и работ;
организацию труда, обеспечивающую установление количе-
ственных пропорций живого труда, организацию и обслуживание рабо-
чих мест, применение рациональных методов и приемов труда, уста-
новление меры труда для каждого работающего или групп работающих,
создание благоприятных условий труда, рациональных режимов тру-
да и отдыха;
организацию управления производством, обеспечивающую
установление четкой системы линейного руководства производством,
рациональную структуру аппарата управления, учет и контроль над
ходом технологического процесса и его корректировку при необходи-
мости.
Таким образом, организация производства представляет собой
органическое единство всех перечисленных элементов. Однако это
не исключает возможности выделения, изучения и совершенствова-
ния каждого из них. Организация труда — самостоятельная область
10
деятельности, объектом которой является труд, с присущими только
ей методами и принципами.
Следовательно, на уровне предприятия организация труда пред-
ставляет собой систему рационального взаимодействия работников
со средствами производства и друг с другом, основанную на определен-
ном порядке построения и последовательности осуществления трудо-
вого процесса, направленную на получение высоких конечных социаль-
но -экономических результатов.
На уровне цеха, участка и конкретного рабочего места принци-
пиальных различий в понятии «организация труда» нет. Отличие
состоит лишь в числе элементов, входящих в это понятие и в их масш-
табах. На высших уровнях управления принципиальное значение име-
ют определение правильных пропорций работающих по выполняемым
функциям, выбор рациональных форм организации труда, методов нор-
мирования труда категорий работающих. При этом важной задачей
является согласование деятельности всех структурных подразделений
при установлении строгих количественных пропорций трудовых зат-
рат на взаимосвязанных участках производства. Важную роль здесь
играет внутрипроизводственное планирование, основой которого яв-
ляется нормирование труда.
На низшей ступени, какой является рабочее место, главными
выступают вопросы, связанные с рациональной организацией и испол-
нением трудового процесса: планировка, оснащение и обслуживание
рабочих мест, рационализация приемов и методов труда, установле-
ние технически обоснованных норм затрат труда; обеспечение полной
загрузки оборудования и рабочего; создание благоприятных условий
труда.
Подчеркивая самостоятельность организации труда как элемен-
та организации производства, необходимо отметить, что между входя-
щими в ее состав элементами существует тесная взаимосвязь. Основой
любого трудового процесса является его технический базис. Разнооб-
разное содержание, многообразие форм и методов его организации
определяются многообразием и сложностью техники, которой осна-
щено предприятие. Изменения в технике, происходящие под влияни-
ем технического прогресса, изменяют и характер самого труда. Наи-
большее воздействие на организацию труда оказывают механизация
и автоматизация производственных процессов. Изменяется трудовое
содержание технологических операций, из трудового процесса устра-
няется часть циклически повторяющихся элементов работы, увели-
чивается объем работ по наладке, подналадке и поддержанию в рабо-
чем состоянии технологического оборудования и управлению им.
11
Со своей стороны, организация труда предъявляет требования
к направлениям научно-технического прогресса. Внедрение новых
форм организации труда требует новых технических и технологиче-
ских решений, внесения изменений в конструкцию оборудования,
оснастки и инструмента. Высокие требования также предъявляются
и к надежности оборудования, его эргономическим характеристикам,
что позволяет регламентировать обслуживание оборудования, улуч-
шить условия труда исполнителей.
Организация труда непосредственно влияет и на технологию
производства, являясь путем установления трудоемкости работ крите-
рием оценки того или иного варианта технологического процесса. Про-
ектирование рациональной расстановки оборудования на поточных
линиях, участках невозможно без предварительного расчета много-
станочных рабочих мест и расположения входящих в каждое из них
станков.
Организация труда рассматривается как одна из функций управ-
ления, поскольку она согласует индивидуальные действия работни-
ков на основе разделения и кооперации их труда. Практика показыва-
ет, что мероприятия по совершенствованию организации труда
(например, внедрение коллективных форм организации труда) при-
водят к серьезным изменениям в организации управления, планиро-
вания и учета. Однако уровень управления, его формы и методы неиз-
бежно отражаются на организации труда.
Таким образом, рассматривая организацию труда как самосто-
ятельное направление экономической работы предприятия, ее нельзя
изолировать от остальных элементов организации производства.
Наибольший эффект от внедрения мероприятий по организации тру-
да достигается в тех случаях, когда их разработка и внедрение осуще-
ствляются в комплексе с мероприятиями по совершенствованию тех-
ники и организации производства.
Среди направлений организации труда следует особо выделить
нормирование, непосредственно связанное со всеми направлениями.
Это объясняется тем, что любой трудовой процесс строится во времени.
При его проектировании и внедрении всегда должно использоваться
нормирование, позволяющее не только установить меру труда,
но и оценить рациональность каждого из его элементов и определить
лучшую последовательность их выполнения.
В условиях рыночных отношений нормирование труда все в боль-
шей степени связывают с социально-экономическими и социально-
психологическими аспектами управления предприятием, так как при
конкурентной борьбе проблема повышения эффективности использо-
12
вания труда персонала становится весьма острой. Наряду с этим воз-
растают требования к обеспечению работодателем нормальных усло-
вий и оптимальной напряженности труда, его содержательности.
Таким образом, комплексное решение проблем по всем направ-
лениям, которыми занимается организация труда, позволяет найти
наиболее оптимальные варианты эффективного использования средств
производства и рабочей силы. Сокращение времени производства про-
дукции — одна из важнейших и в настоящее время незаслуженно недо-
оцениваемых проблем организации труда. Речь идет о проблеме вре-
мени, причем не просто рабочем времени, а времени протекания
производственного процесса или его отдельных стадий.
1.2. Задачи и направления организации труда
Организация труда призвана решать следующие задачи:
технико-технологические, которые выражают влияние, оказыва-
емое организацией и нормированием труда на совершенствование
структуры предприятия, специализацию производств, выбор опти-
мальных вариантов технологических процессов. Все решения, прини-
маемые по проектированию цехов, разработке новых технологических
процессов, конструированию оборудования и оснастки и другим
направлениям, требуют использования критерия трудоемкости трудо-
вых процессов, устанавливаемой с помощью такого направления орга-
низации труда, как нормирование;
экономические, выражающие направленность организации тру-
да на создание такой системы взаимосвязи человека со средствами
производства и друг с другом, которая обеспечивает максимальную
производительность труда, минимальную себестоимость изготовления
продукции (услуг), высокую рентабельность производства. Такая вза-
имосвязь обеспечивается на основе выбора оптимальных вариантов
разделения и кооперации труда, применения передовых приемов
и методов труда на рабочих местах, оптимальных систем их обслужи-
вания, установления обоснованных и напряженных норм труда, ком-
фортных условий труда;
психофизиологические, предполагающие создание благопри-
ятных условий труда на рабочих местах, обеспечивающих высо-
кую и устойчивую в течение длительного времени работоспособность
работающих, сохранение их здоровья. Это возможно благодаря при-
менению при организации трудового процесса физиологически обосно-
ванных режимов труда и отдыха, оптимизации темпа работ при уста-
новлении рабочим меры труда, создания на рабочих местах нормальных
условий труда;
13
социальные, ставящие целью повышение содержательности
и привлекательности труда и решаемые путем выбора рациональных
форм разделения и кооперации труда, обеспечивающих оптимальное
сочетание физических и умственных усилий работающих при выпол-
нении возложенных на них функций или работ.
Решение психологических и социальных задач создает условия
для гуманизации труда. Под гуманизацией понимается создание таких
условий на предприятии, которые в наибольшей степени учитывают
психофизиологические и социальные потребности работников. Гума-
низация — важнейшее требование организации труда, реализовать
которое довольно сложно. Для этого иногда необходимо поступиться
принципом экономичности.
Все перечисленные задачи решаются в комплексе, причем в увяз-
ке не только между собой, но и с совершенствованием техники, техно-
логии, организации производства и управления. Только такой подход
может обеспечить максимальную эффективность организации труда,
направления которой исходя из перечисленных групп задач можно
сформулировать следующим образом.
1. Разработка рациональных форм разделения и кооперации
труда — основана на обособлении частей производственного процес-
са исходя из технологических особенностей, выполняемых функций
и квалификационных требований к рабочим. Другой стороной этой
деятельности является установление тесных связей между группами
работников и отдельными работниками в процессе их совместного
труда. Разделяя труд, одновременно разрабатывают систему его коопе-
рации.
2. Организация рабочих мест — предполагает оснащение сред-
ствами производства, предметами труда, инструментом, приспособле-
ниями и оснасткой, средствами связи, а также их рациональное разме-
щение в рабочей зоне, способствующее применению рациональных
методов и приемов труда и в конечном итоге высокой эффективности
труда каждого работника.
3. Обслуживание рабочих мест — предполагает поиск оптималь-
ных вариантов взаимодействия основных рабочих и рабочих вспомо-
гательных служб, что позволяет обеспечить бесперебойное снабжение
рабочих мест исходным сырьем, материалами, заготовками, услугами
наладочного и ремонтного характера, транспортным и хозяйственным
обслуживанием и др.
4. Оптимизация трудового процесса путем внедрения рацио-
нальных методов и приемов труда — предусматривает построение
любого трудового процесса на основе приемов и методов труда, обес-
14
печивающих максимальную экономию рабочего времени при наимень-
ших затратах физической энергии.
5. Создание благоприятных условий труда на рабочих местах,
рационализация режимов труда и отдыха — предполагает установ-
ление научно обоснованных годовых, недельных, суточных и сменных
режимов труда и отдыха, комфортных условий труда на каждом рабо-
чем месте, обеспечивающих сохранение устойчивой работоспособно-
сти работающих в течение длительного периода и сохранение их здо-
ровья.
6. Аттестация и рационализация рабочих мест — представля-
ет собой периодический учет, всестороннюю оценку и аттестацию рабо-
чих мест на предмет их соответствия современным требования и в слу-
чае этого несоответствия — разработку мероприятий по их рационали-
зации.
7. Нормирование труда — представляет собой деятельность
по управлению трудом и производством, направленную на установле-
ние необходимых затрат и результатов труда, а также соответствия
между численностью различных групп персонала и количеством еди-
ниц оборудования.
Указанные направления организации труда неразрывно связаны
между собой и их следует рассматривать как систему. Все они в равной
степени относятся к основным и вспомогательным рабочим, специа-
листам и служащим.
1.3. Теоретические основы организации труда
Организация труда опирается на познание и использование ряда
точных наук, их законов, методов и принципов. Математические мето-
ды (теория вероятностей, метод обратных связей, теория информации
и связи, метод наименьших квадратов, графоаналитический метод
и др.) широко применяются при разработке нормативных материалов,
используемых при расчете норм труда, в методиках изучения затрат
рабочего времени, при оптимизации организации рабочих мест или
определения численности работающих. Кроме того, режимы резания,
используемые для расчета основного времени, разработаны на основе
исследований в области физики твердого тела, теории пластической
деформации, сопротивления материалов, металловедения и техноло-
гии металлов.
Другой характерной чертой организации труда является широ-
кое использование аналитического метода исследования в решении
организационных вопросов и расчете норм затрат труда. Глубокое раз-
деление сложных явлений на простые и простейшие, всестороннее
15
исследование последних и проектирование их рациональной структу-
ры и последовательности, т.е. синтез сложного явления, позволяют
находить наиболее оптимальные варианты по всем направлениям орга-
низации труда.
Для успешного выполнения своих задач организация труда опира-
ется на естественные науки и прежде всего физиологию, психологию
труда и социологию. Это связано с тем, что в процессе любого труда
обязательно происходят мобилизация физиологических и психологи-
ческих функций, расход нервной и мышечной энергии. Функции чело-
веческого организма ограничены. Они нормально выполняются при
определенных условиях. Если последние нарушаются, это приводит
к утомляемости и возникновению патологических явлений. Следова-
тельно, стремление достижения наивысшей производительности тру-
да может быть оправдано только при оптимальном соответствии содер-
жания и организации труда физиологическим и психологическим
требованиям.
Физиология и психология труда — науки о психофизиологиче-
ских явлениях и их особенностях, возникающих в организме человека
в процессе труда. Базой, или теоретическим фундаментом, для них
служат общая физиология и общая психология. Речь идет прежде всего
об основных нервных процессах — возбуждении и торможении,
принципах рефлекса, доминанты и функциональной системы, законах
временной связи, динамического стереотипа и т.д. Так как в процессе
труда в активную трудовую деятельность вовлекается весь организм
человека (мозг,, мышцы, сосуды, сердце, легкие, почки и т.д.), физио-
логия и психология труда изучают их специфическую форму функци-
онирования и проявления этих органов во время трудовой деятель-
ности.
Физиология и психология труда различают в каждом виде живого
труда две основные его характеристики: с одной стороны, психофизио-
логическое содержание труда, а с другой — условия труда. Психофизио-
логическим содержанием труда называют работу органов чувств, логи-
ческие операции мозга, рефлекторные мышечные движения
и позо-тонические напряжения мускулатуры. Все это является естест-
венной потребностью организма, неизбежным следствием его биологи-
ческой организации — его способности к деятельности.
С точки зрения рационального использования, эти естественные
отправления могут быть поставлены в благоприятные или неблаго-
приятные условия труда, представляющие собой производственные
факторы, от которых зависят и под влиянием которых складываются
16
величина и длительность физической, нервно-психической и эмоцио-
нальной нагрузки у работника. Различают санитарно-гигиенические,
психофизиологические и эстетические элементы условий труда.
Психофизиологические изменения в организме человека воздей-
ствуют на его работоспособность, ее динамику и производительность
труда. В течение рабочей смены, недели, месяца, года работоспособ-
ность человека находится в динамике и проходит три фазы — врабаты-
ваемостъ, устойчивое рабочее состояние и период убывающей
работоспособности. Поддержание работоспособности на высоком
уровне имеет важное практическое значение, так как это связано
с сохранением здоровья работников и повышением производительно-
сти их труда. Психофизиология указывает направления практическо-
го решения этих задач в процессе организации труда на каждом рабочем
месте. Это разработка и внедрение рациональных и менее утомитель-
ных приемов и движений, правильная организация рабочих мест, созда-
ние комфортных условий труда, проектирование таких режимов труда
и отдыха, которые бы обеспечили наряду с высокой производительно-
стью труда сохранение жизненных сил человека.
Эффективное осуществление приемов и методов труда во мно-
гом зависит от конструкции применяемого оборудования, приспособ-
лений и инструментов, планировки рабочего места, правильной позы
рабочего. Поэтому при проектировании оборудования и организации
трудовых процессов должны быть использованы научные методы
и рекомендации физиологов и психологов.
Большое значение имеет и снижение отрицательных последствий
монотонности труда, являющейся следствием его разделения. Отри-
цательными признаками монотонной работы являются однообразие
рабочих действий, их многократное повторение и небольшая длитель-
ность. Она накладывает на функциональное состояние работника опре-
деленный отпечаток, что проявляется в утрате интереса к работе, вызы-
вает гнетущее состояние и нервное истощение. Знание причин
возникновения и методов устранения отрицательных последствий
монотонности позволяет проектировать более содержательные опера-
ции, применять методы, снижающие отрицательные последствия это-
го явления.
Для правильной организации процесса труда важную роль игра-
ет оптимизация тяжести работы. Тяжесть труда — это многостороннее
и сложное явление, которое можно характеризовать на основе приме-
нения комплекса различных показателей. Значительная физическая
нагрузка, превышающая допустимые пределы, приводит к глубокому
17
утомлению и патологическим изменениям в организме даже у здоро-
вых и тренированных людей. Поэтому точное определение тяжести
работы позволяет не только разработать систему мер защиты работа-
ющего и тем самым предотвратить появление профессиональных забо-
леваний, но и объективно устанавливать компенсации за неблагопри-
ятные условия труда и время выхода на пенсию.
Существенное значение для правильной организации труда
имеют темп и ритм выполняемой работы. Высокая степень интенсив-
ности труда требует особого напряжения нервной системы, поэтому
работать в предельно быстром темпе можно лишь в течение сравни-
тельно короткого отрезка времени, после чего необходим перерыв или
переход на более замедленный темп.
От темпа работы следует отличать ритмичный и неритмичный
характер труда. Одним из свойств центральной нервной системы чело-
века является его способность к усвоению определенного ритма
деятельности. Если процесс труда ритмичен, легко вырабатывается
автоматизм рабочих движений, что способствует экономии потребле-
ния мышечной энергии, а следовательно, благоприятно сказывается
на здоровье работающих.
Таким образом, учет психофизиологических особенностей трудо-
вой деятельности человека при решении вопросов разделения и коо-
перации труда, организации рабочих мест, проектировании рациональ-
ных приемов и методов труда, исследовании и проектировании состава
операций и установлении норм труда позволяет создать наиболее опти-
мальные условия для работы.
Решение проблем кооперации и разделения труда, его нормиро-
вания опирается и на социологию труда — науку, исследующую
взаимоотношения людей и социальных групп в производственных кол-
лективах. Она помогает в решении вопросов обеспечения содержатель-
ного труда, повышения его привлекательности путем разнообразия
производственных операций, перемены труда, насыщения его творче-
скими элементами.
В решении задач, стоящих перед организацией труда, большую
роль играет такая научная дисциплина, как эргономика — область зна-
ний о приспособлении к человеку средств производства. Эргономика
(греч. ergon — работа и nomos — закон) основывается на физиологии,
анатомии, психологии и технических науках. Она использует наибо-
лее важные положения и рекомендации этих дисциплин для выработ-
ки рекомендаций по совершенствованию организационных и психо-
физиологических условий труда при проектировании новой техники,
приспосабливая ее к человеку.
18
ГЛАВА 2
РАЗДЕЛЕНИЕ И КООПЕРАЦИЯ ТРУДА
2.1. Сущность и значение разделения и кооперации труда
Современному производству свойственно обособление отдель-
ных процессов и работ, что позволяет специализировать орудия труда
и работников, сокращать производственный цикл, повышать произ-
водительность труда. Однако труд всех работающих на предприяти-
ях является трудом коллективным. Его результаты зависят от того,
в какой степени обеспечены соблюдение необходимых количествен-
ных и качественных пропорций в распределении труда по отдельным
звеньям производства и рабочим местам и кооперация труда отдель-
ных исполнителей и первичных производственных коллективов.
Обособление процессов и работ предполагает в первую очередь
разделение труда. Подразделением труда на предприятии понимают-
ся разграничение деятельности работающих в процессе совместного
труда, а также их специализация на выполнении определенной части
совместной работы.
По мере развития техники и технологии производственные про-
цессы усложняются, что вызывает развитие и углубление разделения
труда на предприятиях. Это связано с тем, что формы разделения тру-
да существенно влияют на специализацию, планировку и оснащение
рабочих мест, их обслуживание, методы и приемы труда, его нормиро-
вание. Путем рационализации форм разделения и кооперации труда
обеспечиваются полная и равномерная загрузка исполнителей, коорди-
нация и синхронность их работы.
Значение разделения труда как с экономической, так и с социальн-
ой стороны чрезвычайно велико. Благодаря ему все усложняющиеся
трудовые процессы распадаются на менее сложные элементы, выпол-
няемые определенными профессиональными и квалификационными
группами работников. Это, с одной стороны, повышает мастерство
и трудовые навыки исполнителей и сокращает сроки их профессио-
нальной подготовки, а с другой — за счет обособления и относитель-
ного упрощения отдельных операций создает основу для механизации
19
и автоматизации выполнения операций, что многократно повышает
производительность труда.
Внутрипроизводственное разделение труда заключается в выде-
лении видов работ, представляющих собой частичные производствен-
ные процессы, и их закреплении за определенными работниками
с целью повышения производительности труда на основе ускорения
усвоения рабочими трудовых навыков, специализации орудий труда
и рабочих мест, параллельности выполнения операций. Число частич-
ных процессов (видов работ) определяется организационно-техниче-
скими особенностями предприятия. Разделение труда на предприятии
одновременно производится в следующих основных формах:
технологическое;
функциональное;
профессиональное;
квалификационное.
Технологическое разделение труда осуществляется на основе
расчленения процесса производства на стадии (заготовительную, обра-
батывающую, сборочную), переделы, фазы, частичные технологические
процессы и операции. В рамках технологического разделения труда
применительно к отдельным видам рабсСг в зависимости от степени
дифференциации трудовых процессов различается пооперационное,
предметное и подетальное разделение труда.
Пооперационное разделение труда предусматривает распределение
и закрепление операций технологического процесса за отдельными работ-
никами, расстановку работающих, обеспечивающую их рациональную
занятость и оптимальную загрузку оборудования. Это достигается углуб-
лением специализации работников, что способствует высокому уровню
производительности труда, формированию стойкого динамического
стереотипа выполнения трудовых приемов, применению специализиро-
ванной оснастки и инструмента, механизации трудовых процессов.
Предметное разделение труда предусматривает закрепление
за конкретным исполнителем комплекса работ, позволяющих полно-
стью изготовить изделие, например сборка электровыключателя, элек-
тророзетки.
Подетальное разделение предполагает закрепление за исполни-
телем изготовление законченной части изделия или детали.
Функциональное разделение труда предусматривает обособле-
ние различных видов трудовой деятельности и выполнение конкрет-
ных работ соответствующими группами работников, специализиру-
ющихся на выполнении различных по содержанию и экономическому
значению производственных или иных функций. Установление рацио-
20
нальных пропорции между этими группами и лежит в основе рацио-
нализации разделения труда.
Согласно функциональному разделению труда существует раз-
деление всех рабочих на основных, занятых непосредственным выпус-
ком продукции или выполнением основных работ; вспомогательных,
которые сами непосредственно товарной продукции не производят,
но обеспечивают своим трудом работу основных рабочих; обслужива-
ющих, создающих условия для производительной работы как основ-
ных, так и вспомогательных рабочих.
В отдельные функциональные группы выделяют руководителей,
специалистов и служащих.
Профессиональное разделение труда осуществляется в зависи-
мости от профессиональной специализации работающих и предпола-
гает выполнение на рабочих местах работ в рамках той или иной про-
фессии. Исходя из объемов каждого вида этих работ можно определить
потребность в работниках по профессиям как в целом по предприятию,
так и по его структурным подразделениям.
Квалификационное разделение труда вызывается различной
сложностью работ, требующей определенного уровня знаний и опыта
работников; Для каждой профессии рабочих устанавливается состав
операций или работ различной степени сложности, которые группи-
руются согласно присвоенным тарифным разрядам или квалифика-
ционным категориям. На этой основе определяется численность работ-
ников по каждой профессии, квалификационным разрядам и кате-
гориям.
Выбор наиболее рациональных форм разделения труда зависит
от типа производства, объема выпускаемой продукции, ее сложности и др.
Поэтому их поиск предполагает обязательный анализ этих факторов
и обоснование оптимальной границы разделения труда. Каждое разделе-
1 ние труда имеет свои разумные пределы. С социальной точки зрения чрез-
мерное разделение труда обедняет его содержание, превращает работни-
ков в узких специалистов. С физиологической точки зрения чрезмерное
разделение труда приводит к его монотонности, вызывает повышенную
утомляемость и, как следствие, высокую текучесть работников, занятых
на таких работах. В связи с этим возникают большие сложности в органи-
зации производственных процессов. Требуются более детальные расче-
ты и тщательная подготовка для эффективного соединения в едином про-
цессе узкоспециализированных работников.
Из этих особенностей разделения труда вытекают определенные
ограничения. Существуют технологическая, экономическая, психофи-
зиологическая и социальная границы разделения труда.
21
Технологическая граница разделения труда определяется суще-
ствующей технологией, которая делит производственный процесс
на операции. Нижней границей формирования содержания операции
является трудовой прием, состоящий не менее чем из трех трудовых
действий, непрерывно следующих друг за другом и имеющих конкрет-
ное целевое назначение. Верхняя граница разделения труда — это изго-
товление на одном рабочем месте изделия целиком.
Экономическая граница разделения труда обусловливается
уровнем загрузки рабочих и длительностью производственного цик-
ла. Разделение труда приводит к сокращению производственного цикла
за счет параллельного выполнения операции, повышению производи-
тельности труда за счет специализации орудий труда и рабочих мест,
ускорения освоения рабочими трудовых приемов и методов труда.
Однако чрезмерное разделение труда на основе дробления отдель-
ных технологических операций приводит к нарушению пропорций
в структуре затрат времени. При этом, с одной стороны, снижается вре-
мя обработки, а с другой — увеличиваются такие элементы затрат, как
время на установку и снятие деталей, межоперационную транспорти-
ровку предмета труда, межоперационный контроль и подготовитель-
но-заключительное время. Таким образом,' оптимальным может быть
вариант, когда общее влияние факторов, снижающих длительность
производственного цикла, больше общего влияния противоположных
факторов.
Другим экономическим критерием является полнота занятости
рабочего. Закрепление за рабочими узкоспециализированных функ-
ций не всегда обеспечивает его полную занятость. Поэтому необходи-
мо находить такие варианты формирования производственных опера-
ций, при которых рабочие не будут простаивать в ожидании работы
или во время автоматического цикла работы оборудования. Особое
значение этот критерий приобретает в настоящее время, когда под вли-
янием научно-технического прогресса идет процесс перераспределе-
ния функций между рабочими и исполнительными органами обору-
дования. В составе рабочего времени растет доля времени наблюдения
за работой оборудования. В этих условиях система операционного раз-
деления труда не позволяет обеспечить полную занятость рабочих
в течение смены. Необходимо расширение зон обслуживания и про-
изводственных функций рабочих.
Психофизиологическая граница разделения труда определяет-
ся допустимыми физическими и психологическими нагрузками. Дли-
тельность операций должна находиться в допустимых пределах
и содержать разнообразные трудовые приемы, выполнение которых
22
обеспечивает чередование нагрузок на различные органы и части тела
работающего. Монотонность трудового процесса, связанная с длитель-
ностью и повторяемостью однообразных приемов, действий исполни-
телей в течение оперативного периода, зависит от числа элементов
в операции, продолжительности повторяющихся элементов, повторя-
емости однообразных приемов и действий.
Социальная граница разделения труда определяется минималь-
но необходимым разнообразием выполняемых функций, обеспечива-
ющим содержательность и привлекательность труда. Работник должен
не только видеть результаты своего труда, но и получать от него опреде-
ленное моральное удовлетворение. Труд, представляющий собой набор
простейших движений и действий, снижает интерес к нему. Он лишен
творчества, не способствует росту и квалификации работников.
Разделение труда неразрывно связано с кооперацией труда. Чем
глубже разделение труда, тем большее значение приобретает коопера-
ция. Коллективный труд — не простая сумма частичных трудовых
процессов. Только правильное соотношение между частичными тру-
довыми процессами вместе с ,правильной расстановкой работников,
обеспечивающей их рациональную занятость, приводит к высокой
производительности труда. Поэтому кооперация труда на предпри-
ятии — это объединение работников входе совместного выполнения еди-
ного процесса либо группы взаимосвязанных процессов труда.
Конкретные формы кооперации труда на предприятии много-
образны, так как неразрывно связаны с организационно-технически-
ми особенностями предприятия. Однако, несмотря на многообразие,
их принято сводить к трем основным формам — межцеховой, внутри-
цеховой и внутриучастковой кооперации труда.
Межцеховая кооперация связана с разделением производствен-
ного процесса между цехами и заключается в участии коллективов
цехов в общем для предприятия процессе труда по изготовлению про-
дукции.
Внутрицеховая кооперация — это взаимодействие отдельных
структурных подразделений цехов (участков, поточных линий).
Внутриучастковая кооперация заключается во взаимодействии
отдельных работников в процессе совместного труда или организации
коллективного труда рабочих, объединенных в бригады.
Кооперация труда лимитируется, главным образом, организаци-
онными и экономическими границами. Организационная граница
кооперации труда определяется тем, что, с одной стороны, нельзя объ-
единить для выполнения любой работы менее двух человек, а с дру-
гой — существует норма управляемости, превышение которой приво-
23
дит к несогласованности действий и значительным потерям рабочего
времени. Экономическая граница кооперации труда определяется воз-
можностью максимального снижения затрат живого и овеществлен-
ного труда на единицу выпускаемой продукции.
Выбор оптимального варианта разделения и кооперации труда
в условиях противодействия факторов, характерных для каждого
производственного процесса, должен основываться на достижении
оптимального равновесия их влияния, обеспечивающего наиболее
эффективное достижение поставленной цели. В каждом конкретном
случае выбор должен осуществляться на основе всестороннего анализа
специфики производства, характера выполняемых работ, требований
к их качеству, степени загруженности работников и других факторов.
Проблема состоит в том, чтобы разумно расчленить совокупность
операций производственного процесса, определить оптимальный
их набор для каждого рабочего места, соответственно расставить испол-
нителей и установить наилучшую взаимосвязь между ними путем
рациональной кооперации их труда. Правильное решение перечислен-
ных задач позволяет более эффективно использовать живой и овещест-
вленный труд, существенно сократить потери рабочего времени и про-
стои оборудования, повысить эффективность производства.
2.2. Коллективные формы организации труда
Наиболее тесная кооперация членов трудового коллектива дости-
гается при бригадной форме организации труда. Производственная бри-
гада представляет собой первичный трудовой коллектив рабочих одина-
ковых или различных профессий, специальностей, квалификации, совмест-
но выполняющих единое производственное задание и объединенных общей
экономической оценкой результатов труда. Объективной предпосылкой
такого объединения служат организационно-технические условия про-
изводства, т.е. такие условия, когда вне бригадной формы ведение произ-
водственного процесса либо невозможно, либо неэффективно.
Однако технические условия производства не определяют одно-
значного выбора организационной формы труда. На отдельных видах
работ при одних и тех же технических условиях возможно примене-
ние как бригадных, так и индивидуальных форм. В этих условиях необ-
ходимо иметь в виду, что бригадная форма создает экономические пред-
посылки для высокопроизводительного труда на основе внутрибри-
гадной кооперации труда, приводящей к уменьшению потерь рабочего
времени, увеличению времени использования оборудования.
Целесообразность коллективного труда обусловливается и психо-
физиологическими факторами. Бригады создают условия, позволя-
24
ющие снизить монотонность труда за счет периодического переме-
щения рабочих с одних рабочих мест на другие, выполнения разнооб-
разных технологических операций, сочетания различных функций.
Социальные предпосылки создания бригад выражаются в увели-
чении заинтересованности каждого их члена в конечном результате
труда, сплочении коллектива на основе производственных интересов,
развитии взаимопомощи и взаимного контроля.
Кооперация труда внутри бригад, которая базируется не на формаль-
ной расстановке работников по рабочим местам мастером или начальни-
ком участка, а на участии самих рабочих в данном процессе, способствует
формированию позитивного социального климата в коллективе. Кроме
того, в первичных коллективах легче решаются внутренние проблемы
и конфликтные ситуации.
При принятии решения об организации бригад следует иметь
в виду, что они наиболее эффективны в случаях:
если определенная законченная часть технологического про-
цесса не может быть выполнена одним йсполнителем и требует парал-
лельной работы группы рабочих;
если группа рабочих мест связана общим ритмом работы (напри-
мер, на поточных линиях и сборочных конвейерах);
при обслуживании крупных агрегатов и автоматических линий,
гибких производственных систем (ГПС);
при выполнении ремонтных и монтажных работ, требующих
одновременного участия нескольких исполнителей.
В настоящее время на предприятиях распространены следующие
бригадные формы: специализированные сменные и сквозные, комп-
лексные сменные и сквозные.
Специализированные бригады организуются из рабочих одной
профессии или специальности для выполнения однородных техно-
логических операций, чаще всего для слесарно-сборочных, монтаж-
ных, наладочных, погрузо-разгрузочных операций. Их преимущество
по сравнению с индивидуальной организацией труда состоит в том, что
в этих коллективах сокращаются внутрисменные потери рабочего вре-
мени путем более организованного обеспечения инструментом, при-
способлениями, заготовками, органического сочетания высококва-
лифицированных рабочих с рабочими более низкой квалификации,
обмена опытом и усиления дисциплины труда.
Комплексные бригады организуют из рабочих различных про-
фессий и специальностей для выполнения комплекса технологически
разнородных, но взаимосвязанных работ. Преимуществом таких бри-
гад является возможность оптимальной кооперации труда основных
25
и вспомогательных рабочих, применения принципа совмещения про-
фессий и специальностей, гибкости в решении вопросов расстановки
рабочих. Поэтому они создаются при обслуживании сложных агрега-
тов, на поточных линиях и предметно-замкнутых участках.
Специализированные и комплексные бригады могут быть смен-
ными, объединяющими рабочих одной смены, и сквозными (суточны-
ми), включающими рабочих, занятых в нескольких сменах. Опыт рабо-
ты сменных специализированных и комплексных бригад, т.е. бригад,
которые действуют только в течение смены и затем уступают рабочее
место другой бригаде, свидетельствует о возможности неполной загруз-
ки оборудования и неритмичной работы. Это, как правило, связано
с необходимостью передачи смены. Например, при обработке деталей
значительной трудоемкости и на операциях с большим временем налад-
ки оборудования, когда станочник, не успевший до конца смены обра-
ботать деталь, снимает ее со станка, а сменщик устанавливает на ста-
нок другую деталь, потери весьма существенны. Организация сквозных
бригад с передачей смены «на ходу» способствует сокращению потерь
рабочего времени рабочих, простоев оборудования, повышает коллек-
тивную ответственность и материальную заинтересованность в конеч-
ных результатах труда.
Во всех типах бригад коллективный характер труда сочетается
с разделением труда между их членами. Формы такого разделения
зависят от многих факторов, в том числе от специализации рабочих
мест, степени механизации и автоматизации производственных про-
цессов, технологических особенностей операции. Работа между чле-
нами специализированных бригад распределяется в основном в соот-
ветствии с квалификацией. Однако полного соответствия между
квалификацией рабочих и квалификационным уровнем работ добить-
ся весьма сложно, поэтому отдельные работники выполняют работу,
не соответствующую их квалификации. При этом разряд работы может
быть и выше, и ниже разряда рабочего.
Не всегда удается укомплектовать бригаду в точном соответствии
с объемами работ по отдельным специальностям, так как они значи-
тельно меняются с течением времени. Поэтому практикуется частич-
ная загрузка отдельных членов бригады работой по другой специаль-
ности, т.е. частичное или полное совмещение профессий. Полная
взаимозаменяемость между членами бригады достигается тогда, когда
каждый член бригады осваивает все операции, входящие в данный
технологический процесс.
Степень разделения труда, объем совмещаемых по другим про-
фессиям и специальностям работ позволяют выделить бригады:
26
с полным разделением труда, где каждый рабочий выполняет
только свою операцию;
с частичным разделением труда, где отдельные работники
периодически выполняют работы, не соответствующие их основной
специальности;
с полной взаимозаменяемостью, где каждый член бригады осва-
ивает операции, входящие в часть производственного процесса, закреп-
ленного за бригадой.
Внедрение бригадной формы организации труда требует предва-
рительного тщательного изучения производственных условий и харак-
тера производственных связей. При этом формирование и функцио-
нирование бригад должно основываться на принципах:
технологическая или предметно-замкнутая специализация бри-
гады с закреплением за ней операций, номенклатуры деталей и узлов;
закрепление за бригадой определенной производственной пло-
щади, оборудования и т.д.;
доведение до бригады производственного задания, отража-
ющего конечные результаты коллективного труда, на которое ориен-
тированы экономические показатели и система организации оплаты
и стимулирования труда.
Указанные принципы могут быть реализованы наилучшим обра-
зом, если при организации бригад разрабатывается организационный
проект, в котором решаются вопросы регламентации труда и его опла-
ты, оптимизации численности, планирования, учета и хозрасчета.
2.3. Совмещение профессий и функций
Рациональное внутрипроизводственное разделение труда предпола-
гает выполнение среди прочих и таких условий, как обеспечение полной
загрузки работников, устранение монотонности труда, повышение его
содержательности, обеспечение роста квалификации и расширения тру-
дового профиля рабочих. Для выполнения перечисленных условий в ряде
случаев необходимо отступать от строгого разделения работ по функ-
циональному и технологическому признакам. Преодолеть отрицательные
последствия узкоспециализированного труда позволяют совмещение
профессий и функций, а также многостаночное обслуживание.
Совмещение профессий вызвано механизацией и автоматизацией
производственных процессов, приводящих к увеличению доли свобод-
ного времени у рабочих. Оно позволяет решить важную для общества
социальную задачу — повысить содержательность и привлекательность
труда, снизить его монотонность, повысить профессиональный уро-
вень рабочих.
27
Совмещение профессий представляет собой выполнение
одним рабочим функций и работ, относящихся к различным про-
фессиям. Оно может быть полным, если рабочий выполняет все тру-
довые функции рабочего другой специальности, и частичным, если
рабочему передается только часть функций, выполняемых рабочими
других специальностей, профессии. В результате сокращается общая
численность рабочих, растет производительность их труда.
Совмещение профессий и расширение на этой основе производ-
ственного профиля рабочих возможно путем овладения рабочими
смежными и вторыми профессиями. Под смежной понимается профес-
сия, для которой характерны технологическая или организационная
общность с основной профессией, а также выполнение функций смеж-
ных профессий на рабочем месте основной профессии. Освоение вто-
рых профессий — это такой вид совмещения, при котором трудовые
функции по второй профессии не имеют общих признаков с функци-
ями по основной профессии.
Основными условиями, при которых возможно и экономически
оправдано совмещение профессий, являются:
неполная занятость рабочего по основной профессии, обус-
ловленная технологией производства или применяемым оборудо-
ванием;
общность содержательности труда работников, которые долж-
ны совмещать профессии, их технологическая и функциональная
взаимосвязь;
разновременность выполнения совмещаемых функций;
отсутствие отрицательного влияния совмещения работ на точ-
ность, качество и производительность труда;
достаточный для овладения второй профессией (специально-
стью) квалификационный уровень рабочего.
Совмещение профессий наиболее эффективно, когда совмещают-
ся профессии или специальности, связанные ходом технологического
процесса, единством обрабатываемых предметов труда, выполнением
основного и вспомогательного процессов.
Возможность совмещения профессий выявляется на основе дан-
ных фотографии рабочего времени, моментных и других наблюдений.
На основе анализа полученных при этом затрат рабочего времени опре-
деляются наиболее целесообразные формы совмещения профессий.
На первом этапе выявляют и устанавливают возможные грани-
цы такого совмещения исходя из функционального направления работ.
Возможные варианты выбираются в такой последовательности: опре-
деляется возможность совмещения профессий у основных рабочих,
28
затем у основных и вспомогательных и после этого у вспомогательных
рабочих.
На втором этапе по выбранной форме совмещения определяются
состав и объем совмещаемых работ. Критерием для оценки выбранно-
го варианта совмещения профессий служит коэффициент занятости
рабочего К3, рассчитываемый по формуле
т +г
J/* _ 3.0 З.СВ
Лз------т---->
* см
где Т3 0 — занятость рабочего выполнением основной работы в течение'сме-
ны, мин.;
— занятость рабочего выполнением работы по совмещаемой про-
фессии в течение смены, мин.;
Гсм — продолжительность смены, мин.
Общая трудоемкость работ по основной и совмещаемой профес-
сиям не должна превышать длительности сменного времени, т.е. коэф-
фициент занятости не должен быть больше единицы.
На третьем этапе производится регламентация труда совмеща-
ющего профессии. Она может быть реализована в виде схем, графи-
ков, расписаний, определяющих порядок и периодичность выполне-
ния работ, способы и время выполнения.
2.4. Многостаночное обслуживание
Многостаночным (многоагрегатным) обслуживанием называет-
ся обслуживание одним или группой рабочих нескольких станков (агре-
гатов), при котором машинно-автоматическое время работы одного
станка используется для выполнения ручных (требующих присутствия
рабочего) элементов операции, а также всех или части функций обслу-
живания рабочего места на других станках (агрегатах).
Техническими предпосылками развития многостаночного обслу-
живания являются повышение уровня автоматизации используемого
оборудования, улучшение системы управления оборудованием и кон-
струкции технологической оснастки, в результате которых уменьша-
ется доля ручного труда по обслуживанию оборудования и увеличи-
вается доля автоматической его работы.
Организационными предпосылками введения многостаночного
обслуживания являются:
рациональная планировка оборудования на рабочем месте,
обеспечивающая удобство его обслуживания;
кратчайшие маршруты перехода от станка к станку;
29
реализация наиболее эффективной системы обслуживания
рабочих мест;
изменение форм разделения и кооперации труда таким обра-
зом, чтобы большинство функций (наладка, подналадка станков, пере-
дача деталей, заточка инструментов и др.) выполнялись вспомогатель-
ными рабочими.
Экономическая целесообразность многостаночного обслуживания
заключается в возможности обеспечения полной занятости рабочих-
станочников и обслуживаемого ими оборудования.
Формы многостаночного обслуживания и организация труда
рабочих-многостаночников зависят от имеющегося оборудования
и организации производства. С точки зрения технологической однород-
ности оборудования различают обслуживание: станков-дублеров, т.е.
однотипных станков, на которых выполняются одинаковые операции;
однотипного оборудования, на котором выполняются разные опера-
ции; технологически разнородного оборудования, когда в его составе
различные станки.
По соотношению длительности операций, выполняемых многоста-
ночным комплексом, различают варианты, когда операции на всех стан-
ках равны по времени; когда длительность их неравная, но кратная;
когда длительность операций не равна и не кратна.
Система обслуживания оборудования в условиях многостаноч-
ной работы может быть: циклической, нециклической и комбиниро-
ванной.
Циклическое (маршрутное) обслуживание предполагает регламен-
тированный, повторяемый в каждом цикле обход станков по заранее опре-
деленному маршруту.
Нециклическое (сторожевое) обслуживание имеет место при
обслуживании группы разнотипного оборудования, на котором выпол-
няются операции разной длительности. В этом случае рабочий-много-
станочник наблюдает за работой всех станков и подходит к тому, кото-
рый требует обслуживания.
Комбинированное обслуживание — это сочетание маршрутного
и сторожевого видов обслуживания. Оно целесообразно для обслужи-
вания группы станков, выполняющих одноподходные операции с боль-
шой длительностью технологического цикла, и нескольких станков,
выполняющих относительно короткие многоподходные операции. При
этом обслуживание станков с большой длительностью операций осу-
ществляется по маршрутному способу, а остальных станков — по мере
потребности.
Варианты многостаночного обслуживания приведены на рис. 2.1.
30
co
Номер станка Гоп Тмс Г3 ти
1 6 4 2 6
2 6 4 2 6
3 6 4 2 6
Номер станка Гоп Гмс Г3 Гц
1 7 5 2 7
2 7 6 1 7
3 7 3 4 7
Номер станка Л>П Гмс Г3 Гц 7"пр
1 6 4 2 6 —
2 3 2 1 6 2
Номер станка Топ Тмс Гз Гц 7"лр Г„.с
1 8 6 2 8 — —
2 6 3 3 8 3 2
м
(д)
Рис. 2.1. Варианты графиков многостаночного обслуживания
Г3 — время занятости рабочего;
Ц Гмс — время машинно-автоматической
работы станка;
§ Гпр — свободное время (простой) рабочего;
Гп,с ~ простой станка
Гц — цикл многостаночного обслуживания;
Гоп — оперативное время
При обслуживании группы станков-дублеров (рис. 2.1а) или груп-
пы станков, на которых выполняются операции равной продолжитель-
ности (рис. 2.16), рабочий и оборудование полностью загружены работой
и не имеют простоев. В случае обслуживания станков, имеющих не рав-
ную, но кратную продолжительность операций (рис. 2.1в), могут быть
простои у рабочего. Для групп технологически разнородного оборудова-
ния, выполняющих операции неравной и некратной длительности
(рис. 2.1г), возможны простои как рабочих, так и станков. При обслужи-
вании станков с многоподходными операциями (рис. 2.1д) также возмож-
ны простои и рабочего, и оборудования.
Построение графиков различных вариантов многостаночного
обслуживания базируется на следующих расчетных основаниях.
Оперативное время выполнения операции (Гоп) представляет собой
сумму свободного машинного времени и времени занятости рабочего:
Т Т + Т
* ОП х MCI Л зг
Время автоматической работы станка (Гмс,), не перекрываемое
временем занятости рабочего при работе на данном станке, называет-
ся машинно-свободным временем и определяется по формуле
Т р
* MCI 1 о Л зп
ИЛИ
Гма “ То - (Тыр + Тан + Гпер),
где То — основное (технологическое) время;
Г3„ — время занятости рабочего, перекрываемое машинным временем
работы на данном станке;
Гмр — машинно-ручная работа;
Ган — время активного наблюдения за работой станка;
Гпер — время на переход от станка к станку.
Время занятости рабочего обслуживанием одного станка (7^)
складывается из следующих элементов:
7’=?’ +7* 1 Т 4- Т
*31 * в.н •* в.п •‘ан"'" -*пер>
где — вспомогательное неперекрываемое время;
Гв „ — вспомогательное перекрываемое время.
Общее время занятости рабочего при обслуживании группы стан-
Ков (Тэрм) будет равно сумме времени занятости рабочего по каждому
из обслуживаемых станков:
1=1
где п _ число обслуживаемых станков.
33
Основное условие эффективной организации многостаночного
рабочего места можно выразить соотношением
л-1
т >Ут..
MC /л 3»
»=1
В случае если Гмс > Гзрм, у рабочего возникает свободное время,
при Тмс < Г3рМ образуются простои оборудования.
Таким образом, число станков, включаемых в многостаноч-
ное рабочее место, не должно превышать определенного предела, с тем
чтобы по возможности не допустить простоев рабочего и оборудова-
ния.
Количество станков, объединенных в группу для многостаночно-
го обслуживания, определяется следующим образом:
для станков-дублеров и станков с равной длительностью опе-
раций
г.
для станков с различной длительностью выполняемых операций
т
зрм
где — коэффициент, учитывающий возможные отклонения от нормаль-
ного хода технологического процесса и необходимость микропа-
уз в работе многостаночника.
В таблице приведены значения этого коэффициента.
Значения коэффициента Кд
Тип производства Оборудование
универсальное специализированное
Массовое 0,85 0,90
Серийное 0,70 0,80
Единичное 0,65 0,75
Для правильной организации многостаночного обслуживания
важное значение имеет цикл многостаночного обслуживания (Гц), т.е.
период времени, в течение которого рабочий регулярно выполняет
комплекс работ по обслуживанию закрепленных за ним станков. Его
величина рассчитывается следующим образом:
34
1) при обслуживании станков-дублеров
Т* = Т . + 7* .*
*ц * мс» х зп
2) если у рабочего внутри цикла нет свободного времени, то время
цикла будет равно сумме занятости по обслуживанию всех станков:
т.=£г,,-
» = 1
Такой случай характерен при обслуживании станков-дублеров
(рис. 2.1а) и для станков, на которых выполняются операции равной
продолжительности (рис. 2.16).
Когда общая занятость рабочего по обслуживанию всех станков
меньше суммы машинно-свободного времени и занятости по обслу-
живанию одного станка, т.е.
<Гж1 +T3i,
1=1
то в каждом цикле у рабочего возникают простои (Гпр). Их величина
равна:
Т = Т - Т
* пр *и * зръг
При этом продолжительность цикла составит:
Т = Т +Т
Такая ситуация возникает при циклическом обслуживании станков,
имеющих не равную, но кратную длительность операций (рис. 2.1в).
При совпадении перерывов в работе станков и «неуспеваемости»
рабочего их обслужить возникают простои оборудования, т.е.
Tuci < TLpm («-!)•
Величину простоев каждого станка Т„ с можно определить по фор-
муле
Г .= р _ (7 +Т\
л п.С1 *ц \хмс1 з:/’
ИЛИ
Т =Т - Т
л П.С -*11 х оп*
При этом время цикла составит:
Т = Т -4- 7~* 1 Т
* ц Mei т * 3i п.сг
Такая ситуация возникает при циклическом обслуживании стан-
ков, на которых выполняются операции с неравной и некратной дли-
тельностью (рис. 2.1г).
35
При совмещении станков с многоподходными операциями
(рис. 2.1д), для которого характерно наличие простоев у станков и сво-
бодного времени у рабочего, цикл многостаночного обслуживания
определяют по наибольшей величине оперативного времени у одного
из обслуживаемых станков:
Ти = Толб+ Тпс; = (Тж6+ Тз6 +
где Гоп6 — наибольшее оперативное время у одного из обслуживаемых стан-
ков;
Тж6 — наибольшее машинно-свободное время одного из станков;
Г16 — наибольшая занятость обслуживанием одного из станков.
Время простоя каждого станка составит:
Г = у _ (т +Т}.
х ПС/ * ц \хмс/ х3//’
Время простоя рабочего определяется по формуле
Т =Т -УТ .
Пр U ‘ 3/
1=1
Важным элементом эффективной организации многостаночного
обслуживания является рациональная планировка, обеспечивающая
кратчайший маршрут перемещения рабочего от станка к станку, хоро-
ший обзор всей группы оборудования. Размещение оборудования осу-
ществляется в каждом конкретном случае в зависимости от особен-
ностей оборудования и формы его обслуживания. На рисунке 2.2
приведены типовые планировки рабочих мест и их применимость при
многостаночном обслуживании.
Критерием выбора той или иной планировки являются затраты
времени на подходы рабочего к станкам (Тпер). При кольцевом распо-
ложении оборудования и циклическом обслуживании
Гпер = < х 0,015 мин.,
где п — число обслуживаемых станков;
/с — среднее расстояние между станками, м;
0,015 — норматив времени на 1 м перехода рабочего от станка к станку,
мин.
При линейном расположении оборудования и циклическом
обслуживании
Гпср = 2/с(и - 1) 0,015 мин.
При нециклическом обслуживании среднее время перехода
от станка к станку определяется по эмпирической зависимости:
Тпер = Ц1 + 0,333 (п - 2)] 0,015 мин.
36
Параллельный
Кольцевой
Рис. 2.2. Варианты планировки рабочих мест при многостаночном
обслуживании
2.5. Разделение труда руководителей, специалистов
и служащих и формы их кооперации
Разделение труда руководителей, специалистов и служащих пред-
приятия охватывает распределение совокупности всех выполняемых
ими работ между группами или отдельными исполнителями и отража-
ется в организационной структуре предприятия. Последняя зависит
от масштаба выпуска продукции, сложности изделий, технологии
и организации производства, состава цехов. Определяющими фактора-
ми членения работ, формирующих процесс управления, между группа-
ми или отдельными работниками выступает функциональное, техно-
логическое и профессионально-квалификационное разделение труда.
Функциональное разделение труда руководителей, специали-
стов и служащих заключается в обособлении однородных работ, тре-
бующих определенного, только им свойственного комплекса знаний,
подготовки и навыков, по функциям управления. В сфере материаль-
ного производства к таким функциям относятся: организация управ-
ления, прогнозирование и планирование, техническая подготовка про-
изводства, оперативное управление производством, управление трудом
и социальным развитием коллектива, бухгалтерский учет и финансо-
вая деятельность, материально-техническое обеспечение и др. Пра-
37
вильное распределение функций и соответственно работников между
отделами и службами аппарата управления, устраняющее дублирова-
ние и параллелизм, основывается на разработке положений о подраз-
делениях, в которых четко определены задачи и права каждого из них
с учетом специфики труда, а также взаимоотношения с другими под-
разделениями.
Технологическое разделение труда представляет собой спе-
циализацию работников при выполнении работ, связанных общно-
стью технологических процессов. Это способствует выделению из раз-
личных видов их деятельности стереотипных и формализуемых
операций, которые могут выполняться с помощью подразделений,
оснащенных необходимыми техническими средствами. Такие службы
заняты выполнением информационно-технических операций, обеспе-
чивающих функциональные подразделения и руководителей различ-
ного уровня необходимой для принятия управленческих решений
информацией.
Профессионалъно-квалификационноеразделение труда руко-
водителей, специалистов и служащих основывается на распределении
обязанностей и разграничении ответственности между работниками
с учетом занимаемой должности, степени сложности поручаемых
работ, уровня профессиональных знаний, требуемых для их выполне-
ния и замещения должностей, специальности и квалификации в целях
обеспечения высокой эффективности труда каждого работника. Для
успешного проведения этой работы на предприятиях используется
Единый квалификационный справочник должностей служащих,
в котором для каждой должности определен круг обязанностей, ука-
зано, что должен знать работник, и установлены квалификационные
требования (образование и опыт работы).
Разделение труда руководителей, специалистов и служащих
неразрывно связано с формами его кооперации, которая, являясь
неотъемлемой стороной процесса разделения труда руководителей,
специалистов и служащих, представляет собой систему их производ-
ственных взаимосвязей для успешного осуществления их функций.
Она находит отражение в структуре функциональных подразделений
и системе подчиненности внутри них.
Так, функциональное разделение труда обусловливает необходи-
мость кооперации между соответствующими структурными подразде-
лениями и службами при выполнении закрепленных за ними функ-
ций. При технологическом разделении труда возможна кооперация как
между отдельными работниками, так и между структурными подраз-
делениями. Профессионально-квалификационному разделению тру-
38
да в основном соответствует кооперация внутри подразделения меж-
ду работниками.
Таким образом, задача разделения и кооперации труда руководи-
телей, специалистов и служащих практически решается в процессе
построения организационной структуры предприятия в целом и его
структурных подразделений. В основу этой работы положены следу-
ющие принципы:
оптимальная в конкретных условиях степень централизации
функций, обеспечивающая возможность централизованного решения
вопросов принципиального характера или требующих единообразно-
го решения и децентрализованного для тех из них, которые целесо-
образно решать на более низком уровне управления;
самостоятельное и эффективное решение вопросов на каждом
уровне управления в соответствии с компетенцией данной организа-
ционной единицы;
функциональная специализация, исключающая распыление
выполнения той или иной функции подразделения и обеспечивающая
полную ответственность каждого из них;
недопущение создания структурных подразделений при тре-
буемой численности работников ниже установленного минимума.
При формировании структурных подразделений исходят из сле-
дующих признаков:
совместимость элементов, процедур, входящих в состав работ
(их определенная общность, однородность используемой информации,
ее технологическая последовательность во времени);
сосредоточенность работ (согласование функциональных
и общезаводских интересов);
комплексность элементов в принятии решений;
соответствие функций и работ назначению деятельности струк-
турного подразделения.
При этом важное значение имеет численность подразделений. При
ее определении исходят из следующих положений.
Первичное подразделение (группа) создается минимум из 3—
5 человек. Руководитель такой группы исходя из принятых норм управ-
ляемости на выполнение функций управления тратит около 40% сво-
его рабочего времени, а остальное время работает как ведущий спе-
циалист.
Бюро организуется при наличии численности специалистов в пре-
делах 10—16 человек. Руководитель этого подразделения на выполне-
ние функций управления тратит в 1,5—2 раза больше времени, чем
руководитель группы.
39
Более крупное подразделение — отдел, создается при численности
сотрудников не менее 21 человека. Его руководитель выполняет толь-
ко функции руководства подчиненным ему подразделением.
Самым крупным подразделением является управление, состоящее
из отделов, бюро и групп.
Разработка Положений о структурных подразделениях позволя-
ет рационально организовать взаимоотношения между структурными
подразделениями, четко разграничить их задачи, функции и права
и зафиксировать их. На основании Положений разрабатываются долж-
ностные инструкции, определяющие организационно-правовое поло-
жение каждого работника. В этих документах указываются функции,
обязанности, права, взаимоотношения, критерии оценки и ответствен-
ность каждого работника.
Основываясь на принятой организационной структуре управле-
ния, проводят набор и расстановку руководителей, специалистов и слу-
жащих в соответствии с их специализацией, квалификацией, опытом,
деловыми и другими качествами.
ГЛАВА 3
ОРГАНИЗАЦИЯ И ОБСЛУЖИВАНИЕ
РАБОЧИХ МЕСТ
3.1. Рабочие места, их виды и требования к организации
Рабочее место является первичным звеном производственно-
технологической структуры предприятия (организации), той элемен-
тарной ячейкой, в которой осуществляются процесс производства, его
обслуживание и управление. Именно здесь происходит соединение
трех основных элементов этого процесса и достигается его главная
цель — производство предметов труда, оказание услуг либо технико-
экономическое обеспечение и управление этими процессами. От того,
как организованы рабочие места, во многом зависит эффективность
использования самого труда, орудий и средств производства и соот-
ветственно производительность труда, себестоимость выпускаемой
продукции, ее качество и многие другие экономические показатели
функционирования предприятия.
Рабочее место представляет собой закрепленную за отдельным
рабочим или группой рабочих часть производственной площади, осна-
щенную необходимыми технологическим, вспомогательным, подъемно-
транспортным оборудованием, технологической и организационной
оснасткой, предназначенными для выполнения определенной части про-
изводственного процесса.
Каждое рабочее место имеет специфические особенности, связан-
ные с особенностями организации производственного процесса, много-
образием форм конкретного труда. Вид рабочего места определяется
такими факторами, как тип производства, уровень разделения и коопе-
рации труда, место выполнения работы, содержание труда, степень
механизации и автоматизации, число единиц оборудования на рабо-
чем месте. Тип производства в свою очередь связан со специализаци-
ей рабочих мест и означает закрепление за каждым из них группы
однородных работ (операций).
Рабочее место, закрепленное за одним рабочим, называется инди-
видуальным рабочим местом-, закрепленное за группой (бригадой)
рабочих без закрепления за каждым из них индивидуальной рабочей
41
зоны — групповым (бригадным) рабочим местом. По месту выполне-
ния работы различают стационарные и передвижные рабочие места.
Большинство рабочих мест в промышленности — стационарные, т.е.
такие, у которых рабочая зона неизменна. Передвижные рабочие места,
как правило, организуют для вспомогательных рабочих (например,
наладчиков, ремонтников), которые в процессе работы перемещаются
на производственной площади.
По степени автоматизации и механизации можно выделить рабочие
места ручного труда, механизированные, полуавтоматизированные
и автоматизированные. В зависимости от количества обслуживаемого
оборудования различают: одностаночные (одноагрегатные) и много-
станочные (многоагрегатные) рабочие места.
В ряде случаев в зависимости от специфики производства могут
применяться другие классификационные признаки, на основе кото-
рых составляется характеристика конкретного рабочего места.
Организация рабочего места представляет собой материальную
основу, обеспечивающую эффективное использование оборудования
И рабочей силы. Главной ее целью является обеспечение высококаче-
ственного и эффективного выполнения работы в установленные сро-
ки на основе полного использования оборудования, рабочего време-
ни, применения рациональных приемов и методов труда, создания
комфортных условий труда, обеспечивающих длительное сохранение
работоспособности работников. Для достижения этой цели к рабоче-
му месту предъявляются технические, организационные, экономиче-
ские и эргономические требования.
Технические требования: рабочее место должно быть оснащено
прогрессивным оборудованием, необходимой технологической и орга-
низационной оснасткой, инструментом, контрольно-измерительными
приборами, предусмотренными технологией, подъемно-транспортны-
ми средствами.
Организационные требования: имеющееся на рабочем месте обо-
рудование должно быть рационально расположено в пределах рабо-
чей зоны; найден вариант оптимального обслуживания рабочего места
по его своевременному обеспечению сырьем, материалами, заготовка-
ми, деталями, инструментом, ремонтом оборудования и оснастки, убор-
кой отходов, обеспечены безопасные и безвредные условия труда.
Экономические требования: организация рабочего места должна
обеспечить оптимальную занятость работника(ов), максимально высо-
кий уровень производительности труда и качество работы.
Эргономические требования учитываются при проектировании
оборудования, технологической и организационной оснастки, плани-
ровке рабочего места.
42
Процессу труда работника независимо от того, какие функции
он выполняет, свойственны присущие ему закономерности, определя-
ющие:
размещение работника в рабочей зоне;
рабочую позу;
последовательность, количество и пространственную протя-
женность составляющих трудовой процесс трудовых движений;
последовательность вхождения человека в работу;
появление, наращивание и снижение утомляемости.
Эргономика исследует влияние, оказываемое на функциональное
состояние и работоспособность человека различными факторами про-
изводственной среды. Последние учитываются при проектировании обо-
рудования, организационной и технологической оснастки, обосновании
планировки. Правильная планировка должна предусматривать такое раз-
мещение работника в зоне рабочего места и такое расположение в ней
предметов, используемых им в процессе работы, которые обеспечили бы
наиболее удобную рабочую позу; наиболее короткие и удобные зоны дви-
жения; наименее утомительные положения корпуса, рук, ног и головы
при длительном повторении определенных движений.
Таким образом, задачи в области организации рабочих мест
направлены на достижение рационального сочетания вещественных
элементов производственного процесса и человека, обеспечение на этой
основе высокой производительности и благоприятных условий труда.
3.2. Специализация и оснащение рабочих мест
Основой для организации рабочего места является его специали-
зация, предполагающая закрепление за ним определенного круга работ
или операций по признаку их технологической однородности, слож-
ности, точности обработки, конфигурации и др. Чем выше специали-
зация производства, тем в большей степени появляется возможность
приспособить каждое рабочее место по планировке и оснащению к кон-
кретной работе, создать для рабочего наиболее благоприятные усло-
вия труда, учитывающие общие производственные требования для
данного вида работ и физиологические особенности каждого конкрет-
ного исполнителя.
Высокий уровень специализации рабочих мест достигается в мас-
совом производстве, где повторяемость выполняемых работ и большой
объем выпускаемой продукции дают возможность закрепить за рабо-
чим местом 1—2 деталеоперации в течение длительного периода. Такое
Рабочее место экономически выгодно оснащать специальным высоко-
производительным оборудованием, приспособлениями и инструмен-
том, внедрять прогрессивные системы обслуживания рабочих мест.
43
Наиболее неблагоприятные условия специализации в единичном
производстве, где происходит постоянная смена выполняемых работ,
выпускаемой продукции. Постоянное изменение характера выполня-
емых работ вынуждает применять универсальное оборудование, разно-
образные технологические приспособления, инструменты.
Правильное определение профиля рабочего места и его специа-
лизации, круга выполняемых технологических операций позволяет
перейти к выбору его оснащения — одного из условий высокопроиз-
водительного труда и безопасной работы.
Оснащение рабочего места представляет собой совокупность рас-
положенных в пределах рабочего места основного технологического
и вспомогательного оборудования, технологической и организационной
оснастки, инструмента, технической документации, средств связи
и сигнализации, средств охраны труда. Набор этих средств зависит
от технологического назначения рабочего места, уровня его специали-
зации, системы обслуживания рабочих мест.
Комплекс постоянного оснащения состоит из следующих элемен-
тов:
основного технологического оборудования, на котором выпол-
няется определенная часть производственного процесса, со всеми
загрузочными, контрольными и предохранительными устройствами;
вспомогательного оборудования (подъемно-транспортные
устройства, контрольные приборы, испытательные стенды);
предметов технологической оснастки (приспособления, моде-
ли, штампы, инструмент);
предметов организационной оснастки (оборудование для хра-
нения приспособлений, инструмента, запасных частей, вспомогатель-
ных материалов, рабочая мебель, тара);
устройств, создающих благоприятную обстановку и безопас-
ность в работе; предметов для поддержания на рабочем месте порядка
и чистоты.
Главное требование к вышеперечисленному оборудованию —
качество и обеспечение высокой производительности.
Средства оснащения рабочих мест делятся на предметы постоян-
ного и временного пользования.
К предметам постоянного пользования относится все то, что
должно находиться на рабочем месте независимо от характера выпол-
няемой работы:
оборудование;
постоянно используемые приспособления и инструменты;
подъемно-транспортные устройства;
44
вспомогательные материалы и инструменты по уходу за обору-
дованием;
инвентарь постоянного пользования и др.
К предметам временного пользования относится все то, надоб-
ность в чем связана с конкретно выполняемой операцией:
приспособления для данной операции;
рабочие и мерительные инструменты;
тара для хранения и передачи данной конкретной продукции и др.
Такая классификация способствует обеспечению необходимого
порядка на рабочих местах.
К каждой разновидности элементов оснащения рабочих мест
предъявляются определенные требования. Главными требованиями
при выборе основного технологического оборудования являются:
максимальное освобождение работающего от тяжелого физического
труда, удобство рабочей позы, удобство и легкость управления обору-
дованием, безопасность работы, обеспечение комфортных условий тру-
да. Выполнение этих требований зависит от того, как при разработке
оборудования учтены требования эргономики, производственной эсте-
тики и безопасности труда.
Аналогичные требования предъявляются и к вспомогательному
оборудованию — подъемно-транспортным устройствам, конвейерам,
контрольным приборам, испытательным стендам и устройствам и др.
При выборе технологической оснастки руководствуются тем, что
ее конструктивные особенности должны соответствовать характеру
выполняемых работ и операций, обеспечивать максимальное исполь-
зование технологических возможностей оборудования. Она должна
быть удобна для пользования, безопасна в работе, обеспечивать мини-
мальные затраты времени при монтаже на рабочем месте.
Состав и конструктивные особенности организационной оснаст-
ки должны способствовать экономии трудовых движений, удобству
рабочей позы, безопасности труда, рациональному использованию
производственной площади. В отличие от технологической оснастки,
которая жестко определяется содержанием технологического процес-
са, организационная оснастка зависит от специфики предметов
и средств труда, типа производства, системы обслуживания рабочих
мест, санитарных и эргономических факторов и др. При недостатке
организационной оснастки или нерациональной ее конструкции
У рабочих возникают непроизводительные движения, из-за чего неиз-
бежны потери рабочего времени. В то же время ее излишки ведут
к неоправданным дополнительным финансовым затратам, загромож-
дают рабочее место, затрудняют перемещение рабочего, транспорти-
45
ровку предметов труда, что в конечном счете приводит к снижению
производительности труда.
Одним из важнейших элементов организационной оснастки,
позволяющих организовать взаимодействие основных и вспомогатель-
ных рабочих, являются устройства и средства связи на рабочих местах.
Конкретный их вид зависит от состава выполняемых работ, системы
обслуживания рабочих мест основных рабочих, специфики производ-
ства в целом и конкретного рабочего места. Средства сигнализации
и связи призваны обеспечить минимальное время на передачу сигнала,
надежность и простоту работы, указывать причину и объект вызова.
Рабочее место обеспечивается необходимой справочной, техни-
ческой и учетной документацией, к которой относятся: чертежи, пас-
портные данные оборудования, схемы, инструкции по ремонту, уходу
и эксплуатации оборудования, наряды и графики обслуживания, кар-
ты организации труда и др. Ее наличие является важным условием для
организации рационального трудового процесса на рабочем месте.
Документация должна быть краткой и исчерпывающей по содержа-
нию, наглядной, легко читаемой и понятной для исполнителя. При
необходимости она может служить пособием для обучения рабочих.
3.3. Планировка рабочих мест
В системе мероприятий по организации рабочего места суще-
ственную роль играет рациональная его планировка.
Под планировкой рабочего места понимается взаимное (в трех-
мерном измерении) пространственное расположение на отведенной про-
изводственной площади основного и вспомогательного оборудования,
технологической и организационной оснастки и самого рабочего (или
группы рабочих).
Рациональная планировка рабочего места обеспечивает удобную
рабочую позу, возможность применения передовых приемов и мето-
дов труда, минимальные траектории движений рабочего, предметов
труда, их количество, соблюдение строгой последовательности, при
которой один элемент работы плавно переходит в другой. При этом
расположение средств и предметов труда должно удовлетворять основ-
ным требованиям, нарушение которых ведет к непроизводительным
затратам рабочего времени и энергии работника, преждевременному
утомлению и снижению производительности труда, нерационально-
му использованию производственных площадей, т.е.:
не создавать тесноты на рабочем месте;
не вызывать излишних движений, наклонов, хождений и пере-
мещения предметов труда, оснастки и готовой продукции;
46
к рабочему месту должен быть обеспечен свободный доступ для
профилактических ремонтов и осмотров, а также аварийного обслу-
живания;
рационально использовать отведенную под рабочее место про-
изводственную площадь;
планировка рабочего места должна учитывать технологические
маршруты, маршруты работы, возможность применения наиболее
целесообразных в данных условиях транспортных средств.
При проектировании планировки рабочих мест различают внеш-
нюю и внутреннюю планировку. Под внешней планировкой понима-
ется положение данного рабочего места относительно других рабочих
мест участка, линии, цеха, грузопотоков, стен, колонн и т.д.
Основным требованием к рациональности внешней планировки
является:
обеспечение минимального расстояния перемещений рабоче-
го в течение смены;
экономное использование рабочей площади и удобство в работе.
Критерием рациональности планировки (X) может быть сравне-
ние затрат времени на выполнение операции, тарифных ставок рабо-
чего и амортизационных отчислений за использованную производ-
ственную площадь при всех возможных вариантах планировки:
X = ACnQn: ЮОФдф + СТГШТ -> rain,
где А — процент амортизационных отчислений за используемую произ-
водственную площадь;
Сп — стоимость единицы производственной площади, руб.;
Q. — производственная площадь, занимаемая рабочим местом, м2;
Фэф — годовой эффективный фонд времени работы оборудования, ч;
Ст — тарифная ставка рабочего, руб./ч;
Гшт — норма времени на операцию, ч.
Размер производственной площади (Q„), отводимой под рабочее
место, рассчитывается по формуле
Оп = (а + б + 0,5в)(г + 0,5д),
где а — длина основного оборудования на рабочем месте, м;
б — расстояние от стены или колонны до рабочего места, м;
в — размер прохода между рабочими местами, м;
г — ширина основного оборудования, м;
д — расстояние между рабочими местами по ширине, м.
Санитарными нормами предусмотрено, что на каждого рабочего
должно приходиться не менее 4,5 м2 производственной площади при
высоте помещения 3,2 м. В машиностроении приняты следующие раз-
47
меры удельной площади, приходящейся в среднем на один станок
вместе с проходами: для мелких станков — до 10—12 м2; для средних —
15—25 м2; для крупных — 30—45 м2. Расстояние между оборудованием
в пределах рабочей зоны должно быть не менее 800 мм, а между боко-
выми и задними плоскостями — не менее 500 мм. Ширину главных
проездов рекомендуется устанавливать не менее 3000 мм, а ширину
проездов между оборудованием — равной ширине тележки с грузом
плюс 800 мм с обеих сторон.
Разработка планировки рабочего места, ее последующая рацио-
нализация осуществляются на основе проведенного анализа либо
в ходе проведения аттестации рабочего места в такой последователь-
ности:
определяется (или уточняется) его общее местоположение
на участке в соответствии со специализацией данного рабочего места
и характером выполняемых работ, а также с учетом технологических
и транспортных потоков;
уточняется размещение основного оборудования в зоне рабо-
чего места относительно технологического и транспортного потока,
источника света, электроснабжения и т.д.;
осуществляется привязка вспомогательного оборудования,
постоянно участвующего в технологическом процессе (транспортеры,
подъемно-транспортные устройства и т.д.), к основному технологиче-
скому оборудованию;
устанавливается рациональное месторасположение исполни-
теля в процессе труда по отношению к основному технологическому
и вспомогательному оборудованию с учетом характера данной опера-
ции (работы) и размеров оптимальной рабочей зоны;
определяются места размещения организационной и техноло-
гической оснастки, тары с материалами и готовой продукции с учетом
их минимальных расстояний до исполнителя;
оценивается степень рациональности планировки рабочего
места1.
Внутренняя планировка рабочего места представляет собой
размещение технологической оснастки и инструмента в рабочей зоне,
инструментальных шкафах и тумбочках, правильное расположение
заготовок и деталей на рабочем месте. Она должна обеспечить удоб-
ную рабочую позу, короткие и малоутомительные движения, равно-
1 См.: Научная организация труда в промышленности. М.: Экономика, 1986.
48
мерное и по возможности одновременное выполнение трудовых дви-
жений обеими руками.
Для соблюдения этих условий пользуются практическими прави-
лами:
для каждого предмета должно быть отведено определенное
место;
предметы, которыми пользуются во время работы чаще, долж-
ны располагаться ближе к рабочему и по возможности на уровне рабо-
чей зоны;
предметы необходимо размещать так, чтобы трудовые движе-
ния рабочего свести к движениям предплечья и пальцев рук;
все, что берется левой рукой, располагается слева, все, что пра-
вой,— справа, материалы и инструменты, которые берутся обеими рука-
ми, располагаются с той стороны, куда во время работы обращен кор-
пус рабочего.
Внутренняя планировка рабочего места должна обеспечить такое
оперативное пространство, при котором рабочий может свободно
выполнять необходимые трудовые приемы и действия, размещать мате-
риальные элементы производства и формировать рабочие зоны
с учетом зон досягаемости при различных рабочих позах как в гори-
зонтальной, так и в вертикальной плоскостях. Пределы досягаемости
и нормальные зоны движений рук рабочего в горизонтальной и верти-
кальной плоскостях, а также оптимальные габаритные размеры рабо-
чих мест для человека среднего роста, занятого выполнением различ-
ных работ, разработанные с учетом требований физиологии труда,
приведены на рисунке.
Зона досягаемости — пространство, объем которого ограничен
возможными траекториями движения рук рабочего. Оптимальная зона
ограничивается траекториями движения полусогнутых рук, осуществ-
ляемого без наклонов корпуса при свободно опущенных плечах. Мак-
симальная зона ограничивается траекториями движения вытянутых
рук. Зоны досягаемости определяются исходя из антропометрических
данных предполагаемых работников.
Кроме того, при проектировании внутренней планировки рабо-
чего места необходимо учитывать и зону обзора, в пределах которой
рабочий должен отчетливо видеть все предметы, находящиеся на его
рабочем месте. Для восприятия средств отображения информации в
горизонтальной плоскости рекомендуется угол обзора 30—40°. В вер-
тикальной плоскости оптимальный угол обзора составляет по 15° вверх
и вниз по отношению к горизонтальной.
49
Зоны досягаемости при различных рабочих позах:
1 — максимальное рабочее пространство; 2 — нормальное рабочее
пространство
3.4. Организация обслуживания рабочих мест
Обслуживание рабочих мест является важной частью производ-
ственного процесса. Его цель — обеспечение средствами и предметами
труда, необходимыми для осуществления производства. Такое обслу-
живание включает:
своевременное доведение до рабочих производственного зада-
ния с соответствующей документацией;
бесперебойное снабжение рабочих мест материалами, заготов-
ками, полуфабрикатами, комплектующими изделиями, инструментом
и приспособлениями;
ремонтное обслуживание, наладочные и транспортные работы,
контроль качества продукции, поддержание чистоты на рабочих местах.
Эффективность труда вспомогательных рабочих, выполняющих
перечисленные выше функции, во многом зависит от того, какая систе-
50
ма обслуживания основных рабочих принята на предприятии. Систе-
ма обслуживания представляет собой комплекс регламентированных
по объему, периодичности, срокам и методам мер, определяющих сферу
деятельности отдельных групп вспомогательных рабочих по обеспече-
нию рабочих мест основных рабочих материалами, инструментом,
документацией и комплексом услуг и работ, необходимых для беспере-
бойного высокопроизводительного труда. Она должна соответствовать
типу производства и характеру труда на рабочих местах основного про-
изводства, увязана со структурой производства и управления, обеспе-
чивать комплексность обслуживания.
Система обслуживания рабочих мест базируется на функциональ-
ном разделении труда на предприятии, в результате которого основ-
ные рабочие максимально высвобождаются от выполнения вспомога-
тельных работ, а каждая функция обслуживания осуществляется
определенными профессионально-квалификационными группами
вспомогательных рабочих.
Различают следующие функции обслуживания рабочих мест:
производственно-подготовительную — комплектование предме-
тов труда, выдача производственного задания и технической докумен-
тации, проведение производственного инструктажа;
инструментальную — обеспечение инструментом и приспособ-
лениями, заточка и ремонт инструмента;
наладочную — наладка, переналадка и подналадка оборудова-
ния и технологической оснастки. Первоначальная наладка заключа-
ется в установке, оснащении и регулировке нового оборудования;
переналадка — в смене оснастки и регулировки оборудования при
переходе к производству нового изделия; подналадка — в устранении
появившихся в ходе выполнения производственного задания наруше-
ний в работе оборудования, приспособлений и оснастки;
контрольную — контроль качества продукции и соблюдение тех-
нологического режима, предупреждение брака, обслуживание и ремонт
мерительного инструмента и контрольно-измерительной аппаратуры;
транспортно-складскую — приемка, учет, хранение и выдача
материалов, деталей, инструмента, доставка к рабочим местам пред-
метов и средств труда, вывоз с рабочих мест готовой продукции, а так-
же отходов производства;
поддержания в рабочем состоянии основного и вспомогатель-
ного оборудования, включающая его профилактическое обслужива-
ние, все виды ремонтов;
энергетическую — обеспечение рабочего места всеми видами
энергии (электричеством, сжатым воздухом, паром и т.д.);
51
ремонтно-строительную — текущий ремонт производствен-
ных помещений строительство мелких вспомогательных помещений,
ремонт дорог и подъездных путей;
хозяйственно-бытовую — систематическая уборка производ-
ственных помещений и территорий, санитарно-гигиеническое и куль-
турно-бытовое обслуживание.
Все эти функции могут выполняться по централизованной, децен-
трализованной и смешанной системам.
При централизованной системе обслуживание осуществляется
едиными функциональными службами предприятия.
Децентрализованная система предусматривает, что функции
обслуживания выполняются либо производственными, либо обслужи-
вающими рабочими, находящимися в данных подразделениях (цех,
участок, линия).
При смешанной (комбинированной) системе одни функции обслу-
живания выполняются централизованно, другие — децентрализованно.
Значительными организационными и экономическими преиму-
ществами обладает централизованное обслуживание, позволяющее
более рационально использовать работников обслуживающих служб,
концентрировать их усилия в необходимый период на определенных
участках обслуживания, механизировать труд и т.д. При этом улучша-
ются возможности для организации внутрипроизводственного плани-
рования работ по обслуживанию, что повышает его качество, надеж-
ность, своевременность, экономичность.
При децентрализованной системе каждый руководитель цеха
имеет в своем подчинении вспомогательных рабочих, которые выпол-
няют весь комплекс необходимых работ. Это обеспечивает своевремен-
ность и оперативность их выполнения. Однако, как показала практи-
ка, при этой системе сложно обеспечить нормальную и стабильную
занятость вспомогательного персонала, рациональное его использова-
ние в соответствии с квалификацией.
Наибольшее распространение на предприятиях промышленности
получила смешанная (комбинированная) система обслуживания, при
которой часть функций обслуживания осуществляется централизован-
но, а другая — децентрализованно.
На выбор системы обслуживания влияют масштаб и тип произ-
водства, производственная структура предприятия, качественный уро-
вень имеющегося оборудования, сложность выпускаемой продукции,
требования к ее качеству, планировка производственных площадей
и др. Однако во всех случаях критерием выбора оптимальной системы
52
обслуживания является минимум затрат рабочего времени и матери-
альных ресурсов на этот процесс.
С этой точки зрения в основу построения любой из перечислен-
ных систем должны быть заложены следующие принципы:
планово-предупредительный, профилактический характер;
гибкость;
комплексность;
высокое качество обслуживания;
экономичность.
Планово-предупредительный, профилактический характер обслу-
живания означает согласование системы обслуживания с оперативно-
календарным планированием хода основного производства, предвари-
тельную подготовку и доставку всего необходимого для эффективного
функционирования рабочего места, включая комплектование его мате-
риалами, заготовками, инструментом, приспособлениями, документа-
цией в течение смены и суток. Регламент обслуживания должен быть
подчинен графику основного производства. Поэтому работы, требу-
ющие остановки оборудования, должны выполняться во внутрисмен-
ные и междусменные перерывы или в нерабочие дни.
Гибкость системы означает возможность оперативной ее пере-
стройки в связи с возможными отклонениями от нормального хода
процесса обслуживания.
Комплексность системы предполагает согласование и увязку меж-
ду собой всех функций обслуживания, выполняемых различными
службами предприятия в течение одного и того же промежутка време-
ни и на одних объектах.
Высокое качество и экономичность обеспечиваются соответству-
ющей квалификацией вспомогательных рабочих при оптимальной
их численности, четкой организацией их труда, обеспечением всем
необходимым для выполнения своих функций.
Конкретное обслуживание рабочих мест может осуществляться
в виде одной из трех основных форм: стандартной (регламентирован-
ной), планово-предупредительной и дежурной.
Стандартное (регламентированное) обслуживание позволяет
строго увязать работу обслуживающего персонала с графиком работы
основного производства и тем самым сводит к минимуму простои основ-
ных рабочих и оборудования. Эта увязка обеспечивается разработкой гра-
фиков или расписаний, согласно которым функции обслуживания осу-
ществляются в обязательном порядке и объеме в установленные сроки.
К достоинствам данной формы обслуживания относится обеспеченность
53
полной загрузки вспомогательных рабочих, сокращение затрат времени
на обслуживание, высокое качество работ. Эта система наиболее целесо-
образна в массовом и крупносерийном производстве.
В серийном производстве, где существует большая вероятность
возможных отклонений от нормального течения производственного
процесса, целесообразно использовать планово-предупредительное
обслуживание. Эта форма носит предупредительный характер, что
выражается в предварительном комплектовании рабочей документа-
ции, инструментов и приспособлений, заготовок, проведении ремонтов,
наладок и других работ. Все комплекты в соответствии с календарны-
ми планами-графиками основного производства изделий заблаговре-
менно доставляются на рабочее место. Таким образом обеспечиваются
четкая и ритмичная работа обслуживающего персонала и минималь-
ная вероятность возникновения простоев у основных рабочих.
Дежурное обслуживание используется в единичном и мелкосе-
рийном производствах и характеризуется отсутствием заранее разра-
ботанных графиков и расписаний. Оно осуществляется по вызовам
основных рабочих по мере необходимости. Обязательным условием
этой системы является наличие оперативной связи рабочих мест
со вспомогательными службами и диспетчерским пунктом.
Говоря о целесообразности той или иной формы обслуживания
основного производства было бы неправильно рекомендовать в чистом
виде ту или иную. Любому типу производства свойственны не только
закономерные процессы, но и случайные отклонения от них. Поэтому
каждую систему регламентированного обслуживания, предупрежда-
ющую большую часть возможных отклонений от нормального хода
производственного процесса, но не исключающую возможности их воз-
никновения, должна дополнять другая система, быстро реагирующая
на отклонения и устраняющая их.
Таким образом, речь идет о смешанной системе, при которой часть
функций обслуживания производства осуществляется по заранее раз-
работанному регламенту, а часть — по мере возникновения тех или
иных отклонений от регламента. Оптимальное соотношение между
объемами регламентированного и нерегламентированного обслужива-
ния зависит от многих факторов. Необходимо оценивать преимуще-
ства и недостатки и находить оптимальные в экономическом отноше-
нии решения.
Разработка системы обслуживания рабочих мест включает:
выбор форм ее организации;
определение профессионального состава обслуживающего
персонала;
54
установление ее регламентации;
обеспечение обслуживающего персонала соответствующей
технической и инструктивной документацией;
расчет норм обслуживания;
организацию труда и оснащение рабочих мест вспомогатель-
ных рабочих;
организацию регулярной и надежной связи между рабочими
местами основного производства и обслуживающим персоналом.
Проектирование осуществляется в несколько этапов.
На первом этапе выявляются состав и объем работ по видам
обслуживания для каждого рабочего места основных рабочих и уста-
навливается функциональное содержание системы обслуживания.
На втором этапе по всем функциям обслуживания на основании
соответствующих нормативов формируются группы вспомогательных
рабочих.
На третьем этапе определяются форма обслуживания, зоны
обслуживания, связи между основными и обслуживающими рабочими.
На четвертом этапе разрабатывается регламент обслуживания,
составляются графики-регламенты, рассчитываются маршруты и рас-
писания перемещения вспомогательных рабочих, проектируется орга-
низация рабочих мест вспомогательных рабочих.
3.5. Комплексное проектирование организации
и обслуживания рабочих мест
Оптимальную организацию каждого рабочего места можно обес-
печить с помощью комплексного подхода, позволяющего совместить
проектирование планировки рабочего места с его оснащением, разра-
боткой приемов и методов труда, выбором форм организации труда
и нормированием труда, созданием благоприятных условий труда
и разработкой наиболее целесообразной системы его оплаты. Эта рабо-
та основывается на результатах комплексного анализа всех элементов
трудового процесса с учетом его технико-экономических, психофизи-
ологических и социальных аспектов, техники и технологии производ-
ства, использовании достижений науки и передовой практики и отра-
жается в специальном документе — карте организации труда.
Карта организации труда — это концентрированное изложение
проекта планировки рабочего места и организации труда, разработан-
ного на основе предварительных инженерно-экономических, санитар-
но-гигиенических, психофизиологических и других исследований.
В ней даются рациональные: планировка рабочего места и последова-
тельность действий работника, приемы и методы труда, его нормы,
55
организация и обслуживание рабочего места, требования к исполни-
телю и формы оплаты труда. Форма и содержание карт различаются
в зависимости от специфики труда основных и вспомогательных рабо-
чих, особенностей комплексного анализа и проектирования.
Комплексный анализ и проектирование трудовых процессов
основных рабочих включает пять этапов.
На первом этапе проводится анализ назначения операции. Здесь
выясняются:
цель введения операции в технологический маршрут, характер
операции (постоянный, временный), не была ли введена операция для
устранения какого-либо затруднения или вследствие неправильного
выполнения предыдущей операции;
связь операции с другими операциями технологического про-
цесса. Не следует ли изменить предыдущую или последующие опера-
ции и таким образом сократить затраты времени;
возможность совмещения или'расчленения операции.
На втором этапе проводится комплексный анализ существу-
ющего трудового процесса, всех составляющих его элементов. Осно-
ванием такого анализа служат данные изучения использования внутри-
сменного фонда времени рабочим и времени работы оборудования
с целью установления степени загрузки исполнителя и оборудования
в процессе производства. Для этого используются хронометражные
наблюдения и фотография рабочего времени. Полученные материалы
дают возможность определить:
фактический состав работ; удельный вес каждого из видов работ
и функции в общих затратах;
долевое участие каждого исполнителя в выполнении различ-
ных работ;
степень дублирования работ разными исполнителями;
среднюю занятость рабочих в течение смены;
затраты оперативного времени;
среднюю величину неиспользованного времени всеми рабочи-
ми и отдельными исполнителями;
время на выполнение несвойственных работ;
величину потерь рабочего времени по различным причинам.
Кроме того, выясняется технологическая возможность передачи
выполнения работ или обязанностей по двум (или нескольким) про-
изводственным функциям одному исполнителю, профессиональная
пригодность рабочего для их выполнения. Определяется комплекс
работ и функций, поручаемых исполнителю (или бригаде).
56
Изучение операции начинается с укрупненного анализа ее струк-
туры, с технологической и трудовой точек зрения, т.е. по переходам
и трудовым приемам. Определяются число переходов и их очередность.
Операцию расчленяют на приемы, действия и движения.
Фактические затраты рабочего времени на выполнение каждого
приема и операции в целом определяются с помощью хронометраж-
ных наблюдений. Это позволяет проверить и качество действующих
на рабочем месте норм труда. Условия труда анализируются путем
проведения инструментальных замеров значений факторов, формиру-
ющих условия труда на рабочем месте.
Анализируются внутренняя и внешняя планировки рабочих мест.
Изучаются применяемые приемы и методы труда (методика анализа
по всем указанным направлениям более подробно рассмотрена в соот-
ветствующих разделах данной работы).
Анализируется соответствие исполнителя требованиям, предъяв-
ляемым к нему рабочим местом, путем сопоставления соответствия
профессии и квалификации рабочего разряду работы и специально-
сти. Если рабочее место требует специального отбора исполнителей,
это соответствие определяется по конкретным критериям. Изучаются
также формы и системы оплаты труда и премирования.
На третьем этапе осуществляется комплексное проектирование
трудового процесса по всем его элементам. Для этого на каждое рабо-
чее место составляется Карта организации труда (табл. 3.1). Карта
содержит 11 разделов, отражающих характер операции, применяемую
технологическую и организационную оснастку, регламент рабочего
дня, содержание трудового процесса, планировку рабочего места, мето-
ды труда, порядок обслуживания рабочего места, условия и нормы
труда, форму организации труда, систему его оплаты и требования
к исполнителю.
Все разделы взаимосвязаны и позволяют построить трудовой
процесс в соответствии с установленной последовательностью, прин-
ципами и критериями.
Комплексный анализ и проектирование трудового процесса
вспомогательных рабочих проводятся в три этапа.
На первом этапе определяется правильность расчета действу-
ющей нормы (зоны) обслуживания. Для этого действующая норма
сравнивается с нормой, рассчитанной на основании Общемашино-
строительных типовых норм, нормативов численности и нормативов
времени обслуживания вспомогательных рабочих цехов основного
и вспомогательного производства (М.: НИИТруда, 1979).
57
Карта организации труда
БелавтоМАЗ Цех: задних мостов Участок: редукторов Бригада: Карта организации труда Профессия: токарь № рабочего места
I. Исходные данные
II. Регламент рабочего дня
1.1. Предмет труда
и технология обработки
Деталь —вал 0561154
Чертеж ПА 478521
Операция — обточка по диамет-
ру черновая
Материал — сталь хромистая 40Х,
Зв = 72 кг/ммг
460
[Оперативная работа
20
Регламентированная замена
-----инструмента и подналадка
станка
Обеденный
перерыв
Нормированный
отдых
График работ: первая смена 7.00—15.30;
вторая смена 15.30—24.00
1.2. Технологическая оснастка
IV. Планировка рабочего места
Наимено- вание Обозна- чение (шифр) Количе- ство, шт.
Резец <р = 90* Т5К10 1
1.3. Организационная оснастка
Наимено- вание Обозна- чение (шифр) Количе- ство, шт.
Стол с инстру- менталь- ными ящи- ками 1
Стол при-
емный С3705.23 1
Условные обозначения:
1 — стол с инструментальными ящиками;
2 — стол приемный;
3 — стеллаж-подставка;
4 — тара производственная;
5 — планшет для чертежей;
6 — решетка под ноги рабочему
58
основных рабочих
Таблица 3.1
Число рабочих, работающих в каждой смене I смена 1
II смена 1
III смена —
III. Трудовой процесс
Установить деталь в пневматический патрон и включить станок.
Снять готовую деталь и отложить ее в ящик
V. Методы труда
Трудовые приемы Действия рук Движения корпуса и ног Время с учетом перекрытий, с
левой с правой с корпуса С НОГ С
Установить и закрепить деталь в патроне Берет ключ и подносит к патрону Закрепляет деталь предвари- тельно Зажимает деталь Вынимает и отклады- вает ключ 3 4 2 4 Берет заго- товку из ящика Подносит деталь к патрону Поддержи- вает деталь Зажимает деталь Включает станок 4 3 4 2 4 Поворот на 90’ 4 4 3 4 2 4
Снять гото- вую деталь и отложить в ящик Берет ключ, вставляет и открепля- ет деталь Держит ключ 5 4 Поддержи- вает и берет деталь Откладыва- ет деталь в ящик 3 4 Поворот на 90’ 4 5 4
59
Наимено- вание Обозна- чение (шифр) Количе- ство, шт.
Стеллаж- подставка СД3702.10А 1
Планшет для чер- тежей СД3750.04 1
Решетка под ноги 1
Тара про- изводст- венная 1
VI. Обслуживание рабочего места
Функции обслуживания Содержание обслуживания Исполнитель Средства связи Вид само- обслуживания
1. Обеспечение 1. Распределение Распределитель Сигнальная связь Уборка рабочего
рабочего места работ в течение работ с мастером, рас- места три раза
вспомогательными смены по графику пределителем в течение смены:
материалами, обслуживания работ, наладчи- в начале смены —
деталями, узлами основного рабо- чего ком, электриком и др. 3 мин., после обе- да—3 мин., в кон-
2. Профилактиче- ский осмотр обо- рудования, наладка 3. Обеспечение инструментом 4. Уборка рабочего места и производ- ственного поме- щения 2. Наладка в тече- ние смены соглас- но графику 3. Доставка инструмента по графику 4. Уборка три раза вдень Наладчик Работник ИРК Уборщик це смены — 3 мин.
VIII. Нормы труда IX. Форма организации труда X. Система оплаты труда
Нормы времени Нормы выработки Индивидуальная Сдельно-премиальная
Тщ, = 3,67 мин. Нвыр = 130шт.
Состав нормы времени Использование рабо- чего времени
60
Продолжение табл. 3.1
VII. Условия труде
Факторы условий труда Значение факторов
фактическое нормативное
Санитарно-гигиенические
1. Вредные химические вещества, мг/м3 — —
2. Пыль металлическая, мг/м3 4 6
3. Шум, дБА 70 80
4. Инфразвук, дБ — —
5. Освещенность, лк 320 300
6. Температура воздуха, 'С 19 21
7. Тепловое излучение, Вт/м3 — —
8. Относительная влажность, % — —
9. Биологические факторы — —
Психофизиологические
1. Статическая нагрузка за смену, кг/с 40 000 43 000
2. Рабочая поза 4-А 4-А
3. Темп работы 320 750
4. Монотонность — —
XI. Требования к исполнителю
Профессия Токарь
Разряд 3 Стаж Не менее 3 лет
Образование [ Среднее специальное [
61
Т1ет = 0,12 тк=1,31 ТО1Д = 0,42 Т„=1,7 = 0,12 К«=1.8 Кза. = 0,42
Разработал Подпись Дата Согласовано Подпись
Инженер по нор- мированию труда Начальник БТЗ
Начальник техни- ческого бюро
Инженер-технолог Инженер НОТ
Также изучается структура затрат рабочего времени с целью
совершенствования организации труда путем устранения потерь
и сокращения нерациональных затрат времени. Для этого проводит-
ся фотография рабочего времени исполнителя (исполнителей).
Одновременно оценивается рациональность трудового процесса.
Выделяются работы, не свойственные данной функции обслужива-
ния, дублируемые рабочими других функций обслуживания. Опре-
деляется возможность механизации работ или их части, совмеще-
ния и выполнения с другими работами или с машинно-свободным
временем. Оценивается целесообразность сложившейся последова-
тельности выполнения элементов работы. Данные анализа являют-
ся основанием для корректировки рассчитанной по нормативам
нормы труда, уточнения функциональных обязанностей, проекти-
рования трудового процесса.
Кроме того, изучается и анализируется назначение функций обслу-
живания для выявления их необходимости. Такой анализ включает иссле-
дование:
цели функции — какова цель данной функции обслуживания,
каков ее характер — постоянный или временный;
содержания работ по данной функции;
возможности совмещения или расчленения работ;
долевого участия каждого исполнителя в выполнении различ-
ных видов работ.
На основании данных этого анализа разрабатываются рекомен-
дации по изменению разделения и кооперации труда, совершенство-
ванию форм организации труда.
Анализируются организация и оснащение стационарных и пере-
движных рабочих мест. При этом учитывается:
62
Продолжение табл. 3.1
Специальные требования, связанные с выполняемой работой
Нет
Дата Утвердил Подпись Дата
Начальник ООТиЗ
— Начальник ТО
соответствие организации рабочих мест общим требованиям
системы обслуживания производства в целом;
большое разнообразие работ, определяющих оснащение рабо-
чих мест, планировку;
относительно широкий диапазон возможных мест выполнения
работ, что вызывает необходимость соответствующего оснащения
и планировки зон обслуживания, а также выбора портативной органи-
зационной оснастки (для переноски инструмента, материалов, запча-
стей и т.п.) и организации передвижных рабочих мест.
Указанные особенности требуют комплексного решения основ-
ных вопросов организации рабочих мест на исходной площадке
в период перемещения в зоне обслуживания и на месте непосредствен-
ного выполнения работ.
Изучение стационарных рабочих мест предполагает анализ:
оснащения рабочего места;
планировки рабочего места;
состава средств связи и сигнализации;
: документации.
Основанием для рационального оснащения рабочего места слу-
жит анализ трудовых и технологических процессов, осуществляемых
на данном рабочем месте.
Изучается система оплаты и материального стимулирования рабо-
чих. При этом определяется, насколько она соответствует особенностям
организации труда на данном участке, какова материальная заинтере-
сованность рабочих в совершенствовании организации труда. Анали-
зируются причины и факторы, обусловившие выбор той или иной систе-
мы заработной платы, а также показатели премирования, оцениваются
их эффективность и соответствие конкретным условиям производства.
63
Карта организации труда
БелавтоМАЗ Цех: задних мостов Участок: редуктора Бригада: Карта организации труда Профессия: наладчики
I. Функции исполнителя
II. Регламент
Перечень функций
А. Основные функции
Наладка
1. Съем, установка, транспорти-
ровка, крепление и регулировка
режущего инструмента, приспо-
соблений и т.д.
2. Опробование наладки, изго-
товление пробных деталей
в соответствии с техническими
условиями и сдача их ВТК
3. Периодический контроль каче-
ства деталей в процессе их обра-
ботки (изготовления); разреше-
ние вопросов с другими служба-
ми цеха
4. Настройка оборудования
на новую операцию или новый
технологический процесс
5. Передача налаженного обору-
дования рабочим-операторам
и проведение с ними инструктажа
Подналадка
6. Смена или регулировка режу-
щего инструмента по мере его
износа и элементы работ, пере-
численные в п. 2,3 и 4 для наладки
Мелкий ремонт
7. Исправление установленных
защитных устройств, приспособ-
лений, штампов, трубок подвода
воздуха, смазка и т.д.
Б. Дополнительные функции
1. Подготовка и уборка режущего,
слесарного, вспомогательного
и измерительного инструмента,
необходимого для выполнения
основных функций наладки
и подналадки оборудования
2. Правка и подготовка режущего
инструмента
3. Участие в сдаче готовых деталей
ВТК, в передаче для ремонта и при-
емке из ремонта оборудования
4. Прием и сдача смены
80 20 10 100
Настройка инструмента вне станка
График работы: I смена — 7.40—16.00, II смена —
III. Планировка
64
вспомогательных рабочих Таблица 3.2
№ рабочего места Число рабочих, работающих в каждой смене 1 смена 4
II смена 3
4 III смена —
рабочего дня
40 100 10 20 100
40
Обеденный перерыв
20
I I Нормированный отдых
16.00—24.00, III смена — 00.00—7.40
зоны обслуживания
.........ГЯТ»»! ............F'^77^77'1
Ток. 6 шп.
п/а
Инл.№
4204069
гЛГлгЛг'Л
ЗуборезныиХ Зуборезный\ Зуборезный Зуборезный\
п/а I п/а I п/а I п/а I
Яле. At J Яме. № J Яме. At I Ине. №J
4204468 у* 4204490 f 4204535 f 4204232 f
65
IV. Планировка рабочего места V. Оборудование, оргоснастка и техдокументация VI. Инструмент
Наименование Наименование К-во (к-т, шт.)
— 1. Шкаф для хранения инструмента 2. Столик передвижной 3. Стеллаж для технической оснастки 4. Тумбочка инструментальная 5. Стул 6. Урна для мусора Техдокументация 1. Технологические карты наладки оборудования 2. График замены инструмента 3. Чертеж детали 4. Производственное задание 5. Карта организации труда 6. Инструкции 1. Режущий 2. Слесарный 3. Вспомога- тельный 4. Мерительный к-т к-т к-т к-т
1_1
4
VIII. Система оплаты труда
Повременно-премиальная с выдачей нормированных заданий
Структура
Разряд 1 II III IV V VI
Количество рабо- чих по разрядам — — — — 1 6
Тариф в руб. 133,15
Премия Размер (% к тарифу)
За выполнение нормированных заданий 20
За отличное качество выпускаемых изделий 15
IX. Норма труда X. Форма организации труда XI. Техника безопасности
По штатному расписанию Списочная численность Требуемая численность Индивидуальная Коллективная: наладчики, входят в состав ком- плексной бригады 1. Выполнение требований Инструкции № 36 2. Инструктаж на рабочем месте мастером 3. Повторный инструктаж (раз в месяц) мастером
7 7 5
66
Продолжение табл. 3.2
VII. Обслуживание рабочего места и средства связи
Функции обслуживания Содержание обслуживания Исполнитель Средства связи
1. Производственно- Обеспечение техниче- Тех. бюро цеха 1. Визуально (в пре-
подготовительная ской документацией делах участка)
2. Ремонтная Поддержание оборудо- Слесари-ремонтники, 2. Система «Сигнал»,
вания в состоянии тех- нической готовности путем периодических осмотров и ремонта электромонтеры, смазчики телефон
3. Инструментальная 4. Контрольная Обеспечение инструментом, необхо- димым для выполнения наладочных работ Контроль первой детали после переналадки на рабочем месте, контроль готовой про- дукции Кладовщик ИРК, водитель электрокары
5. Хозяйственно- бытовая Обеспечение спец- одеждой в соответствии с нормами Завхоз цеха
XII. Требования к исполнителю
Профессия | Наладчик I
Разряд | IV | Стаж | Не менее 5 лет |
Образование I 10кл.,ТУ
Специальные требования, связанные с выполняемой работой
Должен знать: устройство обслуживаемых станков и приспособлений,
основы технологии металлов, основы теории резания металлов
67
Разработал Подпись Дата Согласовано Подпись Дата
Инженер по нормиро- ванию труда Начальник БТЗ
Начальник технического бюро
Инженер-технолог Инженер НОТ
Проводится анализ режимов труда и отдыха исполнителей. Опре-
деляется, насколько правильно установлено начало работы по отноше-
нию к началу работы основных рабочих. Анализируется целесообразность
распределения перерывов на отдых, в том числе перерывов для приема
пищи в течение рабочего дня, обоснованность их продолжительности
и рациональность организации труда во время перерывов.
На втором этапе проектируются трудовые процессы на основе раз-
работки Карты организации труда (табл. 3.2). Она состоит из 12 разде-
лов, отражающих функции исполнителя(лей), регламент рабочего дня,
планировку зоны обслуживания и стационарного рабочего места,
применяемое оборудование и оснастку, инструмент, регламент обслужи-
вания рабочего места, систему оплаты труда, норму труда, форму органи-
зации труда, технику безопасности и требования к исполнителю.
Требования, предъявляемые к проектированию организации
трудовых процессов вспомогательных рабочих, в основном аналогич-
ны требованиям к проектированию трудовых процессов основных
рабочих. Однако исходя из специфики их труда необходимо учиты-
вать следующее:
регламент работы вспомогательных рабочих должен быть мак-
симально согласован с работой основных рабочих;
обслуживание должно носить предупредительный характер:
если объектом проектирования является наладчик, то наладка и ремонт
оборудования должны производиться в междусменные и внутрисмен-
ные перерывы или выходные дни; если проектируется трудовой про-
цесс рабочего, занятого обеспечением рабочих мест материалами, дета-
лями, узлами, заготовками и т.д., регламент должен предусматривать
выполнение этих работ перед началом смены;
функции обслуживания должны быть согласованы и увязаны
во времени;
окончательный перечень функций исполнителя устанавлива-
ется с учетом возможного совмещения профессий (функций) и опре-
деляется при анализе затрат рабочего времени и рациональности тру-
дового процесса на основе фотографии рабочего времени.
68
Продолжение табл. 3.2
Утвердил Подпись Дата
Начальник ООТиЗ
Начальник ТО
На третьем этапе разрабатываются организационно-технические
мероприятия, обеспечивающие внедрение запроектированных трудовых
процессов и Карт организации труда. Это внедрение производится по пла-
нам организационно-технических мероприятий по каждому цеху (участ-
ку), которые согласуются по срокам и возможностям (изыскание мате-
риальных, трудовых и финансовых ресурсов) со всеми исполнителями
и соисполнителями. Проектирование, изготовление или приобретение
оборудования, прогрессивной технологической и организационной
оснастки проводятся в установленном на предприятии порядке.
ГЛАВА 4
АТТЕСТАЦИЯ И РАЦИОНАЛИЗАЦИЯ
РАБОЧИХ МЕСТ
4.1. Сущность, цели и задачи аттестации и рационализации
рабочих мест
Аттестация рабочих мест представляет собой совокупность
мероприятий, включающих комплексную оценку каждого рабочего
места на его соответствие современным технико-технологическим,
организационно-экономическим и социальным требованиям. В ходе
аттестации определяются технико-технологический, организаци-
онно-экономический уровни рабочих мест, условия труда и техники
безопасности на рабочем месте. На этой основе проводится всесто-
ронняя оценка рабочих мест с учетом передового отечественного
и зарубежного опыта, а также целенаправленная работа по их рацио-
нализации.
Рационализация рабочих мест представляет собой совокуп-
ность организационно-технических мероприятий, разработанных
на основе проведения аттестации и направленных на совершенство-
вание действующих рабочих мест и улучшение их использования.
Основными целями учета, аттестации и рационализации рабочих
мест являются повышение эффективности производства, качества про-
дукции и рациональное использование основных фондов и трудовых
ресурсов на предприятиях за счет:
ускорения роста производительности труда на основе приве-
дения рабочих мест в соответствие с требованиями научно-техниче-
ского прогресса;
сокращения применения ручного и тяжелого физического тру-
да, повышения содержательности и привлекательности труда;
улучшения использования основных фондов путем ликвида-
ции излишних и неэффективных рабочих мест, обеспечения сбалан-
сированности числа рабочих мест и работающих и роста коэффициен-
та сменности работ;
улучшения условий труда и техники безопасности на каждом
рабочем месте, повышения культуры производства.
70
В соответствии с поставленными целями задачами этой работы
являются:
выявление резервов повышения производительности труда
и фондоотдачи на каждом рабочем месте и в каждом производствен-
ном подразделении;
определение рабочих мест, не соответствующих требованиям,
и разработка мероприятий по их рационализации и техническому пере-
вооружению, а также ликвидации малоэффективных рабочих мест,
рационализация которых нецелесообразна;
выявление рабочих мест, на которых можно организовать рабо-
ту на условиях неполного рабочего дня;
создание объективной основы для определения наиболее
эффективных направлений капитальных вложений на рационализа-
цию, модернизацию и техническое перевооружение рабочих мест,
реконструкцию действующих предприятий;
разработка и осуществление мероприятий по улучшению усло-
вий труда на каждом рабочем месте, повышение уровня обоснованно-
сти применения льгот и компенсаций на рабочих местах.
Учет рабочих мест является первым этапом работ по аттестации
и предусматривает определение числа рабочих мест, их классификацию
и группировку их по видам и характеру использования, категориям заня-
тых на них работников и др. Для обеспечения полноты и достоверности
учета на каждое рабочее место заводят паспорт рабочего места (см. табл.).
Порядок работы по учету, паспортизации и аттестации рабочих
мест определяется приказом по предприятию, в котором сроки прове-
дения этой работы по структурным подразделениям и предприятию
в целом, составы общезаводской и цеховых комиссий, а также ответ-
ственность функциональных служб и подразделений и конкретных
должностных лиц за сроки и качество проведения работы.
Этой работе предшествует большая подготовительная деятель-
ность технологов и организаторов по труду:
уточняются наименования, границы и подчиненность цехов,
участков и отдельных рабочих мест;
уточняются и приводятся в соответствие с фактическим состо-
янием планировки цехов и участков;
проводится обучение лиц, проводящих аттестацию;
уточняются и разрабатываются нормативы, необходимые для
аттестации, а также изготавливаются паспорта рабочих мест.
. В состав комиссий по проведению аттестации, как правило, вклю-
чаются мастера, технологи, экономисты, нормировщики, бригадиры
и др. Для замеров параметров, формирующих условия труда на рабо-
чих местах, привлекаются санитарные станции.
71
Паспорт рабочего места
ю
Лицевая сторона
Паспорт рабочего места
Производственное объединение (комбинат), предприятие: Минский моторный завод
Цех: ЦСИМ Бригада: бригадир Иванов И.И.
У часток: шестерен Рабочее место: токаря № 107
I. Характеристика оборудования и техоснастки
Оборудование (наименование, модель, инвентарный №), технологическая оснастка Срок службы Прогрессивность оборудования и техоснастки Коэффициент сменности Коэффициент загрузки
фактический нормативный фактический нормативный фактический нормативный
1 2 3 4 5 6 7 8
Токарный полуавтомат 6 10 Соответствует 1,7 1,7 0,8 0,8
Отметка об аттестации Аттестовано Аттестовано Аттестовано
II. Характеристика трудового процесса
Средний тарифный разряд выполняемых работ Коэффициент механизации работ Норма труда Занятость полезной работой в норме штучного времени Коэффициент использования сменного фонда рабочего времени
фактический нормативный фактическая проектная (расчетная) фактическая нормативная фактический нормативный
9 10 11 12 13 14 15 16 17
4 0,48 0,48 1,63 1,56 0,67 0,8 1,58 1,7
Отметка об аттестации Аттестовано Не аттестовано Не аттестовано Не аттестовано
Продолжение
Режим работы Количество рабочих 2
2 смены в том числе по сменам
1 2 3 4
1 1 — —
III. Характеристика организации рабочего места
Показатели Состояние
18 Общая планировка Соответствует нормативам
19 Рациональная планировка Хорошая
20 Наличие организационной оснастки Имеется в соответствии с технологией
21 Прогрессивность организационной оснастки Хорошая
22 Прогрессивность системы обслуживания Хорошая
Отметка об аттестации Аттестовано
IV. Условия труда
Показатели Фактически По норме
23 Температура, ’С 21 21
24 Относительная влажность, % 70 70
25 Освещенность, лк 350 320
26 Промышленный шум, дБ 65 70
27 Токсические вещества — —
28 Физическая нагрузка 27 000 43 000
N Отметка об аттестации СО Аттестовано
Продолжение
ч
А
Оборотная сторона
V. Характеристика использования сырья и материалов
Перечень Фактический вес, кг Нормативный вес, кг
Заготовка 1,3 1,3
Отметка об аттестации Аттестовано
VI. Характеристика исполнителей
Исполнители Наименование профессии Разряд Пол Работники в трудоспособном возрасте Работники вне трудоспособного возраста Требования к исполнителю по фактору трудоспо- собности
ОСНОВНОЙ совмещаемой
в полной трудоспд- собности в ограниченной трудоспо' собности старше трудо- способного возраста подростки
Алексеев И.С. Токарь — 4 Муж. Да — — — —
Дмитриев С.А. Токарь — 4 Муж. Да — —
Отметка об аттестации Аттестовано
Решение аттестационной комиссии: аттестовать, рационализировать путем проведения организационно-технических мероприятий, сократить
(нужное подчеркнуть)
Продолжение
VII. Организационно-технические мероприятия по результатам аттестации рабочего места
№ п/п Содержание мероприятий Исполнитель Срок исполнения
1 2 Отменить коэффициент, применяемый к норме времени Рассмотреть вопрос о дозагрузке станка и рабочего в течение смены Нормировщик цеха Нормировщик цеха 01.12.04 01.12.04
Подписи членов комиссии Фамилия Дата
Должность
Подпись
Утвердил Дата
<Л
4.2. Учет, аттестация и рационализация рабочих мест
Учету подлежат все имеющиеся в структурных подразделениях
рабочие места. Эта операция ведется прямым счетом по фактическим
зонам обслуживания. Учитываются и рабочие места, используемые
неполный рабочий день.
При определении фактического количества рабочих мест и зоны
каждого из них учитывается все установленное оборудование, вклю-
чая временно бездействующее в связи с неисправностью, ремонтом,
модернизацией, отсутствием работающих, сырья, материалов, энергии
и других ресурсов, а также находящиеся в резерве и консервации. При
этом одно и то же оборудование не должно учитываться в составе раз-
ных рабочих мест.
Не учитывается оборудование, закрепленное за участками про-
изводственного обучения и находящееся на складах или в монтаже
(демонтаже).
Каждому рабочему месту (индивидуальному и коллективному) при-
сваивается порядковый номер, после чего независимо от того, есть ли
аналогичные места, действуют ли они в момент учета или бездействуют
в связи с временным отсутствием работника либо по другим причинам,
заполняется паспорт рабочего места, содержащий количественную и каче-
ственную характеристики рабочего места й занятых на нем рабочих.
Основными источниками информации для составления паспорта служат
фактические данные, полученные в результате анализа производствен-
ного и трудового процессов на рабочем месте, анализа соответствия
исполнителей требованиям, предъявляемым к ним рабочим местом и Еди-
ным тарифно-квалификационным справочником (ЕТКС), технологиче-
ские карты и карты условий труда на рабочем месте, а также данные
замеров параметров, характеризующих условия труда на рабочем месте,
технико-нормировочная документация и др.
Паспорт состоит из семи разделов:
характеристика оборудования и технологической оснастки;
характеристика трудового процесса;
характеристика организации рабочего места;
условия труда;
характеристика использования сырья и материалов;
характеристика исполнителей;
организационно-технические мероприятия по результатам
аттестации рабочих мест.
В ходе аттестации каждое рабочее место оценивается комплекс-
но по первым шести разделам паспорта. Анализируются 11 показате-
лей: их фактические значения сравниваются с нормами технологиче-
ского проектирования, межотраслевыми и отраслевыми нормативами
76
по труду, типовыми проектами организации труда на рабочем месте,
а также специально разработанными нормативами1.
При оценке технического уровня рабочего места анализируются
срок службы оборудования и техоснастки, их прогрессивный уровень
сменности и загрузки оборудования. Производимое при этом сравне-
ние фактических данных с нормативными, а также с мировыми анало-
гами позволяет объективно оценить состояние оборудования и техно-
логической оснастки.
При оценке рациональности трудового процесса с нормативны-
ми значениями сравниваются фактические значения коэффициента
механизации труда, действующие нормы труда, занятость рабочего
полезной работой в норме штучного времени, использование сменно-
го фонда рабочего времени.
Характеристика организации рабочего места дается в результате
оценки показателей, отражающих общую планировку рабочего места.
Условия труда на рабочем месте оцениваются на основании срав-
нительного анализа показателей, характеризующих санитарно-
гигиенические и психофизиологические факторы. Показатели долж-
ны подбираться в ходе предварительного изучения и отражать
те факторы, которые наиболее существенно влияют на формирование
условий труда на рабочем месте. Фактические значения показателей
факторов, формирующих условия труда, сравнивают с действующи-
ми нормами, ПДУ и ГОСТами.
При оценке рациональности использования сырья и материалов
анализируются не только данные сравнения фактических расходов
материала на изготовление изделия с нормативами, но и затраты сырья
на аналогичные изделия на предприятиях, являющихся лидерами
в этой области.
Соответствие исполнителей требованиям, предъявляемым к ним
рабочим местом, проверяется по соответствию квалификационного
уровня работников сложности и характеру выполняемых ими работ.
По результатам аттестации каждое рабочее место относится к одной
из трех групп:
аттестованные — рабочие места, показатели которых полностью
соответствуют предъявляемым при их оценке требованиям или пре-
вышают их;
подлежащие рационализации — рабочие места, отдельные показа-
тели которых не соответствуют установленным требованиям, но могут
быть доведены до уровня этих требований в процессе рационализации;
’ При отсутствии централизованно установленных нормативов целесообразно срав-
нивать с планируемыми на предприятии значениями соответствующих показателей.
77
подлежащие ликвидации — рабочие места, показатели которых
не соответствуют и не могут быть доведены до уровня установленных
требований в результате рационализации. К этой группе относятся
рабочие места, рационализация которых экономически нецелесообраз-
на, а также излишние рабочие места.
По завершении аттестации рабочих мест по структурным подраз-
делениям и предприятию в целом проводится технико-экономический
анализ, в ходе которого:
рассматриваются результаты оценки рабочих мест и предло-
жения по их совершенствованию;
устанавливается реальная потребность в каждом рабочем месте
на основе утвержденных планов производства, анализа технологиче-
ских процессов и результатов аттестации;
выявляются технические, материальные и финансовые возмож-
ности предприятия для проведения рационализации рабочих мест;
рассчитываются экономические эффекты от доведения рабо-
чих мест до нормативного уровня и необходимые для этого затраты.
По результатам анализа разрабатываются мероприятия по рациона-
лизации рабочих мест, охватывающие следующие основные направления:
повышение технического уровня рабочих мест за счет модерни-
зации оборудования, внедрения прогрессивных технологий, механи-
зации, автоматизации и пр.;
повышение организационного уровня рабочих мест за счет
улучшения планировки, систем обслуживания, приемов и методов тру-
да, нормирования труда и др.;
улучшение условий труда.
Таким образом, аттестация и рационализация рабочих мест позво-
ляют выявить рабочие места, не соответствующие прогрессивным тре-
бованиям, стандартам, условиям организации труда; рабочие места, где
применяется малоквалифицированный ручной и тяжелый физический
труд либо труд в неблагоприятных для здоровья человека условиях.
При проведении этой работы проверяются обоснованность примене-
ния различных льгот по условиям труда, уровень действующих норм
материальных и трудовых затрат, выявляются недостатки в организа-
ции производства и труда. Все это дает возможность в процессе рацио-
нализации получить без дополнительных затрат значительный эконо-
мический эффект за счет ликвидации морально и физически устарев-
ших рабочих мест и высвобождения производственных площадей;
перераспределения материальных и трудовых ресурсов с малоэффек-
тивных рабочих мест на более эффективные, что увеличивает коэффи-
циент сменности работы оборудования и повышает фондоотдачу; при-
ведения в соответствие численности рабочих мест и трудовых ресурсов.
78
ГЛАВА 5
СОДЕРЖАНИЕ ТРУДОВОГО ПРОЦЕССА
5.1. Трудовой процесс, его содержание
и требования к организации
Каждое производство, рассматриваемое в общем виде, имеет три
обязательных элемента: предмет труда, средства труда и сам труд. Орга-
ническое соединение этих элементов представляет собой производ-
ственный процесс, в результате которого создается готовая продукция
или выполняются услуги, имеющие потребительскую ценность.
По отношению к предмету труда производственный процесс
представляет собой изменения его формы, размеров, агрегатного состо-
яния, внешнего вида, расположения, качественной основы.
По отношению к орудиям труда производственный процесс вклю-
чает работу, загрузку, разгрузку оборудования и технологической оснастки
и перерывы в их работе.
По отношению к исполнителю содержанием производственного
процесса является его воздействие на предмет труда путем физиче-
ских и умственных усилий, вручную или с помощью орудий труда. Это
воздействие состоит в выполнении рабочими определенных трудовых
действий, направленных на преобразование предмета труда, а также
выполнение вспомогательных работ по поддержанию в рабочем состо-
янии средств труда, приспособлений и инструментов, контроле каче-
ства продукции или работ, перемещении или складировании сырья,
материалов или готовой продукции. Все эти действия представляют
собой трудовые процессы, осуществляемые на рабочих местах основ-
ными, вспомогательными и обслуживающими рабочими.
Таким образом, трудовой процесс — это совокупность действий
исполнителей по целесообразному изменению предмета труда. Его орга-
низация призвана обеспечить выполнение заданной работы с мини-
мальными затратами рабочего времени, эффективное использование
оборудования, оснастки и инструментов, высокое качество продукции.
Содержание трудового процесса определяется совокупностью
действий и движений работника (группы работников), необходимых
для выполнения работы по всем ее стадиям: получение задания; инфор-
79
мационная и материальная подготовка работы; непосредственное тру-
довое участие в процессе преобразования предметов труда в соответ-
ствии с производственной или функциональной технологией; сдача
выполнения работы. Рациональность и качество трудового процесса
на всех его стадиях обеспечиваются применяемыми методами выпол-
нения отдельных элементов, позволяющими снижать физические
нагрузки, создавать удобства в работе, исключать ненужные движения
и действия, избегать многократных поворотов корпуса в процессе
работ, облегчить учетные и контрольные операции и другие виды работ
с помощью средств технологической и организационной оснастки.
В основе трудового процесса лежит технология производства.
Поэтому эффективность работы зависит не только от исполнителя,
но и от конструкции оборудования, организационной и технологиче-
ской оснастки, при проектировании которых должны учитываться
требования организации труда. Это становится все более актуальным
по мере механизации и автоматизации производственных процессов,
в результате которых методы и приемы выполнения трудовых процес-
сов, во-первых, становятся все более зависимыми от конструкции обо-
рудования, организационной и технологической оснастки, а во-вторых,
меняются, так как уменьшается объем непосредственного участия чело-
века в производственном процессе путем приложения физической
силы, и увеличивается объем функций по наблюдению, управлению,
регулированию технологического процесса и контролю над ним.
В целях сокращения затрат на изготовление продукции и сниже-
ния издержек производства необходимо правильно организовывать
трудовой процесс. Для этого следует установить взаимосвязь его
элементов, а также рациональную последовательность и регламент
их выполнения. Показателями степени рациональности трудового про-
цесса являются меньшие затраты времени на его выполнение при более
низких затратах энергии работающего.
Решение данной проблемы требует тщательного подхода к про-
ектированию содержания трудового процесса и методов его осуществ-
ления применительно к конкретным производственным условиям.
Вместе с тем существуют общие требования, на основе которых дол-
жен строиться любой трудовой процесс.
1. Оптимальное содержание трудового процесса. В трудовой
процесс должны включаться лишь те элементы, которые обеспечива-
ют наиболее благоприятное для работающего сочетание умственной
и физической нагрузок, равномерную загрузку различных органов
и ритмичность трудового процесса. Это достигается путем оптимиза-
ции технологического и функционального разделения труда, проек-
80
тирования оборудования и оснастки с учетом требований эргономи-
ки, правильного нормирования, обеспечивающего оптимальную интен-
сивность и ритмичность работы.
2. Параллельность работы оборудования и человека. Заклю-
чается в обеспечении одновременной работы человека и машины, одно-
временной работе нескольких машин, одновременном участии в трудо-
вом процессе обеих рук, а если требуется, то и одновременной работы
рук и ног рабочего. С точки зрения физиологии, параллельные дей-
ствия различных органов не повышают утомления человека, а при
частичном совмещении действий и наличии некоторых микропауз спо-
собствуют снижению утомления. Соблюдение данного требования
означает проектирование такого трудового процесса, при котором под-
готовительно-заключительная работа, обслуживание рабочих мест,
часть вспомогательной работы выполняются во время работы обору-
дования.
3. Экономия движений. Работа должна осуществляться возможно
меньшим количеством простых и коротких движений за счет использо-
вания обратных движений после перемещения предметов, соблюдения
постоянства расположения предметов труда и инструмента. Основой
достижения этого требования являются рациональная конструкция обо-
рудования и оснастки, оптимальная планировка рабочих мест.
4. Ритмичность и автоматизм движений. Являются предпо-
сылками для снижения утомления за счет приблизительного равен-
ства затрат энергии на протяжении смены и в каждый отрезок време-
ни. Такой ритм основывается на продуманной, хорошо освоенной,
привычной последовательности приемов и движений. Автоматизм
позволяет концентрировать внимание на наиболее быстром, эффек-
тивном и качественном выполнении производственного задания.
5. Оптимальная интенсивность труда. Заключается в установ-
лении на основе психофизиологических и экономических исследова-
ний таких уровня интенсивности труда и степени загрузки работника,
которые обеспечивают высокую производительность труда при опти-
мальной величине нервного и физического напряжения. Кроме того,
при проектировании трудового процесса необходимо предусматривать
чередование мышечных и нервных нагрузок на рабочего, перемену
видов его деятельности, удобство выполнения работ и как можно мень-
шее влияние на организм производственной сферы. Все это учитыва-
ется при установлении норм затрат труда.
В связи с разнообразными организационно-техническими усло-
виями производства конкретные трудовые процессы имеют те или
иные особенности.
81
По назначению и характеру выпускаемой продукции трудовые
процессы делятся на основные и вспомогательные. Такая классифи-
кация влияет на выбор форм организации труда рабочих, норм труда,
методов их установления.
По типу организации производства трудовые процессы подразде-
ляются на индивидуальные, мелкосерийные, серийные, крупносерий-
ные, массовые. Эта классификация имеет значение для выбора форм
организации как самих производственных процессов, так и форм орга-
низации трудовых процессов, систем обслуживания рабочих мест, тре-
бований к точности нормативов и норм.
В зависимости от характера участия рабочих в производствен-
ном процессе трудовые процессы подразделяются на ручные, ручные
механизированные, машинно-ручные, машинные, автоматизиро-
ванные и аппаратурные процессы.
Крупным относятся процессы, выполняемые работниками вруч-
ную или с помощью немеханизированных орудий труда (например,
навернуть гайку на винт вручную или с помощью ключа, окраска изде-
лия кистью).
К ручным механизированным относятся процессы, выполня-
емые работниками с использованием механизированного инструмен-
та (например, закручивание гайки с помощью пневмогайковерта или
сверление отверстия электродрелью).
К машинно-ручным относятся процессы, выполняемые машиной
или механизмом при непосредственном участии рабочего, который
прилагает конкретные усилия для управления рабочими органами
машины.
К машинным относятся процессы, выполняемые на станках или
другом оборудовании. Здесь участие рабочего заключается в управле-
нии машиной.
Автоматизированные — это процессы, выполняющиеся на маши-
нах, у которых движение рабочих органов, а также управление ими выпол-
няются автоматически по заданной программе с помощью средств вычис-
лительной техники. Роль рабочего сводится к контролю над ходом
процесса.
К аппаратурным относятся процессы, протекающие в специаль-
ном оборудовании, под воздействием тепловой, электрической, хими-
ческой или других видов энергии. Рабочий контролирует и регулиру-
ет ход процесса.
Все перечисленные разновидности трудовых процессов и их особен-
ности должны учитываться при решении вопросов разделения и коопе-
рации труда, организации рабочих мест, выбора системы их обслу-
82
живания, планировки, установления норм труда. Совершенствование
техники и технологии ведет к увеличению доли коллективного труда,
в условиях которого необходимо учитывать, помимо вышесказанного,
и внутренние взаимосвязи, расширение производственного профиля рабо-
тающих, сочетание основного процесса с его обслуживанием.
5.2. Производственная операция
как обособленная часть производственного процесса
Основным элементом технологического процесса является опе-
рация, под которой понимается законченная часть технологического
процесса по обработке одного или одновременно нескольких предметов
труда, выполняемая на одном рабочем месте одним или группой рабо-
чих либо без их участия. Операция является основным объектом пла-
нирования, учета, контроля производственного процесса, а также нор-
мирования труда. Состав операции в трудовом процессе зависит от типа
производства, уровня применяемой техники и технологии, сложности
выпускаемых изделий (выполняемых работ). При проектировании
и анализе операции ее рассматривают в технологическом и трудовом
отношениях. На рисунке приведен состав операции, выполняемой
на металлорежущем оборудовании.
В технологическом отношении операция делится на установы,
позиции, переходы и проходы.
Устинов — часть технологической операции, выполняемая при
неизменном закреплении детали.
Позиция — фиксированное положение, занимаемое неизменно
закрепленной обрабатываемой заготовкой или собираемой сборочной
единицей относительно инструмента или неподвижной части обору-
дования при выполнении определенной части операции.
ПРОИЗВОДСТВЕННАЯ ОПЕРАЦИЯ
I
о и
В технологическом отношении В трудовом отношении
- Уставов - Позиция • - Переход L Проход - Комплекс приемов - Прием - Действие 1- Движение
Состав операции в технологическом и трудовом отношениях
83
Переход — это законченная часть технологической операции,
выполняемая одними и теми же средствами технологического осна-
щения при постоянных технологических режимах и установке.
Проходом называется повторяющаяся часть перехода, состоящая
из однократного перемещения инструмента относительно заготовки
(или наоборот), при котором происходит изменение формы, размеров,
чистоты поверхности или свойств предмета труда.
Для проектирования рациональной организации трудового про-
цесса и расчета норм недостаточно расчленения операции в техноло-
гическом отношении. Знание последовательности протекания техно-
логического процесса и порядка выполнения тех или иных переходов
и проходов не позволяет спроектировать наиболее рациональный
и производительный способ ее выполнения. Технологическое расчле-
нение операции должно дополняться расчленением ее в трудовом
отношении.
В целях изучения, анализа и проектирования содержания и после-
довательности, способа выполнения и длительности элементов опера-
ции подразделяются на трудовые движения, трудовые действия, при-
емы и комплексы приемов. Степень расчленения операции до того или
иного элемента зависит от требуемой точности анализа и проектиро-
вания.
Трудовое движение — наиболее дифференцированный элемент
расчленения операции и представляет собой однократное перемеще-
ние рабочего органа исполнителя (корпуса, ног, рук, кистей рук, паль-
цев) с целью взятия, перемещения, совмещения, освобождения пред-
мета или поддержание его в состоянии покоя. Процесс выполнения
этих действий, как правило, контролируется органами чувств, которые
корректируют их направленность, скорость и точность, чередуются
с элементами зрительного и мыслительного контроля за ходом техно-
логического процесса.
Трудовые движения классифицируются по видам, способу выпол-
нения, технологическому содержанию и точности. При выполнении
ручных операций все они сочетаются и выполняются в той или иной
последовательности.
По видам движения различают: хватательные движения,
направленные на то, чтобы схватить или захватить пальцами тот или
иной предмет, орган управления оборудованием; поддерживающие
движения — сохранение достигнутого в результате других действий
положения предмета труда в пространстве; переместительные дви-
жения — перемещение предмета труда или органа управления обору-
дованием после того, как было совершено хватательное движение
(переместить взятый в руку предмет в любой плоскости, орган управ-
84
ления оборудованием); освободительные движения — освобождение
руки от предметов или органов управления оборудованием (разжать
и отнять руку).
По способу выполнения движения классифицируются на движе-
ния рук, ног, корпуса, головы, глаз.
По точности движения подразделяются на свободные, не требу-
ющие мышечного и умственного контроля (переместить предмет
в приблизительном направлении или к не определенному точно месту),
которые после большого количества повторений в процессе работы
выполняются обычно механически, и приноровителъные, требующие
мышечного и умственного контроля для того, чтобы определить точ-
ное местоположение предмета, который должен быть взят последним
движением (протянуть руку к очень мелкому предмету или к предме-
ту, который нужно аккуратно взять).
Трудовое действие — это совокупность трудовых движений,
выполняемых без перерыва одним или несколькими рабочими орга-
нами исполнителя, плавно переходящих одно в другое. Например, дей-
ствие «взять деталь» включает несколько движений (протянуть руку
к детали, опустить ее, захватить деталь пальцами). Трудовое действие
характеризуется одним частным целевым назначением и постоянством
предметов и орудий труда. Оно обычно не имеет полной технологи-
ческой законченности и поэтому обязательно должно быть связано
с последующими действиями рабочего. Например, трудовое действие
«взять деталь» должно иметь технологическую законченность, т.е. под-
разумеваются в дальнейшем другие действия (установить на станок,
положить в ящик и т.д.), иначе оно не имеет практического смысла.
Трудовой прием представляет собой законченную совокупность
трудовых действий исполнителя, объединенных одним целевым назна-
чением и постоянством предметов и орудий труда. Приемы бывают
основными, если их целью является непосредственное влияние на тех-
нологический процесс, и вспомогательными, совершаемыми для выпол-
нения основных приемов. Например, действие «установить деталь
в патрон станка» имеет законченное и целевое назначение, состоит
из нескольких последовательных движений.
Основными целями расчленения операций на элементы являют-
ся изучение и измерение затрат рабочего времени, выявление факто-
ров, от которых зависит продолжительность выполнения каждого эле-
мента, установление рациональной последовательности и способов
выполнения элементов операции, расчет норм времени. Особенно это
важно в массовом и крупносерийном производствах, где предъявля-
ются высокие требования к точности и обоснованности норм, опти-
мальной организации трудового процесса на рабочих местах.
85
ГЛАВА 6
МЕТОДЫ И ПРИЕМЫ ТРУДА
6.1. Методы и приемы труда: общие положения
Содержание трудового процесса во многом определяется техно-
логией, которая устанавливает последовательность трудовых приемов.
Однако высокие результаты труда отдельных работников, большая или
меньшая экономия материальных и трудовых затрат являются не толь-
ко следствием их личных способностей, но и результатом применя-
емых приемов и методов труда.
По данным исследований, затраты времени на выполнение одина-
ковых приемов труда у различных рабочих нередко существенно отли-
чаются: иногда отношение затрачиваемого времени доходит до 5 : 1.
При этом у 20—30% рабочих затраты времени на приемы превышают
нормативные. Причиной такого явления в первую очередь являются
различные методы и приемы труда, применяемые рабочими для выпол-
нения одной и той же работы. Поэтому рационализация приемов
и методов труда, обучение рабочих этим методам являются весомым
фактором повышения производительности труда.
Метод труда — способ осуществления работником производствен-
ного задания, характеризующийся структурой трудового процесса, т.е.
входящими в процесс видами работ, операциями, комплексами приемов,
приемами, трудовыми действиями и движениями, их последовательно-
стью и взаимосвязью.
Рациональными называются такие приемы и методы, которые
характеризуются наименьшими затратами времени, физическими
и психическими (нервными) усилиями и затратами энергии. Следстви-
ем применения таких методов и приемов являются повышение работо-
способности и производительности труда, высокое качество работы,
лучшее использование оборудования, оснастки, материалов, энергии.
Содержание трудового процесса как объекта разработки рацио-
нальных методов труда может быть разным. В одном случае это огра-
ниченный комплекс действий, составляющий лишь один прием; в дру-
гом — комплекс приемов определенной операции; в третьем — более
86
крупный элемент трудового процесса или несколько операций, осу-
ществляемых одним рабочим или бригадой над определенным объек-
том. Поэтому в одном случае в результате рационализации могут быть
устранены лишние движения и установлен комплекс наиболее рацио-
нальных движений, и таким образом снижена трудоемкость выполне-
ния работы; в другом — достигнута экономия в результате улучшения
общей структуры баланса рабочего времени по категориям затрат,
устранения непроизводительных видов работ, более выгодного соче-
тания ручной и машинной работы, синхронизации труда нескольких
исполнителей и т.д.
В любом случае рационализация методов и приемов труда пред-
ставляет собой систему, при которой каждая операция или работа
тщательно анализируется с целью упразднения лишних операций,
устранения лишних движений, действий и приемов. Проектируется
оптимальная последовательность выполнения операций с учетом
совмещения во времени работы различных органов тела работающего.
Эта система включает совершенствование организации рабочих
мест, условий труда, а также обучение рабочих запроектированному
методу работы.
6.2. Принципы экономии движений
К рационализации приемов и методов труда нельзя подходить
с заранее принятыми решениями. Каждая операция или работа имеет
свои особенности, требующие в каждом конкретном случае поиска
оригинальных решений. Однако все методы труда имеют некоторые
сходные черты, общие для всех видов работ. Это обстоятельство позво-
лило выработать основные принципы экономии движений. Рассмот-
рим их.
Естественность движений. Естественные движения легки и луч-
ше всего соответствуют особенностям человеческого тела. Любая рабо-
та должна выполняться возможно меньшим числом простых и корот-
ких движений, которые должны быть плавными, закругленными,
с рациональным использованием активных и пассивных сил. Это легко
понять, рассматривая строение человеческого тела. Так, рука движет-
ся по дуге с центром в локте или плече. Нога поворачивается от колена
или бедра. При повороте корпуса плечи описывают дугу. Учет этих
особенностей обеспечивается рациональным расположением органов
управления оборудованием, предметов и средств труда на рабочем
месте, использованием обратных движений после перемещения пред-
метов, соблюдением постоянства расположения предметов труда
и инструментов. Предметы постоянного пользования должны распо-
87
лагаться в пределах оптимальной рабочей зоны по возможности
на уровне рук рабочего. Предметы, которые рабочий берет правой
рукой, следует располагать справа, а левой — слева.
Одновременность движения различных органов тела. Заключа-
ется в необходимости обеспечения одновременности участия в трудо-
вом процессе обеих рук рабочего, параллельного действия различных
органов, например рук и ног. Если одна рука работает, другая не долж-
на бездействовать. Необходимо, не только чтобы обе руки выполняли
полезную работу, но и совместить их работу во времени. Это достигает-
ся, если обе руки выполняют однородную работу. В тех случаях, когда
невозможно двумя руками выполнить однородную работу с одним
предметом, необходимо загрузить обе руки различной работой. Такой
подход не только приведет к сокращению затрат времени, но и позво-
лит снизить утомление за счет облегчения двигательных реакций,
включения в действие более сильных групп мышц и разгрузки других.
Кроме того, одновременность движений обеих рук снижает статиче-
ские усилия для поддержания равновесия корпуса.
Симметричность движений. Психофизиологическими исследо-
ваниями установлено, что более удобными и менее утомительными
являются симметричные движения рук в стороны от середины корпуса,
выполняемые одновременно; движения рук от себя и к себе по рабоче-
му столу в одном направлении; плавные движения по круговой или
эллиптической траектории. Каждое из них должно заканчиваться
в положении, удобном для начала следующего движения, и плавно
переходить в него. Эти достигается не только совмещением движения
различных органов рабочего во времени, что сокращает общее время
выполнения операции, но и обеспечением равновесия корпуса, что
облегчает выполнение работы.
Ритмичность и автоматизм движений. Заключается в продуман-
ной, хорошо освоенной, привычной последовательности приемов
и движений, что сказывается на снижении утомления. Последнее дви-
жение по выполнению операции должно легко переходить в первое
движение следующей операции, точно так же как должна увязываться
последовательность движений внутри операции. Ненужные измене-
ния в направлении движения нарушают ритм работы.
Ритмичность работы вырабатывает у работающих навыки выпол-
нения движений. С развитием этих навыков возникает автоматизм
движений, вследствие чего значительно уменьшаются умственная
утомляемость и напряжение. Поэтому проектирование рациональной
последовательности выполнения движений необходимо совмещать
с проектированием рациональной внутренней планировки рабочего
88
места, обеспечивающей постоянство расположения материалов, инст-
рументов, приспособлений.
Все перечисленные принципы взаимосвязаны. Их нельзя рассмат-
ривать независимо друг от друга. Соблюдение рассмотренных прин-
ципов в комплексе составляет основное условие высокой эффектив-
ности работы по проектированию трудовых процессов. Очень важным
дополнением является наличие благоприятных санитарно-гигиениче-
ских, психофизиологических и эстетических условий на рабочем месте,
соблюдение оптимальных режимов труда и отдыха. Однако следует
иметь в виду, что в различных условиях производства эти принципы
имеют неодинаковое значение для совершенствования трудовых
процессов. Так, на ручных работах на первый план выступают прин-
ципы естественности движений, ритмичности, простоты. По мере меха-
низации и автоматизации производственных процессов при проектиро-
вании приемов и методов труда возрастают роль и значение необхо-
димости обеспечения оптимальной загрузки во времени рабочих и обо-
рудования.
6.3. Рационализация приемов и методов труда
Принципы рационализации методов и приемов труда имеют
общую основу и применимы в равной мере в любой области челове-
ческой деятельности. Значение имеет лишь экономическая целесо-
образность проведения подобной работы, так как детальный анализ
операции, выполняемой в единичном производстве, на предмет рацио-
нализации методов ее выполнения не всегда оправдан. Затраты на про-
ведение исследования не должны превышать суммы ожидаемой эко-
номии.
Экономический критерий выбора операции для рационализации
методов труда определяется по формуле
; 3<С (Tm.o-TmA)KN,
где 3 — затраты на рационализацию трудового процесса;
С — тарифная ставка рабочего;
Гшт 0, ТШ11 — нормы времени на операцию соответственно до и после рациона-
лизации методов труда;
К — повторяемость операции на рабочем месте;
N — количество рабочих, выполняющих данную операцию.
Считается выгодным проводить такую работу на операциях, выпол-
нение которых полностью загружает рабочее время одного или нескольких
человек. При выборе объекта изучения необходимо использовать три
основных момента: повторяемость данной работы, затраты труда на ее
выполнение и предполагаемая продолжительность ее осуществления.
89
Целесообразно изучать работы, которые длятся более одного меся-
ца, где ручная работа составляет не менее 10% всей продолжительно-
сти операции, а повторяемость изготовления изделий — не менее 500 ед.
в год.
Частая повторяемость одинаковых и аналогичных процессов
характерна не только для массового и крупносерийного производств,
но и для мелкосерийного и даже единичного производства, где при
обработке разных деталей и особенно на слесарных операциях повто-
ряются одинаковые действия.
Изучение и анализ приемов и методов труда осуществляются
в такой последовательности:
1) изучение операции;
2) изучение движений путем анализа и записи в карту исследова-
ния и проектирования трудового процесса;
3) проектирование рационального трудового процесса.
Изучение операции начинается с укрупненного анализа ее струк-
туры с технологической и трудовой точек зрения, т.е. по переходам
и трудовым приемам. Определяются число переходов и их очередность,
операция расчленяется на приемы, действия и движения. Выясняют
целесообразность выполнения видов работ с точки зрения конечных
целей операции — не возникла ли необходимость тех или других дейст-
вий вследствие случайных обстоятельств (неудовлетворительное
состояние орудий труда, несоответствующее состояние обрабатыва-
емого материала, низкая квалификация исполнителя, недоработки
на предыдущей операции, непродуманность разделения труда в бри-
гаде и т.д.). В процессе анализа операция рассматривается с точки зре-
ния ее необходимости, последовательности выполнения, совмещения
с другими операциями, упрощения.
При проведении такого анализа необходимо придерживаться
определенного порядка. Сначала целесообразно предусмотреть воз-
можность устранения или изменения порядка выполнения отдельных
операций, а затем переходить к рассмотрению возможности их совме-
щения и упрощения.
При анализе трудовых приемов и движений определяют:
совершаются ли при выполнении операции переходы в преде
лах рабочей зоны и за ее пределами;
совершаются ли в процессе выполнения операции повороты
наклоны, приседания или другие сложные движения;
можно ли устранить лишние движения, использовать обрат
ные движения рук, изменить загрузку левой и правой рук, использо
вать специальные приспособления для ликвидации лишних движений
90
изменить порядок выполнения отдельных приемов либо совместить
выполнение их, перекрыть время выполнения отдельных приемов
машинным временем работы оборудования;
позу рабочего при выполнении операции, ее удобство и воз-
можность изменения в процессе работы.
Для проведения подобного анализа необходимо описание суще-
ствующего трудового процесса. Такое описание дает карта исследова-
ния и проектирования трудового процесса (см. табл.)1.
Фактические затраты времени на выполнение каждого приема
и операции в целом определяются путем проведения хронометража.
Проектирование начинается с рационального размещения дета-
лей, заготовок, инструмента, приспособлений на рабочем месте в соот-
ветствии с правилами экономии движений. Разрабатывается новая
планировка рабочего места и проектируются новое содержание и после-
довательность выполнения операции с помощью его записей в Карте.
Оценка спроектированного метода труда основывается на опре-
делении степени приближения его результатов к уровню требуемых
показателей, норм и нормативов.
Проектирование рациональных приемов и методов труда на вновь
вводимые операции или при освоении новой продукции целесообраз-
но производить с использованием микроэлементных нормативов.
Методика микроэлементного нормирования предусматривает проек-
тирование содержания и оптимальной последовательности выполне-
ния трудовых движений (см. раздел 10.2 данного учебно-практического
пособия).
Карта совмещения движений рук
Операция — протянуть отверстие 0 60,4 мм.
Прием — надеть заготовку на протяжку и включить ход ползунка.
Деталь — муфта переключения передач.
Движения левой руки Время, мин. Движения правой руки
Существующие
Рука — к заготовке (по станине станка) 0,001 0,002 0,003 Навстречу левой руке
Берет заготовку (охватывает) 0,004 0,005 0,006 Бездействие руки
1 См.: Методические рекомендации по НОТ рабочих на промышленном предпри-
ятии. М.: Экономика, 1978. С. 73.
91
Продолжение
Движения левой руки Время, мин. Движения правой руки
Перемещает заготоаку 0,007 Навстречу леаой руке
0,008
0,009
0,010
0,011
Перекладывает заготовку 0,012 Берет заготовку из левой
0,013 руки
0,014
0,015
0,016
0,017
0,018
Рука — к рычагу 0,019 Перемещает заготовку
0,020 к протяжке (одноаремен-
0,021 но переворачивает заго-
0,022 товку)
Включает ход ползуна 0,023 Бездействие руки
0,024
0,025
0,026
0,027
0,028
0,029
0,030
0,031
0,032
0,033
0,034
0,035
0,036
0,037
0,038
0,039
Бездействие руки 0,040 Перемещает заготовку
0,041 к протяжке
0,042
0,043
0,044
0,045
0,046
0,047
0,048
0,049
0,050
0,051
0,052
0,053 Надевает заготовку
0,054 на протяжку
92
Продолжение
Движения левой руки Время, мин. Движения правой руки
Нажимает на рычаг 0,055 0,056
0,057 0,058 0,059 0,060 0,061 0,062 0,063 Поддерживает заготовку на протяжке
Проектируемые
Бездействие руки 0,001 0,002 0,003 0,004 0,005 0,006 0,007 0,008 0,009 0,010 Рука к заготовке
0,011 Взять заготовку
0,012 0,013 0,014 0,015 0,016 0,017 0,018 0,019 0,020 0,021 0,022 Перемещает заготоаку к протяжке
Рука — к рычагу включения хода ползуна 0,023 0,024 0,025 0,026 0,027 0,028 0,029 0,030 0,031 0,032 0,033 Надеаает заготовку на протяжку
Нажимает на рычаг 0,034 0,035
93
ГЛАВА 7
УСЛОВИЯ ТРУДА И ОТДЫХА
7.1. Условия труда и факторы, их определяющие
Выполнение любой работы в течение продолжительного времени
сопровождается утомлением организма, что проявляется в снижении рабо-
тоспособности человека. Значительное воздействие на утомление наря-
ду с физической и умственной работой оказывает окружающая его про-
изводственная среда, т.е. условия, в которых протекает его работа.
Условия тпруда — это совокупность факторов производственной
среды, влияющих на функциональное состояние организмаработающих,
их здоровье и работоспособность, на процесс восстановления рабочей
силы. Они определяются применяемым оборудованием, технологией,
предметами и продуктами труда, системой защиты рабочих, обслужи-
ванием рабочих мест и внешними факторами, зависящими от состо-
яния производственных помещений, создающих определенный микро-
климат. Таким образом, исходя из характера выполняемых работ
условия труда специфичны как для каждого производства, цеха и уча-
стка, так и для каждого рабочего места.
Факторы, формирующие условия труда, можно разделить на сле-
дующие группы:
санитарно-гигиенические;
психофизиологические;
эстетические.
Санитарно-гигиенические условия формируются под влияни-
ем на человека окружающей его среды (вредные химические вещества,
запыленность воздуха, вибрация, освещение, уровень шума, инфразвук,
ультразвук, электромагнитное поле, лазерное, ионизирующее, ультра-
фиолетовое излучение, микроклимат, микроорганизмы, биологические
факторы). Приведение этих факторов в соответствие с современными
нормами, нормативами и стандартами является предпосылкой нор-
мальной работоспособности человека.
Психофизиологические условия — это величина физической,
динамической и статической нагрузок, рабочая поза, темп работы,
94
напряженность внимания, напряженность анализаторных функций,
монотонность, нервно-эмоциональное напряжение, эстетический
(уборка туалетов, работа с гноем, экскрементами и т.д.) и физический
(использование индивидуальных средств защиты, сменность) диском-
форт. Ограничение и регламентация физических усилий, оптималь-
ное сочетание физической и умственной работы значительно влияют
на снижение утомляемости рабочих.
Эстетические условия — это цветовое оформление интерьеров
помещений и рабочих мест, озеленение производственных и бытовых
помещений и территорий, обеспечение спецодеждой и др. Приятнее,
легче и продуктивнее можно трудиться на рабочем месте, оснащенном
современным оборудованием, в конструкции которого учтены эргоно-
мические требования с эстетически выразительным внешним видом
оборудования, механизмов, инструмента, помещений, рабочей одежды.
7.2. Оценка условий труда .
Каждый из рассмотренных выше факторов, особенно санитарно-
гигиенической и психофизиологической группы, оказывает определен-
ное воздействие на здоровье и работоспособность рабочего. Если
несколько из них действует одновременно, они взаимно усиливают
общее воздействие на человека. Медико-физиологическими исследова-
ниями установлены предельно допустимые значения каждого из факто-
ров, при которых они не оказывают отрицательного влияния на здоро-
вье работающего. Зная эти пределы и объективно определив фактиче-
ские величины конкретных значений действующих на рабочих местах
факторов, можно целенаправленно проводить мероприятия по улучше-
нию условий труда. Поскольку производственные условия труда рас-
сматриваются с точки зрения их влияния на организм работающего,
оценка их фактического состояния должна основываться на учете
последствий такого влияния на здоровье человека. При этом очень важ-
но учесть все многообразие факторов, формирующих условия труда.
Под влиянием конкретных условий труда формируются три качествен-
но определенных основных функциональных состояния организма:
нормальное;
пограничное (между нормой и патологией);
патологическое.
Каждое из них имеет свои отличительные признаки. Степень воз-
действия условий труда характеризуют категории тяжести труда.
В соответствии с разработанной НИИТруда Медико-физиологической
классификацией работ по тяжести (М.: НИИТруда, 1974) все работы
Можно разделить на шесть категорий.
95
К первой категории тяжести относятся работы, выполняемые
в комфортных условиях внешней производственной среды при допу-
стимых величинах физической, умственной и нервно-эмоциональной
нагрузок. У практически здоровых людей такие условия повышают
тренированность организма и его работоспособность. Утомление в кон-
це смены (недели) незначительное. В течение всего трудового перио-
да жизни у человека сохраняются здоровье и высокая работоспособ-
ность. В этих условиях реакции организма представляют собой
оптимальный вариант нормального функционального состояния.
Ко второй категории тяжести относятся работы, выполняемые
в условиях, не превышающих предельно допустимых значений произ-
водственных факторов, установленных действующими санитарными
правилами, нормами и эргономическими рекомендациями. У практи-
чески здоровых людей, не имеющих медицинских противопоказаний
к таким работам, к концу смены (недели) не возникает значительного
утомления. Работоспособность существенно не нарушается, отклоне-
ний в состоянии здоровья, связанных с профессиональной деятельно-
стью, в течение всего трудового периода жизни не наблюдается.
Таким образом, отличительным признаком первых двух катего-
рий тяжести труда является оптимальное взаимодействие составля-
ющих функциональной системы «человек — производственная среда».
К третьей категории тяжести относятся работы, при выполне-
нии которых вследствие не вполне благоприятных условий труда
(в том числе повышенная мышечная, психическая, нервно-эмоцио-
нальная нагрузка) у практически здоровых людей формируются реак-
ции, характерные для пограничного состояния организма: ухудшаются
некоторые показатели физиологических функций в межоперационных
интервалах, особенно к концу работы, по сравнению с дорабочим исход-
ным состоянием; ухудшаются функциональные показатели в момент
трудового усилия (в процессе выполнения производственных опера-
ций), прежде всего функции центральной нервной системы; удлиня-
ется восстановительный период; несколько ухудшаются производ-
ственные технико-экономические показатели.
Подобные отрицательные симптомы сравнительно быстро могут
быть устранены при улучшении режимов труда и отдыха.
К четвертой категории тяжести относятся работы, при которых
неблагоприятные условия труда приводят к реакциям, характерным
для более глубокого пограничного (предпатологического) состояния
у практически здоровых людей. При этом большинство физиологиче-
ских показателей ухудшается как в межоперационных интервалах
(и особенно в конце рабочих периодов), так и в момент трудового уси-
96
лия. Изменяются соотношения периодов в динамике работоспособно-
сти и производительности труда. Снижаются и другие производствен-
ные показатели. Повышается уровень заболеваемости, появляются
типичные производственно обусловленные профзаболевания, увели-
чиваются количество и тяжесть производственных травм.
К пятой категории тяжести относятся работы, при выполне-
нии которых в результате весьма неблагоприятных (экстремальных)
условий труда в конце рабочего периода (смены, недели) формиру-
ются реакции, характерные для патологического функционально-
го состояния организма у практически здоровых людей. Наблюдается
относительная, а иногда и абсолютная функциональная недостаточ-
ность жизнеобеспечивающих вегетативных подсистем; сильные, иног-
да искаженные реакции со стороны центральной нервной системы
(ее высших отделов), особенно при повышенном нервно-эмоцио-
нальном и интеллектуальном напряжении, и др. У большинства рабо-
тающих патологические реакции исчезают после достаточного полно-
ценного отдыха. Однако у некоторых работников по разным при-
чинам, в том числе и в связи с индивидуальными особенностями орга-
низма, с течением времени патологические реакции могут стабилизи-
роваться и перейти в более или менее развитое заболевание. Поэтому
для пятой категории тяжести характерен высокий уровень производ-
ственно-обусловленной и профессиональной заболеваемости. Зна-
чительно ухудшаются технико-экономические показатели, измене-
ны и нередко хаотичны кривые работоспособности и производитель-
ности труда.
К шестой категории тяжести относятся работы, при выполне-
нии которых в результате чрезвычайных, часто внезапных перегрузок,
как правило, при стрессовых психических (нервно-эмоциональных)
ситуациях, возникают острые патологические реакции, нередко сопро-
вождающиеся тяжелыми нарушениями функций жизненно важных
органов. Иногда психический или эмоциональный стресс усугубляет-
ся прочими, также неблагоприятными условиями труда. Это снижает
общую сопротивляемость организма к вредным и опасным производ-
ственным факторам.
Категория тяжести определяется на основе интегральной оценки
условий труда с помощью баллов. При этом каждый элемент по таблице
критериев получает количественную оценку от 1 до 6 баллов. При опре-
делении интегрального показателя в расчет принимаются биологиче-
ски значимые элементы условий труда, вызывающие пограничные
и патологические изменения в реакции и организме работающего.
С помощью данных, полученных в результате заполнения Карты иссле-
97
дования и проектирования трудового процесса, выявляются значимые
элементы, которым присваивается соответствующий балл, с учетом
времени их воздействия на работающего:
Ит =
6-Хопр
(п-1)6
10,
*„Р
п
1
где Ит — интегральная балльная оценка тяжести труда на рабочем месте;
Х1пр — элемент, получивший наибольшую оценку, баллов;
п
— сумма количественных оценок биологически активных элемен-
тов без Х,„ф, баллов;
X; — элемент, получивший количественную оценку, баллов;
п — количество элементов условий труда.
С помощью интегральной оценки тяжести труда определяют необ-
ходимость предоставления льгот и компенсаций.
7.3. Аттестация рабочих мест по условиям труда
Эффективность мер по созданию здоровых и безопасных усло-
вий труда в большой степени зависит от того, насколько они обосно-
ваны с медико-физиологической, социальной, технической и эконо-
мической точек зрения. Поэтому важное значение имеют изучение
и оценка фактического состояния условий труда на основе данных
замеров фактических значений параметров факторов производствен-
ной среды, в которой протекает трудовой процесс.
Комплексная оценка условий труда на основе специальных иссле-
дований факторов производственной среды проводится при аттестации
рабочих мест. Результаты этой работы используются предприятиями
и организациями для осуществления мероприятий по улучшению
условий труда, установления доплат, льгот и компенсаций за работу
в неблагоприятных условиях труда, в том числе за счет собственных
средств предприятий и организаций, а также для определения диффе-
ренцированных тарифов (взносов) на государственное социальное
страхование в зависимости от условий труда. Результаты аттестации
служат основанием для предоставления досрочных пенсий за счет
средств нанимателя.
Аттестация рабочих мест по условиям труда проводится раз в пять
лет специальной комиссией, в состав которой включаются главные
специалисты предприятия, работники отделов кадров, труда и заработ-
ной платы, охраны труда, медицинские работники, представители
профсоюзного комитета. Исследования санитарно-гигиенических
98
факторов производственной среды, тяжести и напряженности трудо-
ного процесса проводятся на конкретных рабочих местах путем лабо-
раторных исследований, инструментальных замеров и расчетов.
Результаты инструментальных замеров параметров вредных и опас-
ных производственных факторов оформляются протоколами и зано-
сятся в Карту условий труда на рабочем месте (см. табл.).
Обязательным приложением к Карте являются данные хроно-
метражных наблюдений, используемые в качестве методик измерения
цри оценке фактических величин психофизиологических факторов,
fi исходные данные для расчета этих факторов. Фактические величины
параметров психофизиологических факторов заносятся в Карту.
Оценка вредных и опасных факторов производственной среды
проводится с учетом продолжительности воздействия этих факторов
в течение смены. Продолжительность воздействия производственно-
го фактора определяется в процентах как отношение времени факти-
ческого воздействия фактора к установленной законодательством про-
должительности рабочего времени.
С помощью фотографии рабочего дня и хронометражных наблю-
дений определяется среднее время пребывания работника в различ-
ных пунктах рабочей зоны, связанное с необходимостью выполнения
обязанностей (работ), предусмотренных должностной инструкцией.
Оценка условий труда определяется с учетом усредненного времени
пребывания работника в рабочей зоне и усредненных значений факти-
ческих величин санитарно-гигиенических факторов условий труда,
полученных на рабочих местах основных рабочих, находящихся в этих
же пунктах рабочей зоны.
Для подтверждения занятости в особых условиях труда необхо-
димо, чтобы время выполнения работ в этих условиях в соответствии
с их характеристикой по ЕТКС и Квалификационному справочнику
должностей руководителей, специалистов и служащих (КСД) состав-
ляло не менее 80% продолжительности рабочего времени.
Результаты исследования и инструментальных замеров санитар-
но-гигиенических факторов оцениваются путем сопоставления их фак-
тических значений с нормативными. В зависимости от величины пре-
вышения норматива определяется балльная оценка фактора, которая
затем корректируется с учетом продолжительности его действия (гр. 7
Карты). Например, если балл фактора по гр. 5 Карты равен 2, а про-
должительность его действия — 40% времени смены, то балл с учетом
продолжительности действия фактора равен 0,8 (2 х 0,4 = 0,8).
Оценка психофизиологических факторов в баллах (гр. 4 Карты)
проводится путем сопоставления фактических значений с величина-
99
О
Карта условий труда на рабочем месте
о Предприятие: СП «Смиловичский конезавод» Производство: Цех, участок: зольно-дубильный Профессия: 10236 Аппаратчик дубления Количество аналогичных рабочих мест:
Санитарно-гигиенические факторы условий труда Дата иссле- дования Норматив- ное значение (ПДК, ПДУ) Фактическая величина фактора Балл фактора Продолжи- тельность действия фактора, % за смену Балл с учетом продолжи- тельности действия
1 2 3 4 5 6 7
1. Вредные вещества в воздухе рабочей зоны, мг/м3
а) пары и газы
1-й класс опасности — кислота муравьиная 17.11.04 1,0 Не обнаружен
2-й класс опасности — кислота серная 17.11.04 1,0 1,2 1,0 0,8 0,8
3-й класс опасности — сероводород 17.11.04 10,0 20,3 3,0 0,8 0,4
4-й класс опасности — аммиак 17.11.04' 20,0 7,5 — — Доп.
б) уровень загрязнения кожных покровов, мг/см2
в) пыль и аэрозоль, мг/см3
2. Вибрация, дБ,
— общая
— локальная
3. Шум, дБА, дБ 17.11.04 80 75 — — Доп.
4. Инфразвук, дБ
5. Ультразвук, дБ
1
6. Электромагнитные поля радиочастотного диапазона,
А/м, В/м, Вт/м
7. Электромагнитные поля промышленной частоты, кВ/м
8. Электростатические поля, кВ/м
9. Лазерное излучение, Дж/см2
10. Ионизирующее излучение:
10.1) мощность дозы внешнего гамма- и рентгеновского излуче-
ния, мбэр/ч
10.2) плотность потока частиц
10.3) активность на рабочем месте при работе с открытыми ИИИ
(соответствующая классу работ)
11. Ультрафиолетовое излучение, Вт/м2
12. Микроклимат в производственном помещении
12.1) температура воздуха, 'С 17.
12.2) скорость движения воздуха, м/с 17.
12.3) относительная влажность воздуха, %
12.4) интенсивность инфракрасного (теплового) излучения, Вт/м2
12.5) постоянная работа на открытом воздухе:
— в холодильных камерах
— в неотапливаемых помещениях
О 13. Аэронизация воздуха, ионов/см2
Продолжение
3 4 5 6
11.04 21-15 17 - - Доп.
11.04 До 75 89
1,0 0,9 0,9
о
го
Санитарно-гигиенические факторы условий труда
1
14. Освещенность, лк
15. Атмосферное давление
15.1) повышенное, атм.
15.2) пониженное, метров над уровнем моря
16. Биологические факторы
Психофизиологические факторы условий труда
17. Величина физической динамической нагрузки, кг х м:
— общая
— региональная
18. Разовая величина груза, поднимаемого вручную, кг
с рабочей поверхности 200 и более раз за смену
19. Статическая нагрузка за смену, кг х с:
— на одну руку
— на обе руки
— на все тело
Продолжение
Дата иссле- дования Норматив- ное значение (ПДК, ПДУ) Фактическая величина фактора Балл фактора Продолжи- тельность действия фактора, % за смену Балл с учетом продолжи- тельности действия
2 3 4 5 6 7
Величина, допустимая по критериям Физическая величина Балл фактора
До 83 000 До 80 000 Доп.
До 30 До 30 Доп.
Не характерна
Психофизиологические факторы условий труда
103
20. Рабочая поза и перемещение в пространстве
21. Темп работы, число движений в час:
— мелких
— крупных
22. Напряженность внимания:
— длительность сосредоточенного наблюдения, % времени смены
— число объектов одновременного наблюдения
— плотность сигналов в час
23. Напряженность анализаторных функций:
— зрительный анализатор
— слуховой анализатор
24. Монотонность:
— число приемов в многократно повторяющейся операции
— продолжительность выполнения повторяющихся операций, с
25. Эмоциональное напряжение
26. Эстетический дискомфорт
27. Физиологический дискомфорт
28. Сменность
II. Общая оценка условий труда, балл: 8,1
III. Компенсация за работу с особыми условиями труда
Продолжение
Величина, допустимая по критериям Физическая величина Балл фактора
Свободная 5 «б» 2,0
Не характерна
Не характерна
Не характерна
Резин, сап. 1,0
3 см 1,0
о ________________________________________________
Досрочные пенсии по Спискам № 1 и № 2
Размер доплат
С результатами аттестации ознакомлены:
Дата оформления карты: 17.11.04
Продолжение
По списку № 2
0,31
Председатель аттестационной комиссии
Члены аттестационной комиссии ________________________ ___________
ми, приведенными в «Критериях». Эта работа проводится специали-
стами предприятия, а также на договорной основе физиологами, пси-
хологами и гигиенистами, занимающимися вопросами условий труда.
Общая оценка условий труда в баллах рассчитывается путем сум-
мирования оценок всех производственных факторов по гр. 7 ч. 1 и гр. 4
ч. 2 и заносится в раздел II карты. На ее основании условия труда клас-
сифицируются следующим образом:
допустимые (производственные факторы, не превышающие
ПДКиПДУ);
вредные и тяжелые 1-й степени (общая оценка менее 6 баллов);
вредные и тяжелые 2-й степени (общая оценка от 6 до 8 баллов
включительно);
вредные и тяжелые 3-й степени (общая оценка свыше 8 баллов).
По результатам аттестации составляются:
перечни рабочих мест, производств, профессий и должностей,
работники которых подтвердили право на пенсию в связи с особыми
условиями;
перечни рабочих мест, производств, профессий и должностей,
работникам которых устанавливаются доплаты за работу в неблаго-
приятных условиях труда;
организационно-технические мероприятия по рационализации
рабочих мест в целях приведения их в соответствие с требованиями
правил и норм охраны труда.
Для предприятий, организаций и учреждений, финансируемых
из государственного бюджета, размеры минимально гарантированных
доплат в зависимости от степени вредности условий труда устанавли-
ваются соответствующим постановлением Министерства труда.
Хозрасчетные производственные объединения, предприятия уста-
навливают для работников, занятых в неблагоприятных условиях тру-
да, кроме минимально гарантированных доплат за работу в неблаго-
приятных условиях труда, за счет собственных средств более высокие
доплаты, что отражается в коллективных договорах.
7.4. Режимы труда и отдыха
В системе мероприятий по созданию комфортных условий труда
большое значение имеют рациональные режимы труда и отдыха, обес-
печивающие высокую эффективность труда и сохранение здоровья
работающих. Несмотря на то что потребность в отдыхе индивидуаль-
на и зависит от здоровья конкретного человека, его психофизиологи-
ческого состояния, возраста, пола, степени физической подготовки,
организация совместного труда требует его регламентации для групп
категорий работающих. Поэтому на предприятиях сменный, недель-
105
ный и месячный режимы труда и отдыха устанавливаются в целом,
а иногда и по отдельным его подразделениям. Годовой режим регламен-
тируется законодательством и проявляется в установлении продолжи-
тельности отпусков для различных категорий работников и в зависи-
мости от условий их труда.
Необходимость чередования труда и отдыха в течение различных
временных отрезков (смена, неделя, месяц, год) имеет физиологиче-
ское обоснование. Трудовая деятельность человека связана с расходо-
ванием физической и нервной энергии, влекущим за собой изменения
в его организме. До определенного периода времени эти затраты
не вызывают необратимых изменений в организме, который восста-
навливает первоначальное состояние в период кратковременного отды-
ха. Если эти пределы нарушаются, накапливаемое утомление и посто-
янное влияние вредных факторов на организм приводят к нарушениям
его функций и профессиональным заболеваниям.
Научной основой для построения рациональных режимов труда
и отдыха является динамика работоспособности человека, отражающая
влияние на организм всего комплекса условий труда. В свою очередь рабо-
тоспособность изучается по психофизиологическим и технико-экономи-
ческим показателям больших групп обследуемых работников в течение
рабочей смены, недели, месяца, года и трудоспособного возраста. Иссле-
дования, проведенные НИИТруда совместно с другими научно-исследо-
вательскими организациями, позволили установить, что динамика рабо-
тоспособности в течение перечисленных отрезков времени нестабильна1.
В течение рабочей смены динамика работоспособности выражается
ломаной линией, которая в начале смены поднимается вверх (период вра-
батываемости), нарастает в течение первых часов, затем определенное вре-
мя остается на одном уровне (период устойчивой работоспособности)
и снижается перед обеденным перерывом (период снижения работоспо-
собности). Такое же состояние наблюдается и после обеда. Кривая рабо-
тоспособности в течение смены приведена на рис. 7.1.
На кривой работоспособности выделяются три фазы, которые
повторяются до и после перерыва с той лишь разницей, что они неоди-
наковые по величине.
Период врабатываемости (нарастающей работоспособности)
характеризуется постепенно увеличивающейся по сравнению с исход-
ным уровнем работоспособностью. Продолжительность этого перио-
да в зависимости от особенностей выполняемой работы и состояния
1 См.: Межотраслевые рекомендации по разработке рациональных режимов труда
и отдыха. М., 1975; Типовые внутрисменные режимы труда и отдыха рабочих промыш-
ленных предприятий: Межотраслевые методические рекомендации. М., 1977.
106
Рис. 7.1. Типичная кривая работоспособности в течение рабочей смены:
а — период врабатываемости; б — период устойчивой работоспособности;
в — период снижения работоспособности
работника может длиться от нескольких минут до 1,5 ч и более. В это
время человек восстанавливает навыки работы, автоматизм движений,
координацию и входит в темп и ритм процесса.
Для сокращения этого периода необходима хорошая организация
рабочего места и его обслуживания. Рекомендуются вводная гимнастика
и функциональная музыка, быстрее повышающие настроение и физио-
логические функции работника до оптимального рабочего уровня.
Период устойчивой работоспособности наиболее продолжи-
тельный по времени и может достигать в каждой из двух частей рабочей
смены 2—3 ч и более. Для него характерны высокий и стабильный темп
выполнения работы, относительно низкая степень напряженности
физиологических функций человека. Для максимально длительного
поддержания рабочего в таком состоянии необходимы четкая органи-
зация трудового процесса и кратковременные перерывы для переклю-
чения в организме процессов возбуждения и торможения. В зависи-
мости от тяжести труда такие перерывы могут составлять 5—10%
рабочего времени, т.е. достаточно нормируемого времени на отдых
и личные надобности, включенного в норму штучного времени, а для
вспомогательных рабочих — микропауз, постоянно имеющих место,
учитывая специфику их труда.
Период снижения работоспособности наступает в результате
нарастающего утомления и проявляется в снижении производитель-
ности труда, замедлении темпа работы, ухудшении функционального
состояния работающего. Для сокращения продолжительности этого
периода необходимо правильно определить время начала и длитель-
ность обеденного перерыва, а также вводить регламентированные пере-
107
рывы перед началом наступления этой фазы с тем, чтобы максималь-
но оттянуть время наступления усталости.
На эффективность труда влияет и суточный физиологический
ритм работающего. Физиологические функции человека в течение
суток меняются в определенном порядке. Большинство из них в днев-
ное время повышается, а в ночное — понижается. Это обусловливает
неодинаковую реакцию организма человека на физическую и нервно-
психологическую нагрузку в разное время суток, что приводит к коле-
баниям работоспособности и производительности труда (рис. 7.2).
(а)
37,0
36,8
36,6
36,4
36,2
36,0
35,8
35,6
35,4
35,2
35,0
‘ „„А пульс
-86
-82
-78
-74
-68
-62
-58
-54
-50
‘—46
8 12 16 20 24 4
Часы
(б)
Рис. 7.2. Изменение физиологических функций человека в течение суток:
а — нормальные суточные кривые лабильности (сплошная линия)
и электрической чувствительности зрительного анализатора (пунктирная
линия); б — нормальные суточные кривые температуры тела (сплошная
линия) и частоты пульсовых ударов (пунктирная линия)
108
Организм человека не одинаково реагирует на физическую и нерв-
но-психическую нагрузку в разное время суток. При прочих равных
условиях предпочтительней являются утренние и дневные часы, кото-
рым предшествует полноценный ночной отдых. В вечерние и особен-
но в ночные часы физиологические процессы замедляются. Поэтому
оптимальным является двусменный режим работы предприятия. При
невозможности прерывать технологический процесс, т.е. при трехсмен-
ном режиме, продолжительность ночной смены должна быть меньше
дневной. В ночных сменах предпочтительнее более длительные пере-
рывы на обед и регламентированные на отдых.
Работоспособность человека подвержена изменениям и в течение
недели. Как показали исследования, здесь также имеет место период
врабатываемости, устойчивой работоспособности и ее снижения. Обоб-
щенная кривая недельной работоспособности приведена на рис. 7.3.
Рис. 7.3. Изменение работоспособности в течение рабочей недели
После выходных дней работоспособность должна восстановить-
ся. Наиболее производительными являются второй, третий и четвер-
тый дни недели.
Согласно Трудовому кодексу продолжительность рабочей неде-
ли установлена в размере 40 часов. При пятидневной рабочей неделе
предоставляются два выходных дня, как правило, подряд, если нет
специфических особенностей производства.
Для сохранения здоровья и обеспечения высокой работоспособности
каждому работающему предоставляется ежегодный отпуск. Зако-
нодательство дифференцирует его продолжительность. Основной мини-
мальный отпуск составляет 21 календарный день. Основной удлиненный
109
отпуск — от 28 до 56 календарных дней для отдельных категорий работа-
ющих. Дополнительные отпуска занятых на работах с вредными услови-
ями труда — от 7 до 41 календарного дня. До 14 календарных дней предо-
ставляется за ненормированный рабочий день; до 4 календарных дней —
за продолжительный стаж.
Согласно исследованиям, проведенным НИИТруда, при разра-
ботке режимов труда и отдыха необходимо руководствоваться следу-
ющими общими правилами1:
рациональное чередование работы и отдыха как одно из средств
предупреждения утомления должно проводиться на всех работах;
при совершенствовании режимов работы и отдыха требуется
учитывать воздействие условий труда на организм человека, его рабо-
тоспособность;
регламентированный отдых эффективнее, чем беспорядочные
перерывы в работе, устанавливаемые по усмотрению работающих. Слу-
чайные простои из-за недостатков в организации труда и производства
не могут считаться полноценным отдыхом, так как вызывают нарушения
рабочего динамического стереотипа и отрицательные эмоции;
содержание отдыха и его продолжительность должны быть
подчинены одной цели — максимальному снижению утомления и обес-
печению высокой и устойчивой работоспособности на протяжении
рабочего дня (смены).
Несмотря на многообразие выполняемых работ и различные уров-
ни условий труда на рабочих местах в структурных подразделениях
отмечаются сходные изменения в динамике работоспособности людей
в течение рабочего дня. Согласно рекомендациям НИИТруда время
регламентированных перерывов должно определяться на основе инте-
грального показателя, полученного в результате проведения аттеста-
ции рабочих мест по условиям труда. Общая продолжительность этих
перерывов в расчете на смену может рассчитываться двумя методами:
1) на основе показателя условий труда в баллах, определенного при
оценке интегрального показателя тяжести труда (X):
Тотд = 1,41Х - 7,85;
2) на основе показателя утомляемости в относительных едини-
цах, определенного по методике физиологических исследований (У):
Тотд = -0,58У,
где Ттд — общее время на регламентированные перерывы;
1 Научная организация труда в промышленности: Учеб.-метод. пособие. М.: Эконо-
мика, 1986. С. 250.
110
v И -15,6
0,64 ’
где Ит — интегральная балльная оценка тяжести труда на рабочем месте;
15,6 и 0,64 — коэффициенты корреляции.
Регламентированные перерывы включают перерыв на обед
и кратковременные перерывы на отдых.
Обеденный перерыв необходим не только для принятия пищи,
но и для снятия или ослабления утомления, накопившегося в течение
первой половины рабочего дня. Эффективность этого перерыва зави-
сит от правильного установления времени его начала, продолжитель-
ности и организации. Согласно данным исследований перерыв на обед
целесообразно устанавливать в середине рабочего дня или с отклоне-
нием в пределах ±30 мин. Продолжительность перерыва должна состав-
лять 0,5—1 ч, что обусловливается временем, необходимым для при-
ема пищи, частичного снятия утомления и восстановления работоспо-
собности.
Кратковременные перерывы на отдых предназначены для умень-
шения утомления, развивающегося в течение работы, и для личных
надобностей. Время этих перерывов в отличие от обеденного переры-
ва является частью рабочего времени и учитывается при нормирова-
нии труда. Они устанавливаются как для всего коллектива структур-
ного подразделения, так и для каждого рабочего. Общий перерыв в виде
производственной гимнастики, проводимой в течение 10 мин., дает
возможность предупредить переутомление и повысить работоспособ-
ность. Перерывы на отдых и личные надобности позволяют рабочим
не только удовлетворить естественные потребности, но и поддержать
устойчивую работоспособность. Согласно нормативам продолжитель-
ность этих перерывов находится в пределах от 4 до 9% оперативного
времени.
В основе активного отдыха лежит эффект И.М. Сеченова, суть
которого состоит в том, что утомленные мышцы лучше и быстрее вос-
станавливают работоспособность не при полном покое, а при работе
других мышечных групп, которые до этого бездействовали. Пассив-
ный отдых целесообразен только при тяжелых физических работах,
а также при работах с постоянным хождением.
В качестве активного отдыха на работах с вынужденным темпом
и ритмом (поточно-конвейерный тип организации производственно-
го процесса) применяется перемена рабочих мест и соответственно
выполняемых операций. Если нет жесткой регламентации темпа, рит-
ма и последовательности выполнения операций, смена формы деятель-
111
ности обеспечивается распределением работ различной сложности
и содержания по часам смены.
Для снятия нервного напряжения хорошо зарекомендовали себя
«комнаты психологической разгрузки». При устройстве такой комнаты
особое внимание уделяется ее оборудованию и интерьеру. Оборудова-
ние комнаты включает: мягкие кресла с подлокотниками и высоким
подголовником, в которых можно удобно расположиться полулежа,
и подставками для ног; рабочее место оператора, оснащенное магнито-
фоном и набором кассет с музыкальными программами и специальны-
ми текстовыми записями. Цветосветовой интерьер комнаты в сочета-
нии с воздействием музыки оказывает положительное, успокаивающее
воздействие на эмоциональное состояние и тонус нервной системы
человека.
Общая продолжительность сеанса «психологической разгрузки»
не должна превышать 18—20 мин., чтобы не нарушить рабочий дина-
мический стереотип и не деавтоматизировать систему трудовых реф-
лексов.
ГЛАВА 8
СОДЕРЖАНИЕ И ЗАДАЧИ
НОРМИРОВАНИЯ ТРУДА
8.1. Сущность и содержание нормирования труда
Современное производство со сложной и разнообразной техни-
кой и технологией, большой численностью работников предполагает
установление и регулирование необходимых количественных пропор-
ций между различными видами труда. Для этого необходимо знать
меру затрат труда по количеству и качеству, по каждому участку про-
изводства и каждому виду работ. Такой мерой труда является рабочее
время, необходимое для выполнения каждой отдельно взятой работы
(операции) в существующих организационно-технических условиях.
Мера труда как абсолютное количество совокупного рабочего
времени, необходимого для производства единицы определенного вида
продукта или выполнения определенной работы на конкретном пред-
приятии, приобретает специфическую форму, выражаемую в норме
труда. Последняя содержит структуру и величину необходимых затрат
рабочего времени с учетом конкретных технических и организацион-
ных условий производства на предприятии, в цехе, на участке и рабо-
чем месте. Нормы труда устанавливаются с помощью методов норми-
рования. Следовательно, нормирование труда представляет собой про-
цесс установления величины затрат рабочего времени в виде нормы
труда на выполнение определенной работы в наиболее рациональных
для данного производства организационно-технических условиях.
В приведенном определении важным является то, что нормы тру-
да должны соответствовать наиболее эффективным для условий кон-
кретного рабочего места вариантам технологического процесса, орга-
низации труда, производства и управления, т.е. оптимальным режимам
работы оборудования, рациональному содержанию технологического
и трудового процессов, передовым методам и приемам труда, наибо-
лее целесообразным системам и порядку обслуживания и обеспече-
ния рабочих мест. Кроме того, нормы труда должны определять те усло-
вия, в которых труд работника будет менее утомительным, более
производительным и содержательным.
113
Таким образом, норма труда определяет величину и структуру
затрат рабочего времени, необходимых для выполнения конкретной
работы, и является эталоном, с которым сравниваются фактические
затраты времени в целях установления их рациональности. Выражая
меру труда на каждом рабочем месте, нормы труда, с одной стороны,
являются средством получения прибыли, с другой — должны способ-
ствовать решению социальных задач, обеспечивая работающим нор-
мальную интенсивность труда и его содержательность.
В современных условиях назначение нормирования труда — актив-
но воздействовать на потенциальные возможности и результаты деятель-
ности предприятий по достижению двух взаимосвязанных экономиче-
ских и социальных целей: обеспечение процесса производства конкуренто-
способных товаров и услуг и рациональное использование человеческого
ресурса. В соответствии с этим повышаются и требования к нормирова-
нию труда, которые можно сформулировать следующим образом:
максимально больший охват нормированием труда всех кате-
горий работающих, обеспечивающим объективное измерение и оцен-
ку их трудовых затрат;
высокое качество норм, устанавливаемых аналитическим мето-
дом нормирования с применением прогрессивных нормативных мате-
риалов;
комплексный подход при расчете и установлении норм затрат
труда путем учета организационно-технических, экономических, психо-
физиологических и социальных факторов;
обеспечение нормальной интенсивности труда работников
с целью сохранения их длительной работоспособности и здоровья.
Процесс установления норм включает:
анализ производственного процесса, разделение его на части;
выбор оптимального варианта технологии и организации труда;
проектирование рациональных режимов работы оборудования,
приемов и методов труда, системы обслуживания рабочих мест, режи-
мов труда и отдыха;
расчет норм в соответствии с особенностями технологическо-
го и трудового процессов;
внедрение и последующую корректировку норм по мере изме-
нения организационно-технических условий производства.
Поэтому нормирование труда является важным звеном как техно-
логической и организационной подготовки производства, так и опера-
тивного управления им.
Работа по нормированию настолько тесно связана с проектиро-
ванием технологического процесса и организации труда, что во мно-
114
гих случаях их трудно разграничить. При этом каждое изменение
в технологии и организации производства должно сопровождаться
пересмотром действующих норм и приведением их в соответствие
с новыми организационно-техническими условиями производства.
Расчет норм труда на основе проектирования наиболее эффек-
тивного использования технических, технологических и организаци-
онных возможностей производства составляет основу существующих
методов нормирования труда. Научно-технический прогресс усиливает
значение качества и точности установления норм, поскольку процесс
непосредственного производства на современных предприятиях орга-
низуется на базе объективно необходимых и строго обязательных про-
порций, в том числе и затрат живого труда.
Одной из важнейших особенностей работы по нормированию
труда является ее многоаспектный характер, обусловленный объектив-
ной необходимостью учета в нормах комплекса технических, экономи-
ческих, психофизиологических и социальных факторов. Хотя реша-
ющая роль принадлежит техническому обоснованию, что связано
с важностью правильного установления режимов работы оборудования
и определения длительности технологического воздействия на пред-
мет труда, этим содержание нормирования труда далеко не исчерпы-
вается.
Принципиальное значение имеет экономическое обоснование
норм. На основе экономических факторов выбирается наиболее эффек-
тивная форма организации производственного процесса, обеспечива-
ющая оптимизацию загрузки оборудования и работников в течение
смены, затрат времени на изготовление продукции или выполнение
операции (работы).
С физиологической стороны труд — это функции человеческого
организма, затраты энергии человеческого мозга, нервов, мускулов,
органов чувств и т.д. Это выдвигает требование учесть при установле-
нии норм оптимальную степень расходования рабочей силы и нервной
энергии. Учет этих факторов позволяет создать условия, при которых
трудовая деятельность человека, являясь наиболее производительной,
сохранит его высокую работоспособность в течение длительного вре-
мени и быстрое ее восстановление.
Социальное обоснование норм позволяет обеспечить высокий
уровень содержательности труда, снижение его монотонности и рас-
ширение возможностей для самостоятельного творчества в процессе
выполнения работы.
У работника, реализующего свои трудовые способности, повы-
шается интерес к более продуктивному использованию рабочего вре-
115
мени, что приводит к росту требований по обеспечению его нормаль-
ными условиями труда и оптимальной его напряженности, которую
можно установить только на основе внедрения технически обоснован-
ных норм.
Таким образом, основными элементами, определяющими содер-
жание нормирования труда, являются:
анализ производственных возможностей рабочего места;
изучение и анализ методов и приемов труда;
проектирование состава, регламента и последовательности
выполнения трудовых процессов;
техническое, экономическое, психофизиологическое и социаль-
ное обоснование возможных вариантов выполнения нормируемой работы;
определение величины нормы труда.
8.2. Функции нормирования труда
Являясь элементом эффективного построения производственных
процессов и управления ими, нормы труда выполняют ряд важных
функций. Прежде всего нормирование, учитывая необходимые затра-
ты на ту или иную операцию (работу) в определенных организацион-
но-технических условиях, устанавливает меру труда в виде норм,
позволяющих определить степень участия каждого работника в созда-
нии конечного продукта. Таким образом, нормы труда представляют
собой конкретную и непосредственную характеристику индивидуаль-
ной или коллективной производительности труда.
С переходом к рыночной экономике эта функция выходит за рамки
государственного регулирования и становится функцией предприятий.
Использование прогрессивных норм трудовых затрат для каждого из них
независимо от форм собственности становится одним из важнейших усло-
вий экономического благополучия и обеспечения конкурентоспособно-
сти продукции. Тесная связь между эффективностью использования труда
и общими экономическими результатами работы предприятий делает
актуальной проблему установления норм труда, отражающих необходи-
мые затраты в существующих условиях. Это позволяет достичь оптималь-
ных удельных трудовых затрат на единицу продукции, что, как показы-
вает практика, способствует соответственному снижению удельных затрат
других видов производственных ресурсов.
Важнейшей является такая функция нормирования, как основы
внутрипроизводственного текущего планирования. С помощью
норм рассчитываются производственные программы цехов, участков,
плановых заданий для отдельных рабочих мест, количество оборудо-
вания и плановое использование производственной мощности участ-
116
ков, цехов и предприятия в целом. Исходя из норм определяется пла-
новая трудоемкость изготовления деталей и изделия в целом, а на этой
основе — необходимая численность работников, исчисляются фонд
заработной платы, себестоимость продукции, календарно-плановые
нормативы (размеры партий, длительность производственных циклов,
объемы незавершенного производства).
В условиях рыночных отношений в рамках этой функции реша-
ются и перспективные стратегические задачи, такие, как сравнитель-
ная оценка трудовых затрат с затратами конкурентов, выявление воз-
можностей их снижения, оценка экономической эффективности
мероприятий организационно-технического характера. Для реализа-
ции данных направлений необходимы прогрессивные нормативная
и информационная базы.
Нормы труда являются основой рациональной организации
труда и производства. В процессе расчета норм находится оптималь-
ный вариант последовательности выполнения операции (работы), пла-
нировки рабочего места, системы его обслуживания. Тем самым опти-
мизируется организация труда. При проектировании поточных линий
и участков исходя из затрат времени на выполнения отдельных опера-
ций рассчитывается необходимое количество оборудования, рабочих,
оптимизируется их загрузка во времени, определяется длительность
производственного цикла.
Одним из критериев рациональности трудовых процессов высту-
пает их трудоемкость, которую определяют на основании установлен-
ных норм времени. Выполняя функцию критерия эффективности
трудовых процессов, технически обоснованные нормы затрат труда
являются эталоном, позволяющим определить и оценить количествен-
но имеющиеся резервы повышения производительности труда на рабо-
чих местах. В этом качестве они учитывают наиболее прогрессивную
технологию, оснащение рабочего места высокопроизводительным
оборудованием, приспособлениями и инструментом. При расчете такой
нормы учитываются наиболее рациональные методы и приемы труда
рабочего, высокий уровень обслуживания рабочих мест, нормальная
интенсивность и условия труда.
Внедрение таких норм сопровождается сопоставлением факти-
ческих организационно-технических условий с предусмотренными
технически обоснованными нормами, выявлением и устранением
отклонений.
Нормы труда определяют меру вознаграждения за труд. При
повременной системе оплаты труда величина заработной платы опре-
деляется в соответствии с тарифной ставкой (окладом) и отработан-
117
ным временем. Однако обязательным условием рациональной орга-
низации такой системы оплаты является наличие норм, определяющих
необходимый результат труда работника (коллектива), т.е. оплачивает-
ся не время пребывания работника на предприятии, а выполненная
им работа в необходимом количестве и требуемого качества. Еще боль-
шая зависимость существует между нормой труда и заработком рабо-
чего при сдельной оплате труда. Расценка, по которой производится
оплата за выполненную работу, определяется умножением тарифной
ставки разряда работы на норму времени.
Новые возможности для реализации этой функции открылись
с расширением прав предприятий, которые могут устанавливать тариф-
ные ставки и решать многие вопросы оплаты труда, выходя за рамки
централизованно установленных тарифных ставок, окладов, размеров
премиальных выплат и доплат за неблагоприятные условия труда.
В настоящее время отпала необходимость регулирования уровня зара-
ботной платы путем завышения норм времени, что позволяет вводить
технически обоснованные нормы, отражающие необходимые затраты
времени для всех категорий работников, устанавливать их оптималь-
ную численность.
Нормирование труда выполняет функцию рационализации
производственных и трудовых процессов. Используемые в нормиро-
вании методы изучения затрат рабочего времени позволяют выявить
существующие в организации производства недостатки и разработать
мероприятия по их устранению. Посредством наблюдений за выпол-
нением операции (работы) на конкретном рабочем месте выявляют-
ся недостатки применяемых методов и приемов труда, проводится
их совершенствование (на основе проектирования рациональной
структуры операции, очередности выполнения приемов, действий
и движений), а также внедрение (путем обучения рабочего их выпол-
нению и создания соответствующих условий на рабочем месте).
Технически обоснованные нормы труда обеспечивают нормаль-
ную интенсивность труда, позволяющую длительное время сохра-
нять высокую работоспособность работников, производительность
и интенсивность труда в течение рабочей смены, а также воспроизвод-
ство рабочей силы. Это достигается применением централизованно
разработанных нормативов и норм, при расчете которых учитывается
психофизиологический допустимый уровень интенсивности труда или
темпа работы, характеризующийся оптимальным уровнем функцио-
нирования организма, воспринимаемым исполнителями как наиболее
удобный, не требующий специальных усилий, напряжения для уско-
рения или замедления движений.
118
8.3. Виды норм труда и их характеристики
На предприятиях используется система норм труда, отражающих
различные стороны трудовой деятельности. Наиболее широко при-
меняются нормы времени, выработки, обслуживания, численности,
управляемости, нормированные задания.
Норма времени (Нвр) — это величина затрат рабочего времени
на выполнение единицы работы, устанавливаемая работнику или груп-
пе работников (бригаде) соответствующей квалификации в определен-
ных организационно-технических условиях. Норму времени, установ-
ленную на операцию или единицу изделия, называют нормой
штучного времени.
Норма выработки (Нвыр) — это установленный объем работы,
который работник или группа работников соответствующей квалифи-
кации обязаны выполнить за единицу рабочего времени в определен-
ных организационно-технических условиях. Таким образом, норма
выработки является величиной, обратно пропорциональной норме
времени. Она устанавливается, как правило, в массовом и крупносе-
рийном производствах, где на каждом рабочем месте выполняется одна
или несколько операций.
Норма обслуживания (Но) — это количество производственных
объектов (единиц оборудования, рабочих мест и т.д.), которые работ-
ник или группа работников соответствующей квалификации обязаны
обслужить в течение единицы рабочего времени в определенных орга-
низационно-технических условиях. Эти нормы применяются для нор-
мирования труда основных рабочих-многостаночников, а также вспо-
могательных рабочих. Например, для наладчика нормой обслуживания
является количество закрепленных за ним станков.
Норма времени обслуживания (Нвро) — это количество времени,
необходимое в определенных организационно-технических условиях
на обслуживание в течение смены единицы оборудования, квадратно-
го метра производственной площади и т.д.
Норма численности (Нч) — это установленная численность работ-
ников определенного профессионально-квалификационного состава,
необходимая для выполнения конкретных производственных функций
или объема работ в определенных организационно-технических условиях.
Норма управляемости (Нуи) — определяет количество работников,
которое должно быть непосредственно подчинено одному руководителю.
По своему содержанию близка к норме выработки другая форма
затрат труда — нормированное задание, т.е. установленный состав
и объем работ, который должен быть выполнен одним или группой
работников за определенный период времени (смену, месяц).
119
Применение того или иного вида норм зависит от условий произ-
водства, характера труда и других факторов. Однако основным видом
норм являются нормы времени, так как рабочее время является всеоб-
щим измерителем количества затрачиваемого труда. Затраты рабоче-
го времени положены и в основу расчета норм выработки, обслужива-
ния и численности.
В зависимости от методов обоснования и установления норм их при-
нято делить на опытно-статистические и технически обоснованные.
Нормы, определенные на основании опыта нормировщика или
мастера, а также на основе аналогичных работ, т.е. установленные
на операцию в целом, без изучения и анализа производственных воз-
можностей, технических и экономических расчетов, относятся к опыт-
но -статистическим.
Под технически обоснованной нормой понимается норма, уста-
новленная инженерно-экономическим расчетом на основе проектиро-
вания рационального технологического процесса и организации труда
и предусматривающая эффективное использование средств производ-
ства и самого труда.
Технически обоснованная норма, определяя затраты времени
на выполнение определенных работ при оптимальных условиях,
является эталоном высокоорганизованного производства. При техни-
чески обоснованных нормах трудовой процесс организуется и пла-
нируется в единстве с техникой и технологией. Однако, несмотря
на название, такие нормы обосновываются не только с технической сто-
роны, но и с экономической, психофизиологической и социальной.
Таким образом, технически обоснованные нормы отражают:
1) рациональный технический процесс, т.е. применение экономи-
чески целесообразных для разных производственных условий техно-
логии, оборудования, инструментов, режимов работы и т.д.;
2) правильную организацию труда, т.е. применение экономиче-
ски целесообразных форм организации труда, отвечающих конкрет-
ным особенностям производства;
3) выполнение работ исполнителями соответствующей квалифи-
кации, уровень производительности которых выше средней произво-
дительности рабочих, занятых на аналогичных работах, но ниже достиг-
нутой отдельными рабочими рекордной производительности;
4) оптимальные условия труда на рабочем месте;
5) высокую содержательность труда, его творческий характер.
Организующую и мобилизующую роль нормы могут выполнять
лишь тогда, когда они всесторонне и комплексно обоснованы и учиты-
вают действительные возможности техники, передовой опыт произ-
водства, психофизиологические и социальные факторы.
120
8.4. Структура технически обоснованной
нормы времени
В норму времени включают только необходимые затраты, к которым
относят подготовительно-заключительное время (Т„3), оперативное вре-
мя ( Гоп), время обслуживания рабочего места ( Т^), время на отдых и лич-
ные надобности (Ттл) и время регламентированных перерывов, вызван-
ных технологией и организацией производственного процесса (Гпт).
Структура нормы времени представлена на рисунке.
Все составные части нормы времени определяются в одних и тех
же единицах времени по формуле
Н = Т Т "t* Т 7"*
ххвр ‘из ‘on J обе ‘отд ‘пт*
Структура нормы времени
Общая расчетная формула штучного времени:
Гшт = То + Тв + Гтех + Горг + Готд + Гпт.
При выпуске продукции отдельными сериями (партиями) под-
готовительно-заключительное время устанавливается на всю партию,
так как оно не зависит от количества однородной продукции, изготов-
ляемой по определенному заданию. При этом в качестве полной нор-
мы времени на изготовление единицы изделия устанавливается нор-
ма Штучно-калькуляционного времени:
121
Т =Т Ц-—дз.
шт.к шт >
п
где п — количество изделий в партии.
При определении продолжительности отдельных элементов нормь
времени учитываются факторы, влияющие на методику их расчета. Таки
ми факторами являются: тип производства, характер состояния техноло
гического и трудового процесса, число станков, обслуживаемых одни.\
рабочим, число деталей, обрабатываемых за один цикл (операцию), перио
дичность повторения и длительность производственного процесса.
В зависимости от типа производства расчетная формула штучно
го времени по дифференциации элементов может быть выражена еле
дующим образом:
1) в условиях массового и крупносерийного производства при нор
мировании машинно-ручных работ-.
Тт=(То+Т*) 1 +
Apr Атд Ат | J. Аех
100 J °юо’
гдеЛорг, Лот, — соответственно время организационного обслуживания рабо
чего места, время на отдых и личные надобности, выраженные
в процентах к оперативному времени;
Лпт — время перерывов, обусловленных технологией и организацией
производства, выраженное в процентах к оперативному времени;
Аех — время технического обслуживания рабочего места, выраженное
в процентах к основному времени;
2) в условиях серийного и мелкосерийного производств при норми-
ровании машинно-ручных работ:
Т
шт
=т
оп
Абс + Атд + Ат
100
где А^у. — общее время обслуживания, определенное в процентах к опера
тивному времени, А^у. - Лорг + Атех;
3) в условиях единичного производства:
1 + ^С|,
I 100/
ШТ оп
где К — сумма времени на обслуживание рабочего места, отдых и личны
надобности, выраженная в процентах от оперативного времени
Во всех случаях, определяя величину вспомогательного време
ни, которую следует включать в норму времени, необходимо учить
вать характер сочетания технологического (машинного) и трудовог
(ручного) процессов. Возможны три варианта таких сочетаний:
122
а) технологический и трудовой процессы выполняются последо-
вательно, тогда длительность выполнения и норма времени представ-
ляют собой сумму основного (технологического) и вспомогательного
времени (при этом вспомогательное время может быть как ручным,
так и машинно-ручным);
б) технологический и трудовой процессы выполняются парал-
лельно-последовательно, при этом часть вспомогательной (ручной)
работы выполняется во время работы машины, т.е. частично перекры-
ваются машинным временем; с учетом этого длительность выполне-
ния операции будет включать сумму основного и вспомогательного
(неперекрываемого) времени;
в) технологический и трудовой процессы выполняются парал-
лельно, в этом случае вспомогательное (ручное) время полностью пере-
крывается машинным, и, следовательно, в норму времени вспомога-
тельное время включаться не должно.
Эти условия относятся не только к вспомогательному времени,
но и к времени обслуживания рабочего места, которое тоже должно
включаться в норму времени только в той части, в какой оно не пере-
крывается машинным временем.
Норма затрат труда, выраженная количеством продукции, изго-
товленной в единицу рабочего времени, называемая нормой выработ-
ки, определяется по формуле
Т
тт _ см
А1выр
1 шт
В тех производствах, где подготовительно-заключительное время,
время на обслуживание рабочего места, отдых и личные надобности
нормируется на смену, норма выработки рассчитывается по формулам
Т —Т Т —(Т +Т +Т \
ТТ — 2 см 2 пз . тт _ см К пз обс отд /
А1выр * Авыр у»
1 шт 1 оп
Норма времени и норма выработки связаны между собой обрат-
ной зависимостью — с уменьшением нормы времени увеличивается
норма выработки. При этом следует отметить, что норма выработки
увеличивается в больших размерах, чем уменьшается норма времени.
Зависимость между этими нормами определяется по формулам
100w ЮОх
х -----—; и ----------,
100 + г/ 100-х
где х — процент снижения нормы времени;
у — процент повышения нормы выработки.
123
ГЛАВА 9
ИЗУЧЕНИЕ ЗАТРАТ РАБОЧЕГО ВРЕМЕНИ
9.1. Классификация затрат рабочего времени
Для анализа и рационализации трудового процесса, разработки
норм затрат труда необходимо тщательно изучить затраты рабочего
времени исполнителя работ и времени использования оборудования.
Основой для такого изучения служит соответствующая классифика-
ция этих затрат по категориям. Она создает определенное единообра-
зие, что позволяет применять единые методы изучения и анализа затрат
или потерь рабочего времени, единые нормативные материалы и мето-
ды нормирования труда. В качестве удовлетворяющих требованиям
всех отраслей приняты дифференцированные классификации затрат
рабочего времени исполнителя.
Рабочее время смены для исполнителя работ подразделяется
на время работы исполнителя (в течение которого рабочий выполня-
ет ту или иную предусмотренную или не предусмотренную производ-
ственным заданием работу) и время перерывов в работе исполнителя
(в течение которого рабочий не работает). Структура рабочего време-
ни рабочего приведена на рисунке.
Время работы по выполнению производственного задания состоит
из следующих категорий затрат рабочего времени исполнителя работ1.
Подготовительно -заключительное время (Гпз) — это время,
затрачиваемое рабочим на подготовку к выполнению заданной работы
и действия, связанные с ее окончанием. К данному виду затрат рабо-
чего времени относится время: получения производственного задания,
инструментов, приспособлений и технологической документации:
ознакомления с работой, технологической документацией, чертежом
получения инструктажа о порядке проведения работы; наладки обору-
дования на соответствующий режим работы; пробной обработки дета-
ли на станке; снятия приспособлений, инструмента; сдачи готовой про-
1 При нормировании отдельных работ имеют место свойственные только им катего
рии затрат рабочего времени. О них сказано в соответствующих главах данной работы
124
125
РАБОЧЕЕ ВРЕМЯ
дукции ОТК; сдачи технологической документации и чертежей. Осо-
бенностью этой категории затрат времени является то, что ее величи-
на не зависит от объема работы, выполняемой по данному заданию
т.е. это единовременные затраты на партию изготавливаемой продук-
ции. Поэтому в крупносерийном и массовом производствах в расчете
на единицу продукции оно незначительно по величине и обычно при
установлении норм не учитывается.
Оперативное время (Гоп). Это время, затрачиваемое непосред-
ственно на выполнение заданной работы (операции), повторяемое
с каждой единицей или определенным объемом продукции или работ.
Оно подразделяется на основное и вспомогательное время при машин-
ных работах.
Основное время (То). Это время, затрачиваемое рабочим на дей-
ствия по качественному и количественному изменению предмета тру-
да, его состояния и положения в пространстве.
Вспомогательное время (Гп). Это время, затрачиваемое рабочим
на действия, обеспечивающие выполнение основной работы. Оно
повторяется либо с каждой обрабатываемой единицей продукции, либо
с определенным ее объемом. К вспомогательному относится время на:
загрузку оборудования сырьем и полуфабрикатами; выгрузку и съем
готовой продукции; установку и закрепление деталей; открепление
и снятие детали; перемещение предмета труда в пределах рабочей зоны;
управление оборудованием; перемещение отдельных механизмов обо-
рудования; перестановку рабочего инструмента, если это повторяется
с каждой единицей продукции; контроль за качеством изготовляемой
продукции; передвижения (переходы) рабочего, необходимые для
выполнения операций, и другие аналогичные работы.
Время обслуживания рабочего места (Т^). Это время, затрачи-
ваемое рабочим на уход за рабочим местом и поддержание его в состо-
янии, обеспечивающем производительную работу в течение смены.
В машинных и автоматизированных производственных процессах это
время подразделяется на время технического обслуживания и время
организационного обслуживания.
Время технического обслуживания (Гтех). Это время, затрачива-
емое на уход за рабочим местом, оборудованием и инструментом, необ-
ходимым для выполнения конкретного задания. К нему относятся
затраты времени на заточку и замену изношенного инструмента, регу-
лировку и подналадку оборудования в процессе работы, уборку отхо-
дов производства, осмотр, опробование, чистку, мойку, смазку оборУ'
дования и др.
126
Время организационного обслуживания (Горг). Это время, затрачи-
ваемое рабочим на поддержание рабочего места в рабочем состоянии
в течение смены. Оно не зависит от особенностей конкретной операции
и включает затраты времени: на прием и сдачу смены; раскладку в нача-
ле и уборку в конце смены инструмента, документации и других необ-
ходимых для работы материалов и предметов; перемещение в преде-
лах рабочего места тары с заготовками или готовыми изделиями и др.
Время, затрачиваемое рабочим на наблюдение за работой
оборудования. В механизированном и автоматизированном производ-
ствах это время имеет значительный удельный вес. Оно может быть
активным и пассивным.
Время активного наблюдения заработай оборудования (Ган). Это
время, в течение которого рабочий внимательно следит за работой
оборудования, ходом технологического процесса, соблюдением задан-
ных параметров, чтобы обеспечить необходимое качество продукции
и исправность оборудования. В течение этого времени рабочий
не выполняет физической работы, но присутствие его на рабочем месте
необходимо.
Время пассивного наблюдения заработай оборудования (Гпн). Это
время, в течение которого нет необходимости в постоянном наблюде-
нии за работой оборудования или технологическим процессом, но рабо-
чий осуществляет его из-за отсутствия другой работы. Время пассив-
ного наблюдения за работой оборудования должно быть предметом
особо внимательного изучения, так как его сокращение или использо-
вание для выполнения другой необходимой работы является суще-
ственным резервом повышения производительности труда.
При анализе затрат рабочего времени по обслуживанию обору-
дования и расчете норм времени выделяют перекрываемое и непере-
крываемое время.
Перекрываемое время — это время выполнения рабочим тех или
иных трудовых приемов в период автоматического времени работы
оборудования. Перекрываемым может быть основное (активное наблю-
дение) и вспомогательное время, а также время, относящееся к дру-
гим видам затрат рабочего времени.
Неперекрываемое время — это время выполнения вспомогатель-
ных работ и работ по обслуживанию рабочих мест при остановленном
оборудовании.
Время работы, не предусмотренное производственным зада-
нием (Гиз). Это время, затрачиваемое работником на выполнение слу-
чайной и непроизводительной работы. Оно подразделяется так.
127
Время выполнения случайной работы (Гср). Это время, затрачен-
ное на выполнение работы, не предусмотренной производственным
заданием, но вызванное производственной необходимостью (напри-
мер, транспортировка готовой продукции, выполняемая вместо вспо-
могательного рабочего).
Время выполнения непроизводительной работы (Гнр). Это время,
затрачиваемое на выполнение работы, не предусмотренной производ-
ственным заданием и не вызванное производственной необходимостью
(например, время исправления производственного брака).
Выполнение случайных и непроизводительных работ не обеспе-
чивает прироста продукции или улучшения ее качества и не включа-
ется в норму штучного времени. Эти затраты должны стать предметом
особого внимания, так как их сокращение является резервом повыше-
ния производительности труда.
Время перерывов в работе подразделяется следующим образом.
Время регламентированных перерывов в работе. Включает время
перерывов в работе, обусловленных технологией и организацией про-
изводственного процесса (Гпт), например перерыв в работе машиниста
крана во время строповки рабочими поднимаемого груза. К этой кате-
гории относится также время на отдыхиличные надобности исполни-
теля работ (Во-
время нерегламентированных перерывов в работе. Это время пере-
рывов в работе, вызванных нарушением нормального течения произ-
водственного процесса. Оно включает время перерывов, вызванных
недостатками в организации производства (Гпнт): несвоевременной
подачей на рабочее место материалов, сырья, неисправностью обору-
дования, перебоями в подаче электроэнергии и т.д., и время переры-
вов в работе, вызванных нарушениями трудовой дисциплины (Гпнд):
опоздание на работу, отлучки с рабочего места, преждевременный уход
с работы и т.д.
При анализе затрат рабочего времени с целью выявления и после-
дующего устранения потерь рабочего времени и их причин все рабо-
чее время исполнителя подразделяется на производительные затраты
и потери рабочего времени. Первая группа включает время работы
по выполнению производственного задания и время регламентирован-
ных перерывов. Эти затраты являются объектом нормирования
и входят в структуру нормы времени. К потерям рабочего времени
относятся время выполнения непроизводительной работы и время
нерегламентированных перерывов. Эти затраты являются объектом
анализа с целью их устранения или максимального снижения.
128
9.2. Методы изучения затрат рабочего времени
Изучение затрат рабочего времени и времени использования обо-
рудования производится с целью:
выявления структуры затрат рабочего времени, устранения
потерь и непроизводительных затрат рабочего времени путем более
полного использования возможностей оборудования, технологии, орга-
низации труда и производства;
выявления и оценки применяемых методов и приемов труда;
определения оптимального варианта содержания и последова-
тельности выполнения отдельных элементов операции;
расчета норм и нормативов;
выявления причин невыполнения или значительного перевы-
полнения норм.
В зависимости от назначения, количества объектов наблюдения,
степени детализации изучаемых затрат рабочего времени применяют-
ся следующие виды наблюдения:
фотография рабочего времени;
самофотография;
хронометраж.
9.2.1. Фотография рабочего времени
Фотографией рабочего времени называется изучение затрат рабо-
чего времени или времени использования оборудования на протяже-
нии рабочей смены или ее части с помощью детальной фиксации
данных, характеризующих их продолжительность и структуру. Она
проводится с целью:
выявления недостатков в организации труда и производства,
приводящих к прямым потерям и нерациональным затратам рабочего
времени, а также к простоям оборудования, и разработки организа-
ционно-технических мероприятий по устранению выявленных недо-
статков;
изучения, обобщения и распространения передового производ-
ственного опыта по использованию рабочего времени;
установления норм обслуживания и нормативов численности
рабочих;
получения исходных данных для разработки нормативов под-
готовительно-заключительного времени, времени обслуживания рабо-
чего места, времени на отдых и личные надобности, определения опе-
ративного времени на ручные работы в единичном и мелкосерийном
производствах;
129
выявления причин невыполнения и значительного перевыпол-
нения норм выработки отдельными рабочими.
В зависимости от формы организации труда на изучаемых рабо-
чих местах и количества объектов наблюдений фотография рабочего
времени может быть индивидуальной, многостаночников, групповой
(бригадной).
Независимо от вида наблюдений, проведение каждой из них состо-
ит из следующих этапов:
1) подготовка к наблюдению;
2) проведение наблюдения;
3) обработка данных наблюдения;
4) анализ результатов и подготовка мероприятий по совершенство-
ванию организации труда или по установлению норм и нормативов.
При подготовке к наблюдению изучаются технологический процесс,
который выполняется исполнителем или группой рабочих, являющихся
объектом исследования; организация труда на рабочем месте (местах);
порядок обслуживания; технические характеристики, режимы работы
и состояние оборудования. Заполняется лицевая сторона наблюдатель-
ного листа. Если фотография проводится с целью разработки нормати-
вов, то на этом этапе выявляются и устраняются недостатки, приводящие
к прямым потерям и нерациональным затратам рабочего времени. Толь-
ко после этого приступают к проведению наблюдения.
Особое значение имеет правильный выбор рабочего при прове-
дении наблюдений, на основе которых будут устанавливаться нормы
или разрабатываться нормативы. При этом надо учитывать следующее.
Нормы и нормативы должны рассчитываться с учетом передовых мето-
дов и приемов труда. Интенсивность труда при их применении у раз-
ных рабочих в силу психофизиологических особенностей будет раз-
ной, а норма должна предусматривать среднюю интенсивность труда
рабочего, овладевшего передовыми приемами и методами труда. В свя-
зи с этим рекомендуется проводить наблюдения за рабочими, квали-
фикация которых соответствует разряду работы и которые имеют стаж
работы от 4 до 20 лет и средний процент выполнения норм на данной
работе.
Если основным назначением фотографии является выявление
потерь рабочего времени и простоев оборудования, то она должна про-
водиться без предварительного вмешательства в существующую орга-
низацию труда и обслуживание рабочего места или оборудования.
Однако для более качественного проведения наблюдения необходимо
предварительное изучение недостатков организации труда и обслужи-
вания рабочего места или оборудования.
130
При использовании метода моментных наблюдений предвари-
тельно разрабатывается маршрут обхода и устанавливаются фиксаж-
ные пункты, т.е. места по пути следования наблюдателя, поравнявшись
с которыми он должен остановиться и зафиксировать, чем занят рабо-
чий или какая работа в данный момент выполняется на оборудовании.
В качестве фиксажных пунктов могут быть выбраны, например, колон-
ны около рабочих мест, станки. Определяется также необходимое число
наблюдений или моментов.
Важными элементами подготовки являются ознакомление рабо-
чего, за которым проводится наблюдение, мастера и бригадира с его
характером и разъяснение цели.
Перед началом наблюдения в наблюдательную карту заносятся
общие сведения, касающиеся обследуемого оборудования и рабочего.
Индивидуальная фотография рабочего времени
При индивидуальной фотографии рабочего времени объектом
изучения является рабочий, работающий на определенном рабочем
месте. Это позволяет проводить наиболее полное и всестороннее изу-
чение и измерение затрат времени рабочего.
К наблюдению приступают после проведения подготовительной
работы в момент начала рабочей смены или выбранного для изучения
отрезка смены. Учитывая, что рабочий может приступить к работе или
ее подготовке до начала рабочей смены, наблюдатель должен быть
на рабочем месте за 10—15 мин. до начала смены.
Наблюдение и измерение ведутся по текущему времени. В наблю-
дательном листе (табл. 9.1) указываются все действия исполнителя
и перерывы в работе в том порядке, в каком они происходят факти-
чески, с одновременной фиксацией текущего времени окончания
каждого вида затрат или потерь, которое в свою очередь является
началом следующего вида затрат. Особенно четко следует отличать
элементы подготовительно-заключительной работы от оперативной
работы и работы по обслуживанию рабочего места, а также перерывы
организационно-технического характера от перерывов, зависящих
от рабочего.
В графе «Перекрываемое время» отмечается продолжительность
ручной работы, которая выполняется в основное (машинное) время.
В графе «Количество изделий» указывается количество единиц выпол-
ненной работы за время наблюдения. Это позволяет при дальнейшей
обработке судить о степени выполнения норм выработки, распределе-
нии выработки по отдельным отрезкам времени и равномерности тем-
па работы на протяжении рабочей смены.
131
132
Таблица 9.1
Наблюдательный лист для индивидуальной фотографии рабочего времени
Лицевая сторона
Предприятие БелавтоМАЗ Квртв индивидуальной фотографии рабочего времени
Цех Шасси
Участок №3
Дата Смена Время наблюдения Рабочий
23.10.04 I Начало Конец Фамилия: Петров П.П. Разряд 3
7.50 16.30 Специальность: токарь Стаж 5 лет
Наименование оборудования Токарно-винторезный станок Операция Обточить по 0 и подрезать торец
Модель 1К62 Деталь Валик № 1051015
Инв. № 1346 Разряд работы 4
Состояние Хорошее Норма времени 1,68
Инструмент Набор резцов Норма выработки 285 шт.
Организация рабочего места: рабочее место организовано в соответствии с типовым проектом, обеспечено необходимой
технологической и организационной оснасткой, инструментом
Порядок обеспечения заготовками Заготовки доставляются на рабочее место по графику
Порядок обеспечения инструментом На рабочем месте имеется комплект резцов, при их смене рабочий получает новый комплект в ИРК
Порядок ухода за оборудованием Станок обслуживает бригада наладчиков, работающая на участке
Оборотная сторона
Наблюдательный лист индивидуальной фотографии рабочего времени
№ п/п Что наблюдалось Текущее время, ч, мин. Величина затрат рабо- чего времени, мин. Перекрываемое время, мин. Индекс Фактическая выработка
1 2 3 4 5 6 7
1 Пришел на рабочее место 7,00
2 Получает задание 7,04 4 ПЗ
3 Раскладывает инструмент 7,10 6 ПЗ
4 Налаживает станок 7,24 14 ПЗ
5 Обрабатывает деталь 8,30 74 ОП 35
И т.д.
Итого 480 278
Наблюдал: Сидоров А.П.
Дата: 02.10.04
Смена: I
133
Для получения результатов с высокой степенью достоверности
наблюдения должны проводиться 3—5 дней. При этом наблюдается
начало, середина и конец рабочей недели.
При установлении нормативов подготовительно-заключительно-
го времени и времени обслуживания рабочего места наблюдения реко-
мендуется проводить за разными исполнителями.
Обработка результатов наблюдения заключается в вычислении
продолжительности затрат рабочего времени по каждой из отмечен-
ных категорий затрат рабочего времени путем вычитания из текущего
времени каждого последующего замера текущего времени предыду-
щего замера. После этого по всем замерам в графе «Индекс» согласно
принятой классификации проставляется краткое обозначение данно-
го вида затрат или потерь рабочего времени. Дальнейшая обработка
состоит в выборке и составлении сводки одноименных затрат времени
(табл. 9.2).
Для анализа составляют фактический и нормативный балансы
рабочего времени (табл. 9.3). При составлении нормативного баланса
все нерациональные затраты и прямые потери рабочего времени исклю-
чают, за счет этого увеличивается оперативное время. Подготовитель-
но-заключительное время, время организационного и технического
обслуживания, время на отдых и личные надобности рассчитываются
в процентах к полученному оперативному времени по соответству-
ющим нормативам.
Таблица 9.2
Группировка одноименных затрат рабочего времени
№ п/п Индекс категории затрат Повторя- емость затрат Суммарная величина затрат, мин. В том числе перекрыва- емое время, мин. Удельный вес затрат в общем времени наблю- дения, %
1 тт 5 53 11
2 7"оп 34 306 25 64
3 7"обс 8 19 28 4
4 7"отд 4 32 6
5 7"пнт 5 52 11
6 7"пнд 3 19 4
Итого 480 100
134
В результате сопоставления фактических затрат времени с норма-
тивными выявляются излишние и подлежащие сокращению затраты
подготовительно-заключительного времени, времени организационно-
го и технического обслуживания, времени на отдых и личные надоб-
ности. Изучаются причины, вызвавшие нерациональные и излишние
затраты, потери рабочего времени, и устанавливаются действительно
необходимые затраты с учетом объема работ, который мог бы быть
выполнен рабочим в течение наблюдаемого периода при отсутствии
излишних затрат и потерь рабочего времени.
Путем сопоставления данных фактического и нормативного балан-
сов рабочего времени определяются коэффициенты:
1) полезного использования рабочего времени:
Т* । Т 4-Т +т ±т К „ ПЗ ' ОП ' J обе ' J ОТД ' J ПТ 1QQ 1 ~ т ’ Л набл где Гна6л — время наблюдения; 2) полезного использования оборудования: Т К2=-22-; 2 р набл Баланс затрат рабочего времени Таблица 9.3
№ п/п Индекс категории Фактический баланс Проектируемый баланс Лишние затраты
затрат рабочего времени МИН. % МИН. % МИН. %
1 Т„ 53 11 53 11
2 Lo 306 64 379 79
3 ЛбС 19 4 19 4
4 ^ОТД 32 6 30 6 2 0,4
5 7"пнт 52 11 — — 52 11
6 ^лнд 19 4 — — 19 4
Итого 480 100 480 100 73 15
3) потерь рабочего времени, зависящих от рабочего:
Т
К3=-^-
О 'Т’
1 набл
где Гпр — перерывы в работе по причинам, зависящим от рабочего;
135
4) потерь рабочего времени по организационно-техническим при-
чинам:
Определяется также и возможное повышение производительно-
сти труда за счет устранения потерь и нерациональных затрат рабоче-
го времени:
при _Ирф
ДП—2Д-. оп-ЮО,
Т’Ф
1 on
ИЛИ
Т +Т +(тф -Т" )
дэд _ пнт пнд \ отд отд /
Т’Ф ’
1 оп
гдеТ* и Т“п — оперативное время по фактическому и нормативному балан-
сам;
Тф и Гй — фактическое и нормативное время на отдых и личные надоб-
ности.
Анализ данных индивидуальной фотографии рабочего времени
завершается разработкой организационно-технических мероприятий
по устранению причин, вызывающих потери рабочего времени, и совер-
шенствованию организации и нормирования труда. Мероприятия
должны быть оформлены распоряжением по цеху или включены
в общезаводской план с указанием срока их выполнения и ответствен-
ных исполнителей.
Фотография рабочего времени многостаночника
Фотография рабочего времени многостаночника, обслуживающего
несколько станков (машин, агрегатов, аппаратов), является комбиниро-
ванной формой изучения затрат рабочего времени рабочего с одновре-
менным изучением использования во времени обслуживаемого им обо-
рудования. Этапы и порядок проведения наблюдения такие же, как и при
индивидуальной фотографии рабочего времени рабочего. Однако необ-
ходимость одновременной фиксации затрат рабочего времени рабочим
и работы обслуживаемых им станков, а также присутствия таких специ-
фических затрат рабочего времени, как переход от станка к станку, актив-
ное наблюдение за работой станков, требует особой техники проведения
наблюдения и формы наблюдательного листа для записи результатов.
Форма наблюдательного листа приведена в табл. 9.4.
136
Таблица 9.4
Наблюдательный лист проведения фотографии рабочего времени рвбочего-многоствночникв
Лицевая сторона
Предприятие БелавтоМАЗ Карта фотографии рабочего времени рабочего-многоствночникв
Цех Заднего моста Рабочий
Участок № 4 Фамилия Иванов И.И.
Дата Смена Время наблюдения Специальность Токарь
03.10.04 1 Начало Конец Разряд 4
7.50 16.30 Стаж 15 лет
Оборудование Работа
Наименование, модель Токарные полуавтоматы К120 Операция Черновая обработка шестерни
Деталь Шестерня № 1071238
Инв. № 1784, 1785, 1786 Разряд работы 3
Состояние Хорошее Норма времени 2,85 мин.
Инструмент Резцы 20x30 Норма выработки 168 шт.
Планировка и график обслуживания станков Подстрочные индексы работы и простоев оборудования
мм Тр — станок работает под нагрузкой;
Тх — время холостой работы станка;
1 а Ппз — станок не работает в связи с выполнением подготови-
тельно-заключительной работы;
П„ — станок не работает в связи с выполнением рабочим
I работы по обслуживанию рабочего места;
| П„... — станок не оаботает по ооганизационно-техническим
причинам
137
138
Продолжение табл. 9.4
Организация рабочего места
1. Порядок снабжения заготовками: заготовки доставляются к рабочему месту централизованно перед началом смены
2. Обеспечение инструментом: на рабочем месте имеется комплект резцов, при их смене рабочий получает новый комплект
в инструментально-раздаточной кладовой
3. Порядок ухода за оборудованием: оборудование обслуживается бригадой наладчиков, работающих на участке
Оборотная сторона
Ns п/п Что наблюдалось Индекс Текущее время Продолжи- тельность, мин. Станки
1 2 и т.д.
1 Получение наряда 8,07 7 Ппз Ппэ Ппз
2 Получение инструмента Лэ 8,20 13 Ппз Ппз Ппз
3 Установка детали 7"оп 8,22 2 Пв пс Пс
И т.д.
Итого 480
На лицевой стороне наблюдательного листа, кроме общих дан-
ных, характеризующих рабочего, оборудование, организацию труда,
планировку и порядок обслуживания рабочего места, приводится гра-
фик последовательности обслуживания станков и даются условные
подстрочные индексы, обозначающие характер работы или время про-
стоев в работе оборудования. Такими индексами могут быть:
Тр — станок работает под нагрузкой;
Гх — время холостой работы;
Ппз — станок не работает в связи с выполнением рабочим подго-
товительно-заключительной работы;
Пв — станок не работает в связи с выполнением рабочим вспомо-
гательных работ;
По6с — станок не работает в связи с выполнением рабочим работы
по обслуживанию рабочего места;
Ппнт — станок не работает по организационно-техническим при-
чинам;
П„„д — станок не работает по вине рабочего;
Пир — станок не работает из-за выполнения рабочим непроизво-
дительной работы;
Пс — станок не работает из-за совпадения перерывов в работе стан-
ков и занятости рабочего по обслуживанию другого станка.
Наблюдатель, записывая содержание работы или перерывов
в работе рабочего и их продолжительность, должен произвести запись
и о работе (простое) станков (указывается соответствующий подстроч-
ный индекс).
По результатам фотографии составляются баланс затрат рабоче-
го времени (аналогично балансу при индивидуальной фотографии
рабочего времени) и группировка одноименных затрат времени рабо-
ты и простоев оборудования (табл. 9.5).
Таблица 9.5
Группировка времени работы и простоев оборудования
при многостаночном обслуживании
Индекс Элементы затрат времени Станки
1 2 И т.д.
повторя- емость продолжи- тельность, мин. повторя- емость продолжи- тельность, мин. '—•
Гр Работа 84 382 84 382
Простои в свя- зи с выполне-
139
Продолжение табл. 9.5
Индекс Элементы затрат времени Станки
1 2 Ит.д.
повторя- емость продолжи- тельность, мин. повторя- емость продолжи- тельность, мин. —
нием рабочим
подготови-
тельно-заклю-
чительной
работы 4
4 20
Ит.д.
Итого
480 480
Анализ результатов наблюдения такой же, как и при индивидуаль-
ной фотографии, но дополняется анализом использования оборудования.
Оптимизация использования станков (машин, агрегатов, аппара-
тов) во времени может быть достигнута за счет уменьшения времени
холостого хода; сокращения остановок станков вследствие выполне-
ния рабочим ручной работы; устранения простоя станков по органи-
зационно-техническим причинам и причинам, зависящим от рабоче-
го; сокращения простоев станков, вызываемых недостатком времени
у рабочего обслужить их из-за совпадения остановок.
Возможное увеличение времени использования оборудования
(в процентах) достигается:
1) за счет уменьшения времени холостого хода:
Т
АТ. = —^100,
р.00 »т» '
набл
где Тх — время холостого хода станка;
Т„а6л — время наблюдения;
2) за счет сокращения остановок станков вследствие совпадения
времени обслуживания станков:
Упс
дг^=^юо,
набл
где У Пс — суммарное фактическое время остановок станков вследствие
совпадения времени обслуживания станков;
3) за счет устранения простоев станков по организационно-тех-
ническим причинам и непроизводительной работы:
140
ДГоо6 = Янр+Яш1Т100,
p.UU ггч
* набл
где Пнр — время простоев станков из-за выполнения рабочим непроизво-
дительной работы;
П„„т — время простоев станков по организационно-техническим причи-
нам;
4) за счет устранения простоев станков по причинам, зависящим
от рабочего:
ДГ -Jbs-ioo,
р.об гр V ’
1 набл
где Ппид — время простоев станков по вине рабочего.
Групповая (бригадная) фотография рабочего времени
Групповая (бригадная) фотография рабочего времени проводит-
ся, когда необходимо изучить затраты рабочего времени группы (бри-
гады) рабочих или использования большого количества оборудования.
Основная ее цель — изучение существующего разделения и коопера-
ции труда в бригаде, использования рабочего времени, загруженности
членов бригады, эффективности использования оборудования. В зави-
симости от числа объектов наблюдения применяют метод непосред-
ственных наблюдений, маршрутную фотографию и метод моментных
наблюдений.
Метод непосредственных наблюдений применяется при обсле-
довании небольшой группы рабочих численностью 2—3 человека, нахо-
дящихся в поле зрения наблюдателя. Порядок проведения наблюдений
такой же, как и при индивидуальной фотографии рабочего времени,
но запись затрат производится поочередно по каждому наблюдаемому
рабочему. Началом каждого из элементов работы считается момент
окончания выполнения предыдущего элемента. В наблюдательном
листе число вертикальных граф равняется числу наблюдаемых объек-
тов. Его форма представлена в табл. 9.6.
Таблица группировки одноименных затрат и баланс рабочего вре-
мени составляются по каждому рабочему или по изучаемой группе.
Если проводится фотография рабочего времени бригады, обслу-
живающей оборудование, в фактическом и проектируемом балансах
даются суммарные затраты времени всех рабочих. При этом проекти-
руемый баланс составляется без увеличения оперативного времени
обслуживания данного оборудования (за счет устранения потерь рабо-
чего времени).
141
142
Нвблюдвтельный лист групповой фотографии рабочего времени
Таблица 9.6
№ п/п Наименование затрат рабочего времени Рабочие Рабочие Индексы
Иванов И.и. Петров П.П. Сидоров С.С. Иванов И.И. Петров П.П. Сидоров С.С.
текущее время продолжительность, мин.
1 Приход на работу 7.00 7.00 7.07 — — 7 Лид
2 Получает задание у мастера 7.15 7.18 7.20 15 18 13
3 Получает инструмент в ИРК 7.23 7.27 7.30 8 9 10 К
Ит.д.
Итого 480 480 480
Таблица 9.7
Наблюдательный лист групповой (бригадной) фотографии рабочего времени
Периодичность Фамилия рабочего (или номер станка)
часы минуты интервал, мин. Иванов И.И. Петров П.П. Сидоров С.С. Васильев В.В. Ит.д.
Индекс затрат рабочего времени
8 03 3 ПЗ ПЗ ОБС ПНД 06 6 ОП ОБС ОБС ОП 09 9 ОП ОП ПЗ ОП 12 12 ОП ОП ПЗ ОП
Ит.д.
17
00
Метод маршрутной фотографии применяется при большем
количестве объектов наблюдения (от 4 до 15 рабочих). Измерения про-
водятся путем фиксации затрат и потерь времени в процессе обхода
маршрута через заранее установленный небольшой промежуток вре-
мени, величина которого зависит от числа наблюдаемых объектов.
Точность полученных данных зависит от принятого интервала наблю-
дений. Рекомендуется применять следующие интервалы: при одновре-
менном наблюдении до 5 объектов отметки делаются через 1 мин.; при
6—10 — через 2 мин.; при 11—15 — через 3 мин.
Наблюдательный лист (табл. 9.7) содержит текущее время обхо-
дов согласно принятому интервалу. Число граф для записи результа-
тов наблюдений равно числу наблюдаемых объектов. Запись произво-
дится с помощью соответствующих индексов.
Обработка результатов наблюдения заключается в суммировании
количества записей с одноименным обозначением по каждому рабо-
чему, умножении суммы одноименных индексов на величину интер-
вала времени и составлении группировки одноименных затрат.
Дальнейшая обработка результатов наблюдения и выводы
по материалам маршрутной фотографии делаются аналогично методу
непосредственных наблюдений. Форма фактического и нормативного
балансов затрат рабочего времени приведена в табл. 9.8.
Метод моментных наблюдений представляет собой исследова-
ние затрат рабочего времени, загруженности рабочих и использования
оборудования во времени на основе выборочных наблюдений, прово-
димых в случайно выбранные моменты времени по большой группе
рабочих. С помощью этого метода, не прибегая к сплошному и непо-
средственному измерению величины всех затрат рабочего времени,
путем фиксации числа случаев их повторения, полученных при про-
ведении внезапных и нерегулярных наблюдений, можно получить дан-
ные об удельном весе и абсолютных значениях затрат и потерь рабоче-
го времени.
Если число наблюдаемых объектов свыше восьми, то интервалы
обходов выбираются так, чтобы они не обладали какой-либо законо-
мерностью относительно цикла производства и носили характер слу-
чайной выборки. Эти интервалы (время начала обхода рабочих мест)
могут определяться с помощью математических таблиц случайных
чисел, обеспечивающих независимость выбора момента начала обхо-
да от воли и желания наблюдателя.
Этот вид наблюдения требует определения:
1) необходимого числа фиксируемых моментов (Л/);
2) длины маршрута обхода рабочих мест (L^);
143
Таблица 9.8
Фактический и нормативный балансы затрат рабочего времени при групповой (бригадной) фотографии
Категория затрат Иванов И.И. Петров П.П. Сидоров С.С. Продолжи- тельность рабочего времени всех рабочих Лишние затраты
фактиче- ская про- должитель- ность норматив- ная про- должитель- ность лишние затраты фактиче- ская про- должитель- ность норматив- ная про- должитель- ность лишние затраты фактиче- ская про- должитель- ность норматив- ная про- должитель- ность лишние затраты
Тк 14 8 6 10 8 2 16 8 8 40 6
Тж 402 440 — 387 440 — 387 440 — 1 176 —
Тобс 24 20 4 25 20 5 22 20 2 71 11
14 12 2 16 12 4 17 12 5 47 11
Тдед 16 — 16 30 — 30 21 — 21 67 67
Ln 10 — 10 12 — '12 17 — 17 39 39
Итого 480 480 38 480 480 53 480 480 53 1 440 144
3) числа наблюдаемых моментов за один обход (тп) — оно соот-
ветствует числу изучаемых рабочих мест;
4) продолжительности одного обхода (Т^);
5) числа моментов, фиксируемых за одну рабочую смену (ЛГ);
6) общей продолжительности наблюдения (в числе смен) (псм).
Количество моментов (наблюдений), обеспечивающих достаточ-
ную достоверность результатов (Л/), рассчитывается по формуле
м=--(1~к\оо2,
КР2
где а ~ коэффициент, зависящий от заданной вероятности (для крупно-
серийного производства — 2, для мелкосерийного и единично-
го — 3);
К — удельный вес исследуемой категории затрат рабочего времени
в общих затратах за время наблюдений (рассчитывается на осно-
вании данных наблюдений, которые проводились ранее);
Р — допустимая величина относительной ошибки наблюдения (от 3
до 10%).
Продолжительность одного обхода (7^) рассчитывается по фор-
муле
Т’обх =47-°’015’
0,6
где — длина маршрута обхода рабочих мест, м;
0,6 — средняя длина одного шага, м;
0,015 — нормативное время на 1 м, мин.
Число моментов, фиксируемых за одну рабочую смену, опреде-
ляется по формуле
где 7"см — продолжительность смены, мин.;
К — коэффициент, учитывающий несовпадение времени обходов
(отклонения), принимается в пределах 0,5 < К < 0,7.
Число рабочих смен (псм), в течение которых необходимо прово-
дить наблюдения, рассчитывается по количеству требуемых замеров:
М
М
Наблюдения проводятся при обходе рабочих мест по заранее уста-
новленному маршруту. Поравнявшись с фиксажным пунктом, наблю-
датель определяет, чем занят рабочий в данный момент, и отмечает
145
результаты в бланке наблюдений. Случаи (моменты) повторения того
или иного вида затрат рабочего времени фиксируются с помощью
условных обозначений, облегчающих процесс наблюдения.
Формы карт зависят от способа проведения наблюдений, их часто-
ты, числа исследуемых элементов, целей исследования и других усло-
вий. В тех случаях, когда целью наблюдения является получение
не только общих данных о структуре затрат рабочего времени или рабо-
ты оборудования в целом по бригаде, участку, но и по каждому рабо-
чему или станку, применяют индексную (цифровую или буквенную)
систему обозначений для каждого изучаемого элемента.
Если детализации затрат рабочего времени по исполнителям или
времени использования оборудования по машинам не требуется, целе-
сообразно регистрировать моменты наблюдения с помощью точек
и линий по каждому виду затрат рабочего времени. Форма такого
наблюдательного листа приведена в табл. 9.9.
Наблюдатель, поравнявшись с фиксажным пунктом, отмечает, чем
занят рабочий в данный момент. Это делается путем нанесения отме-
ток в наблюдательном листе в виде точек и линий. Первые четыре
отметки наносятся точками, образующими контур (: :), следующие —
линиями по вертикали, горизонтали и диагонали (И).
Таблица 9.9
Наблюдательный лист групповой фотографии рабочего аремени,
выполняемой методом моментных наблюдений
№ Наименование затрат Отметки Всего Процент
п/п рабочего времени о результатах наблюдений моментов затрат к итогу
1
Подготовительно -заклю-
чительное время
2 Оперативная работа
58 19,3
Организационное обслу-
живание рабочих мест
3,0
Ит.д.
Итого
300 100
Такой квадрат с диагоналями составляет 10 зафиксированных
моментов. Далее изложенный порядок нанесения отметок повторяется.
Обработка результатов наблюдения начинается с подсчета количе-
ства моментов наблюдений по каждому виду затрат рабочего времени.
146
Затем подсчитывается сумма моментов наблюдений по всем видам затрат
и определяется процентное выражение каждого вида наблюдений.
По полученным процентам и общему времени проведения наблюдения
находится величина зафиксированных затрат и потерь рабочего времени
в минутах.
Анализ результатов и разработка организационно-технических
мероприятий проводятся так же, как и при индивидуальной фотогра-
фии рабочего времени.
9.2.2. Самофотография
Самофотография рабочего времени проводится самим рабочим.
При этом выявляются и фиксируются только потери рабочего времени,
отмечаются причины их возникновения и указываются пути их устра-
нения. Этот вид наблюдения эффективен в том случае, если самофо-
тографии проводятся систематически, охватывают большие группы
рабочих и служат основой для разработки мероприятий по улучше-
нию организации производства.
Успех проведения самофотография зависит от правильной под-
готовки к ней. Поэтому на этапе подготовки готовится необходимое
количество карт наблюдения (табл. 9.10). При массовой самофотогра-
фии разрабатывается график ее проведения. По каждому структурно-
му подразделению, где она будет проводиться, назначаются ответствен-
ные. Затем проводится разъяснительная работа, в ходе которой
подробно поясняются задачи и техника проведения наблюдения.
Таблица 9.10
Карта самофотографии рабочего времени
Лицевая сторона
Цех МСЦ № 1 Дата 12.06.04 Смена 1
Начало наблюдения 8.00 Конец наблюдения 16.30
Рабочий Оборудование
Ф.И.О. Иванов И.И. Тип Токарный полуавтомат
Таб. № 1232 Разряд 3 Операция Черновая обработка валика
Профессия Токарь Стаж 6 лет Выполнение норм 128%
№ п/п Характер потерь рабочего времени Причина Как использован простой Время, ч, мин.
Начало Конец Продол- житель- ность
1 Простой из-за отсутствия заготовок Не известна Отдых 11.20 11.40 0.20
Итого
147
Продолжение табл. 9.10
Оборотная сторона
№ п/п
Мои предложения по устранению имеющихся простоев и перерывов в работе и непроизво-
дительной работы
1
Комплектовать завозимые перед началом смены заготовки в размере сменного задания
плюс 20% на размер его перевыполнения
Подпись рабочего
В ходе непосредственного наблюдения рабочий записывает харак-
тер простоев, если известно, причину перерывов в работе или сниже-
ния производительности труда (если известно), как использован про-
стой, время его начала и окончания. На оборотной стороне карты
рабочий записывает свои предложения по устранению причин потерь
рабочего времени.
Обработка карт наблюдения состоит в систематизации всех запи-
сей перерывов по принятой классификации затрат рабочего времени,
обобщении внесенных рабочими предложений и разработке меропри-
ятий по их реализации.
9.2.3. Хронометраж
Хронометражем называется такой вид наблюдений, при котором
изучаются циклически повторяющиеся элементы оперативной, а так-
же отдельные элементы подготовительно-заключительной работы или
работы по обслуживанию рабочего места.
Целью хронометража является:
установление норм времени и получение данных для разработ-
ки нормативов по труду;
изучение и внедрение передовых приемов и методов труда;
проверка качества действующих норм;
выявление причин невыполнения норм отдельными работни-
ками;
совершенствование организации трудового процесса на рабо-
чем месте.
Различают три способа проведения хронометража:
1) непрерывный — по текущему времени, когда замеряются все
элементы оперативного времени, циклически повторяющиеся в опре-
деленном порядке;
2) выборочный — когда замеряются отдельные элементы (приемы
работы) операции независимо от последовательности их выполнения;
3) цикловой — когда исследуются операции, имеющие очень
малую продолжительность, что не позволяет делать их визуальные
148
замеры без объединения в группы, каждая из которых периодически
повторяется в каждом цикле и в определенной последовательности.
Точность замеров времени при проведении хронометражных
наблюдений зависит от длительности выполнения изучаемых элемен-
тов операции. При длительности элемента операции до 10 с измерения
проводятся с точностью до 0,1 с, при большей длительности — до 0,2 с.
Хронометражное наблюдение следует проводить через 45—60 мин.
после начала работы и за 1,5—3 ч до окончания рабочего дня (при этом
необходимо закончить все наблюдения не позднее чем за 30 мин.
до конца работы). Количество замеров, проводимых каждый раз, долж-
но составлять половину рекомендованного их числа на всю смену. При-
чем наблюдения должны проводиться не только в дневной, но и в дру-
гих сменах, кроме случаев, когда сделать это невозможно из-за
невыполнения нормируемых работ в других сменах или из-за редкой
повторяемости исследуемой операции.
Хронометраж состоит из трех этапов:
1) подготовка к наблюдению;
2) проведение наблюдения;
3) обработка и анализ результатов наблюдения.
Подготовка к наблюдению заключается в следующем.
1. В зависимости от цели хронометража определяется объект
наблюдения. Для выявления наиболее рациональных приемов работы
наблюдения должны производиться за передовыми рабочими. Если
целью хронометража является установление норм или получение дан-
ных для разработки нормативов на одинаковые операции, выполня-
емые несколькими рабочими, то из них выбираются несколько чело-
век, имеющих средний по группе уровень выполнения норм выработки
за последние три месяца и стаж работы по специальности 4—20 лет
(объем выборки зависит от численности группы таких рабочих). При
численности 2—3 человека достаточно наблюдать за одним; при чис-
ленности 4—5 человек — за двумя; при численности 6—8 человек —
за тремя и т.д.
Если целью хронометража является выявление причин невыпол-
нения норм выработки, то наблюдение проводится за рабочими,
не выполняющими нормы выработки, а полученные результаты срав-
ниваются с нормативами и затратами времени по данным хронометра-
жа у рабочих, перевыполняющих эти нормы.
2. Проводится ознакомление с операцией, которая подлежит хро-
нометрированию, изучаются ее структура, методы выполнения. Затем
операция расчленяется на элементы для определения технологической
последовательности выполнения каждого элемента (при непрерывном
149
хронометраже) и возможности устранения лишних приемов или
ненужных элементов.
Степень расчленения операции зависит от типа производства,
принятой систематизации элементов затрат рабочего времени, целей
исследования, возможности измерения продолжительности каждого
элемента.
3. Устанавливаются начало и окончание каждого элемента опера-
ции, т.е. фиксажные точки. Признаками для определения фиксажных
точек могут быть четко воспринимаемые зрительно или на слух начало
и окончание действия или движения рабочего. Различаются начальные
и конечные фиксажные точки каждого элемента операции. При наблю-
дении по текущему времени фиксажная точка конца элемента является
одновременно начальной точкой последующего элемента.
4. Выявляются факторы, влияющие на продолжительность каж-
дого элемента операции в конкретных производственных условиях.
Такие факторы могут зависеть от конструкции оборудования, веса
и конфигурации изделий, технологии изготовления, режимов работы
оборудования, организации производства, труда и рабочего места.
5. По таблице 9.11 определяется количество замеров, которое
необходимо сделать при одном наблюдении. Один замер представля-
ет собой одноразовую фиксацию времени выполнения того элемента
операции, на который требуется определить затраты времени.
Таблица 9.11
Число замеров при одном хронометражном наблюдении
Характер работы и степень участия в ней рабочего Длительность элемента работы, с
ДО 15,0 от 15,0 до 60,0 свыше 60,0
Машинная 8—10 8—10 5—9
Машинно-ручная 22—26 18—21 14—18
Ручная 37-42 26—30 21—26
6. Если хронометражные наблюдения проводятся с целью уста-
новления норм и получения данных для разработки нормативов по тру-
ду, то требования к достоверности результатов повышаются. Вместе
с тем нередки случаи, когда рабочий сознательно снижает интенсив-
ность своего труда в процессе проведения за ним наблюдения. Наибо-
лее объективные результаты измерения затрат рабочего времени полу-
чаются, если одновременно с хронометражем проводить сравнение
фактической производительности с эталонной, чтобы зафиксиро-
150
ванные затраты времени соответствующим образом скорректировать.
В этом случае фактическая производительность приводится к нор-
мативной, или нормальной, по отношению к которой и устанавливают-
ся затраты времени.
Для получения достоверных результатов, например на ВАЗе,
успешно применяется метод оценки эффективности трудовых движе-
ний, позволяющий корректировать зафиксированные в процессе хро-
нометражных наблюдений фактические затраты. Однако этот метод
сложен, требует специального обучения нормировщиков и не имеет
научно обоснованных показателей, на основании которых проводится
оценка темпа работы.
Наиболее целесообразно применять коэффициент приведения
к нормальной производительности труда рабочего, на который коррек-
тируется среднее значение затрат времени, полученное в результате
наблюдения. Для расчета этого коэффициента по отчетным данным
за последние три месяца необходимо определить фактическую часо-
вую выработку рабочего, за которым проводится наблюдение. Деле-
нием часовой выработки, полученной на момент проведения хроно-
метражного наблюдения, на среднюю по трем предшествующим
наблюдению месяцам получим требуемый коэффициент.
Например, из группы рабочих, выполняющих одну и ту же опе-
рацию (работу), для проведения хронометражных наблюдений выбра-
но два человека, имеющих уровень выполнения норм выработки сред-
ний по группе и стаж по специальности свыше пяти лет. Часовая
производительность труда первого рабочего за предыдущие три меся
ца составила 32 детали; второго — 38 деталей. По результатам хроно-
метражных наблюдений получены соответствующие значения затрат
времени на одну деталь: 1,72 мин. и 1,5 мин. Фактическая часовая про-
изводительность на момент проведения хронометражных наблюдений
составила 30 и 34 детали. Коэффициент приведения составил соответ-
ственно 0,94 и 0,89. Умножив полученные средние затраты времени
на эти коэффициенты, получим: 1,62 и 1,34 или среднее, равное
1,48 мин., что и принимаем за норму (норматив). Если бы мы взяли
среднее по хронометражным наблюдениям, то получили бы 1,61 мин.
7. Проводится разъяснительная работа с рабочим, которому объяс-
няется цель хронометража и уточняется порядок работы. Проверяется
наличие нормальных условий для высокопроизводительной работы.
В случае их отклонения от условий, предусмотренных технологией и орга-
низацией труда, проводятся мероприятия, обеспечивающие нормальные
условия труда (проверка показала, что одной из причин невыполнения
норм является то, что организация труда не совершенствуется).
151
8. Заполняется лицевая сторона хронокарты (табл. 9.12). На обо-
ротной стороне записываются перечень элементов операции и фик-
сажные точки.
Наблюдение проводится с помощью одно-двухстрелочного секун-
домера или хронометра до тех пор, пока число замеров по каждому
элементу исследуемой операции не будет равно принятому для дан-
ного наблюдения. Запись производится в наблюдательном листе.
В процессе хронометрирования наблюдатель должен следить, в какой
последовательности рабочий выполняет каждый элемент операции,
отмечать все отклонения от нормального его выполнения и задержки
в работе, произошедшие у рабочего, т.е. отмечать дефективные заме-
ры, которые затем должны быть исключены при расчете продолжи-
тельности изучаемых элементов операции.
При проведении непрерывного хронометража фиксируется момент
окончания первого элемента операции и всех последующих (без останов-
ки секундомера). Конечное показание секундомера является также и сум-
мой продолжительности всех элементов операции. Это позволяет прове-
рить правильность и достоверность проведенных наблюдений.
При проведении выборочного хронометража секундомер вклю-
чается в начальной и выключается в конечной фиксажной точке изу-
чаемого элемента операции. Полученное время выполнения элемента
записывается в хронокарте. Возвратив стрелку секундомера в началь-
ное положение, наблюдатель снова фиксирует затраты времени меж-
ду двумя фиксажными точками. Наблюдение прекращается, когда сде-
лано необходимое число замеров.
При проведении циклового хронометража фиксируются затраты
времени элементов операции, объединенных в группы с разным соста-
вом изучаемых элементов. Например, при изучении элементов а, Ь, с,
d составлены группы, объединяющие три элемента:
а + Ъ + с = А;
d + а + b = В;
с + d + а = С;
Ь + с + d — D,
где А, В, С, D — суммарные продолжительности выполнения элементов
в наблюдаемых группах.
По каждой из групп проводятся замеры. Предположим, что полу-
чены следующие значения: А = 4 с, В = 5 с, С = 5 с, D = 6 с. Затем эти
величины суммируются: А + В + С + D = За + ЗЬ + Зс + 3d. Обозначив
сумму продолжительности исследуемых элементов через S, получим:
с A + jB + C + Z) 4 + 5 + 5 + 6
о -----------------------= 6, о с.
3 3
152
Таблица 9.12
Хронометражная карта
Лицевая сторона
Предприятие БелавтоМАЗ Хронометражная карта
Цех МСЦ№1 Участок Шестерен
Дата 02.10.04 Начало наблюдения 10.00 Конец наблюдения 15.0( Продолжительность наблюдения Зч
Тип производства Крупносерийный Цель хронометража Проверка напряженности действующей нормы
Рабочий Изделие Операция Токарная
Ф.И.О. Иванов И.И. Наименование Валик Оборудование Токарный ста- нок 1К62
Таб. № 1052 Материал Сталь углеро- дистая Инструмент 20 х 30 мм 9 = 45% проходной
Специальность Токарь Масса Зкг Приспособле- ние Хомутик
Стаж 12 лет Эскиз детали Порядок обслуживания рабо- чего места:
Разряд 3
Характеристика рабочего L 430 ,1 1. Заготовки доставляются рабочему месту по графику 2. Замена инструментов цен- трализована 3. Заточка инструментов цент- рализована
Количество обслуживаемых станков 1 300 ,
J . о СП КГ)
Среднее выполнение норм 152% Схема организации рабочего места
Часовая производи- тельность Коэффи- циент приве- дения
Г
за послед- ние три месяца за время наблю- дения Станок
Ящик с заготовками Решетка под ноги Тумба
36 32 0,89
Ящик с готовыми изделиями
Наблюдал Петров И.Е. Проверил Алексеев А.С.
153
Оборотная сторона
№ п/п Наименование элементов работы Фиксажные точки Вре- мя № наблюдения
1 2 3 4 5 6 7 8 9 10
1 Взять деталь Отрыв руки т, 19 2-11 4-11 6-05 8-04 10- 12- 14- 16- 18-
со стеллажа от детали мин— 08 09 10 10 11
и установить с
в патрон станка П,с 19 18 20 19 19 21 20 18 20 19
2 Включить Отрыв лаль- т 24 2-16 4-17 6-10 8-09 10- 12- 14- 16- 18-
станок ца от кнопки «Пуск» 15 15 17 15 16
П 5 5 6 5 5 7 6 7 5 5
3 Подвести Появление т 30 2-23 4-22 6-16 8-15 10- 12- 14- 16- 18-
резец к детали стружки 23 20 25 22 22
п 6 7 5 6 6 8 5 8 7 6
4 Обточить Конец сбега Т 1-19 3-14 5-11 7-06 9-14 11- 11- 15- 17- 19-
деталь стружки - 12 12 14 12 12
п 49 51 49 50 59 49 52 49 50 50
5 Отвести резец Прекраще- т 1-26 3-20 5-18 7-11 9-20 11- 13- 15- 17- 19-
ние движе- 18 19 22 18 19
ния резца п 7 6 7 5 6 6 7 8 6 7
6 Выключить Отрыв паль- т 1-32 3-28 5-26 7-20 9-27 11- 13- 15- 17- 19-
станок ца от кнопки «Стоп» 26 27 29 28 26
п 6 8 8 9 7 8 8 7 10 7
7 Снять деталь Отрыв руки т 1-53 3-51 5-46 7-45 9-47 11- 13- 15- 17- 19-
и положить от детали 49 52 50 52 50
в тару п 21 23 20 25 20 23 25 21 24 24
Итого
Дефектные замеры № элемента: 4 Причины Продолжительность
№ наблюдения: 5 Несвоевременно выключена подача 59 с
154
Продолжение табл. 9.12
Сумма затрат времени всех замеров, с Коэффициент устойчивости хроноряда, Средняя про- должитель- ность, с Коэффициент приведения Нормативная продолжи- тельность, с Факторы продолжи- тельности
факти- ческий норма- тивный
193 1,16 1,3 19,3 0,89 17,18 Вес детали Зкг
Расстояние
700 мм
56 1,4 1,6 5,6 0,89 4,98 Расстояние 450 мм
64 1,6 1,6 6,4 0,89 5,70 Расстояние 400 мм
449 1,06 1,3 49,9 — 49,9 Режим обра- ботки
65 1,6 1,6 6,5 0,89 5,79 Расстояние 40 мм
78 1,6 1,6 7,8 0,89 6,94 Расстояние 450 мм
226 1,25 1,3 22,6 0,89 20,10 Вес детали 3 кг Расстояние 760 мм
110,59
Дефектные замеры № элемента: Причины Продолжительность
№ наблюдения:
155
Зная продолжительность выполнения элементов каждой группы,
рассчитаем время на выполнение любого элемента,
а = S - D = 6,6 - 6,0 = 0,6 с;
b = 5 -С = 6,6- 5,0 = 1,6 с;
с = 5 -В = 6,6 -5,0 = 1,6с;
d=S~A= 6,6- 4,0 = 2,6 с.
После проведения необходимого количества хронометражных
замеров определяется объем продукции, выработанный за этот период
рабочим.
Обработка и анализ результатов наблюдений заключается
в работе над полученными данными. В первую очередь из получен-
ных хронорядов исключаются дефектные замеры. При непрерывном
хронометраже, чтобы получить хроноряд по каждому элементу иссле-
дуемой операции, из текущего времени выполнения данного элемента
вычитается текущее время выполнения предыдущего элемента, а оста-
ток записывается в графу продолжительности данного элемента.
Во всяком хроноряду имеют место некоторые колебания (рассеяние)
его продолжительности, зависящие от выполняемой работы, уровня
ее механизации, длительности элементов операции, типа производства,
квалификации наблюдателя и точности измерительных приборов.
Чтобы оценить хроноряд относительно его колебания, использу-
ют коэффициент устойчивости хроноряда Ку:
п- _ ^тах
тш
где tmax — максимальная продолжительность выполнения элемента опера-
ции, полученная при замерах;
tmi„ — минимальная продолжительность выполнения элемента опера-
ции, полученная при замерах.
Рассчитанный таким образом коэффициент устойчивости хроно-
ряда не должен превышать нормативное значение (табл. 9.13).
Если фактический коэффициент устойчивости хроноряда превы-
шает нормативный, следует исключить одно (или оба) значение —
минимальное или максимальное. При этом количество исключенных
значений — дефектных и исключенных при обработке — не должно
превышать 15% всех замеров. Затем определяется новое значение коэф-
фициента устойчивости, которое сравнивается с нормативным. Если
после исключения крайних значений полученный коэффициент пре-
вышает нормативный, то хроноряд признается неустойчивым. В этом
случае проводится еще одно дополнительное наблюдение.
156
Таблица 9-13
Нормативные коэффициенты устойчивости хронометражного ряда
; Тип производства на данном рабочем месте ! и продолжительность изучаемого элемента работы, с Нормативный коэффициент устойчивости хроноряда
при машин- ной работе при машин- но-ручной работе при наблю- дении за работой оборудования при ручной работе
Массовое:
-до 10 1,2 1,5 1,5 2,0
— свыше 10 1,1 1,2 1,3 1,5
Крупносерийное: -
-до 10 1,2 1,6 1,8 2,3
— свыше 10 1,1 1,3 1,5 1,7
Серийное:
-до 10 1,2 2,0 2,0 2,5
— свыше 10 1,1 1,6 1,8 2,3
Мелкосерийное и единичное 1,2 2,0 2,5 3,0
Дальнейшая обработка результатов наблюдения состоит в опре-
делении средней продолжительности выполнения каждого элемента
операции. Она устанавливается как среднеарифметическая величина
из всех годных замеров хронометражного ряда. Затем определяется
фактическая часовая выработка рабочего на момент проведения хро-
нометражных наблюдений. Делением часовой выработки, полученной
на момент проведения хронометражных наблюдений, на часовую выра-
ботку, рассчитанную как среднюю по трем предшествующим наблю-
дению месяцам, получаем коэффициент приведения к нормальной про-
изводительности труда рабочего. Умножив полученную среднеариф-
метическую величину хроноряда на коэффициент приведения,
получим величину, которую можно считать оптимальной.
Анализ полученных результатов проводится с целью проверки
рациональности процесса выполнения операции. При этом изыскива-
ются возможности сокращения затрат времени путем устранения
отдельных элементов операции, замены некоторых приемов более
рациональными и менее утомительными, а также перекрытия машин-
ным временем отдельных элементов ручной работы.
На основании анализа определяются состав операции и продол-
жительность выполнения отдельных ее элементов. После этого уста-
навливаются оперативное время выполнения операции или исходные
Данные для разработки нормативов на ручные и машинно-ручные
работы.
157
ГЛАВА 10
МЕТОДИКА РАСЧЕТА НОРМ ТРУДА
10.1. Аналитический метод нормирования труда
Степень обоснованности норм в немалой степени зависит от мето-
дов, применяемых для их расчета. Методом, позволяющим устанавли-
вать технически обоснованные нормы, является аналитический
метод, основанный на изучении и критическом анализе конкретного
трудового процесса, разделении его на элементы, изучении возможно-
стей оборудования, рациональности организации рабочего места, при-
меняемых приемов и методов труда, психофизиологических факторов
и условий труда. На основании такого анализа определяются наибо-
лее эффективные режимы работы оборудования, рациональные при-
емы и методы труда, последовательность трудовых действий, устра-
няются недостатки в организации рабочего места, условиях труда,
устанавливаются рациональные режимы труда и отдыха, а затем рас-
считываются необходимые затраты времени на каждый элемент и про-
ектируется норма затрат труда на работу (операцию) в целом. Такие
нормы являются технически обоснованными.
Установление норм аналитическим методом осуществляется в таком
порядке:
нормируемая операция (работа) расчленяется на составляющие
ее элементы (переходы, проходы, трудовые приемы);
определяются факторы, влияющие на время выполнения каж-
дого элемента. Такими факторами могут быть вес детали, длина обра-
ботки, материалы, инструмент и т.д.;
анализируются состав и последовательность выполнения опе-
рации по выделенным элементам. При этом каждый из них оцени-
вается с точки зрения его целесообразности и рациональности выпол-
нения;
изучаются производственные возможности выполнения каж-
дого элемента операции с минимальными затратами при эффектив-
ном использовании оборудования, приспособлений, инструмента,
наличии рациональной системы обслуживания;
158
учитываются психофизиологические особенности влияния
операции на человека и факторы производственной среды (например,
вес груза, темп работы, санитарно-гигиенические факторы);
проектируются рациональный состав операции и последова-
тельность выполнения ее элементов с учетом наилучшего сочетания
факторов, влияющих на их продолжительность;
определяется продолжительность выполнения каждого запро-
ектированного элемента операции и операции (работы) в целом;
разрабатываются организационно-технические мероприятия,
позволяющие внедрить запроектированный рациональный трудовой
процесс по операциям;
внедряется рассчитанная норма труда.
В зависимости от того, как будет осуществляться нормирование
элементов операции (работы) — с помощью нормативов либо непо-
средственных наблюдений с измерением продолжительности их выпол-
нения, аналитический метод имеет две разновидности: аналитически-рас-
четный и аналитически-исследовательский.
При аналитически-расчетном методе операция (работа) расчле-
няется на укрупненные элементы, продолжительность выполнения кото-
рых определяется с использованием централизованно разработанных
нормативов или по формулам зависимости времени от факторов, влия-
ющих на их продолжительность. Таблицы нормативов построены таким
образом, что, пользуясь ими, легко установить временную характеристи-
ку того или иного элемента с учетом наличия конкретного фактора, вли-
яющего на продолжительность его выполнения. Существующая система
общемашиностроительных, межотраслевых, отраслевых и местных нор-
мативов позволяет охватить около 90% всех имеющихся видов работ.
Проблема состоит лишь в том, чтобы поддерживать их уровень прогрес-
сивности путем периодических пересмотров и корректировок с учетом
изменений, происходящих в технике, технологии и организации труда.
Наиболее полная система нормативных материалов разработана
для отраслей машиностроения. Для нормирования основного (машин-
ного) времени имеются Общемашиностроительные нормативы режи-
мов резания на металлорежущих станках и станках с ЧПУ. Разработа-
ны нормативы на все элементы вспомогательного времени, времени
обслуживания рабочих мест, подготовительно-заключительное время,
отдых и личные надобности. На их основе рассчитаны нормативы
на технологические переходы и обработку поверхностей деталей
на отдельные операции и в целом на изготовление деталей. Имеются
нормативы различной степени укрупнения на сборочные, кузнечные,
сварочные, штамповочные и другие работы.
159
Используя имеющиеся нормативы, можно рассчитать норму
времени на требуемую операцию. При этом расчет нормы, например,
на операцию по механической обработке детали производится в таком
порядке:
операцию расчленяют на технологические переходы;
из состава переходов выделяют основной (технологический
элемент и вспомогательные, связанные с переходом (управление стан-
ком, изменение режимов резания и др.) элементы;
анализируются состав элементов операции, последователь-
ность и эффективность их выполнения, осуществляется рационализа-
ция операции на основе анализа;
для каждого из элементов спроектированной операции уста-
навливают факторы, от которых зависит продолжительность их выпол-
нения;
используя нормативные таблицы для каждого элемента опера-
ции, находят необходимое время их выполнения;
для основного времени по нормативам выбирают режимы реза-
ния, а затем на их основе по формулам рассчитывают нормативное
время;
суммированием продолжительности выполнения каждого элемен-
та операции определяют нормативное время ее выполнения.
При использовании аналитически-исследовательского мето-
да нормирования анализ и проектирование состава и последователь-
ности выполнения элементов оперативной работы осуществляются
в результате непосредственного изучения операции методом хроно-
метражных наблюдений, выполняемых в условиях предварительно
обеспеченной рациональной организации труда и производства
на рабочем месте. Машинное время рассчитывается исходя из произ-
водительности оборудования или оптимальных режимов его работы.
Подготовительно-заключительное время и время обслуживания рабо-
чего места устанавливаются на основе данных фотографии рабочего
времени, время на отдых и личные надобности — на основе специаль-
ных физиологических исследований или по нормативам в процентах
от оперативного времени. Полученные данные служат основой для
определения затрат времени на операцию в целом.
Достоинством этого метода является то, что он позволяет провести
исследование непосредственно на рабочем месте, выявить и устранить
недостатки в организации труда, обслуживании рабочего места, услови-
ях труда. По сравнению с аналитически-расчетным методом он более тру-
доемок, но точность норм, полученная с его помощью, выше, так как нор-
мативы установлены на типовые организационно-технические условия.
160
Его применение целесообразно на тех рабочих местах, где точность норм
имеет особо важное значение или если отсутствуют нормативы, необхо-
димые для нормирования тех или иных работ.
В промышленности имеется положительный опыт последователь-
ного применения этих двух разновидностей аналитического метода.
Например, на ВАЗе на этапе подготовки к запуску изделий в произ-
водство проектные нормы рассчитываются аналитически-расчетным
методом с использованием нормативов. На втором этапе, в условиях
освоенного производства, инженеры-организаторы, используя анали-
тически-исследовательский метод, изучают затраты рабочего време-
ни, методы и приемы труда, выявляют причины несоответствия факти-
ческих затрат времени проектным нормам и вносят коррективы в дей-
ствующие нормы. Такой подход весьма эффективен, так как позволяет
постоянно поддерживать высокий уровень качества действующих
норм. Его целесообразно использовать в условиях массового и круп-
носерийного производств. В серийном производстве, где менее по срав-
нению с массовым и крупносерийным производством детальная раз-
работка технологического процесса, значительно меньше повторя-
емость операций, большое разнообразие приемов, применение анали-
тически-исследовательского метода ограничено в основном установ-
лением норм на ручные элементы наиболее распространенных
и типичных операций. Более приемлемым в этих условиях является
аналитически-расчетный метод с применением дифференцированных
нормативов на приемы или комплексы приемов.
В условиях единичного и мелкосерийного производств, где техно-
логические процессы не разрабатываются детально, наиболее целесо-
образно применять для расчета норм укрупненные и типовые нормативы
времени, разработанные для технологически однородных операций
по изготовлению типовых представителей деталей данной группы, отли-
чающихся друг от друга основными размерами и рассчитанных приме-
нительно к средним и наиболее типичным условиям их выполнения.
10.2. Микроэлементное нормирование труда
Микроэлементное нормирование труда основано на признании
того факта, что все многообразие действий рабочего при выполнении
трудового процесса можно свести к ограниченному количеству элемен-
тарных, простейших трудовых движений пальцев, рук, корпуса, ног
рабочего, зрительных элементов. Эти первичные элементы трудовой
операции называются микроэлементами.
По сравнению с аналитически-расчетным методом преимуществом
этого метода является то, что при расчете норм времени проектируются
161
наиболее рациональная последовательность и состав движений, трудо-
вых приемов, выполняемых рабочим. Это особенно ценно при установ-
лении норм на вновь проектируемые технологические операции, которые
еще не функционируют. Кроме того, нормы, рассчитанные по микро-
элементным нормативам, обладают высокой степенью точности.
Разработанная в нашей стране и применяемая в настоящее время
Базовая система микроэлементных нормативов времени (БСМ) и ее усо-
вершенствованный вариант БСМ-1 дают возможность рассчитывать нор-
мы высокого уровня точности. Она реализуется на минимально укруп-
ненном микроэлементном уровне трудового процесса и включает
микроэлементы, единые в содержательном плане («сквозные») для всех
отраслей промышленности. Основой для ее разработки послужили иссле-
дования, проведенные на 23 предприятиях различных отраслей промыш-
ленности. Использовались методы киносъемки и хронометража. Наряду
с этим проводились психофизиологические исследования, в ходе кото-
рых изучались утомительность труда и темп работы.
В результате создана система, состоящая из 41 микроэлемента,
которые объединены в 20 групп, в том числе 10 микроэлементов,
выполняемых руками, 5 микроэлементов движения корпуса, 3 микро-
элемента движения ног и 2 микроэлемента движения глаз. В основу
системы положен нормальный темп'работы, адекватный скорости
выполнения базового микроэлемента «Протянуть руку с малой степе-
нью контроля на расстояние 40 см», равной 93 см/с. Этот темп обеспе-
чивает высокую производительность и не приводит к переутомлению.
Каждому микроэлементу соответствует временная характеристи-
ка, отражающая зависимость продолжительности его выполнения
от набора влияющих факторов. Значения факторов рассчитаны таким
образом, чтобы значения времени, соответствующие смежным значе-
ниям факторов, отличались на 10%. Для каждого интервала значений
факторов рассчитано среднее значение времени. Таким образом, ошиб-
ка оцифрования таблиц не превышает 5%.
Учитывая, что одним из назначений системы являются микро-
элементный анализ и проектирование оптимальных трудовых процес-
сов, в системе принята символика, обеспечивающая быструю и понят-
ную запись трудового процесса и факторов, влияющих на продолжи-
тельность отдельных элементов.
БСМ разработана в двух вариантах:
1) в виде нормативных карт, построенных в форме компактных одно-
строчных индексных таблиц, предназначенных для микроэлементного
анализа и нормирования трудовых процессов, выполняемых вручную;
2) в компьютерном варианте в виде количественных моделей,
предназначенных для нормативного обеспечения систем автома-
162
тизированного проектирования рациональных трудовых процессов
и их нормирования, а также ориентированных на системы автомати-
зированного расчета межотраслевых и отраслевых нормативов време-
ни разной степени укрупнения.
Используя микроэлементные нормативы, можно выполнить рас-
чет норм на ручные трудовые процессы. В случаях, когда работа выпол-
няется на оборудовании, наряду с микроэлементными нормативами
используются нормативы режимов работы оборудования.
Состав микроэлементов, их классификация и кодирование, а так-
же зависимость от факторов, влияющих на их продолжительность,
приведены в табл. 10.1.
На время выполнения микроэлементов влияет ряд количествен-
ных и качественных факторов. В первой группе основным является
фактор расстояния перемещения, перехода (5). По мере увеличения
расстояния время выполнения микроэлементов возрастает. В норма-
тивах предусмотрено измерение расстояния перемещения по прямой,
соединяющей начальную и конечную точки перемещения.
Важнейшим фактором, влияющим на продолжительность ряда
микроэлементов, является масса предмета (Р). По мере увеличения
массы увеличивается усилие рабочего, что сказывается на замедлении
скорости движения, а следовательно, увеличивается время выполне-
ния микроэлементов.
Существенное влияние на время выполнения микроэлементов
«Повернуть», «Вращать маховик», «Повернуть туловище» оказывает
угол поворота (<р). Угол поворота измеряется следующим образом: если
рука ничего не держит или в ней находится небольшой предмет,
то измеряется угол поворота точки, находящейся у основания указа-
тельного пальца. Если в руке находится предмет, размеры которого
больше ладони, то измеряется угол поворота этого предмета.
На время выполнения таких микроэлементов, как «Переместить
в пространстве», «Переместить отбрасыванием», «Переместить по
поверхности», «Переместить по рольгангу», «Повернуть рукоятку»,
«Взять», «Установить на плоскость», влияет размер наибольшей сто-
роны предмета (/), что обусловлено неудобством работы с крупнога-
баритными предметами.
Диаметр резьбы или маховика (D) воздействует на время выпол-
нения микроэлемента «Вращать». Длина продвижения или глубина
соединения (£) влияет на время выполнения микроэлементов «Уста-
новить на вал или в отверстие» и «Разъединить».
Для микроэлементов «Переместить инструмент по обрабатыва-
емой поверхности», «Повернуть рукоятку» и «Вращать маховик» реша-
ющее значение имеет фактор «Прилагаемое усилие» (F).
&
163
Классификатор микроэлементов и факторов,
№ п/п Микроэлемент Кодовое обозна- чение групп микро- элементов Количественные
расстояние перемеще- ния, пере- хода масса предмета угол поворота диаметр резьбы, маховика, штурвала, длина рукоятки прилага-' емое усилие
1 2 3 4 5 6 7 8
1 Протянуть руку ПР +
2 Переместить п + +
3 Повернуть по + + + +
4 Вращать ВР + + +
5 Установить У +
6 Разъединить р +
7 Взять в +
8 Ходить X + -
9 Повернуть туловище пт + +
10 Отпустить от
11 Нажать рукой HP
12 Нажать ногой НН
13 Сесть с
14 Встать ВС
15 Нагнуться н
16 Выпрямиться вн
17 Переместить ногу пн
18 Установить на размер УР
19 Перевести взгляд пв
20 Всмотреться ФВ
Наряду с количественными факторами на время выполнения это-
го элемента влияют и качественные факторы, к которым относятся:
наличие осторожности (ОС);
степень контроля (К);
степень ориентирования (ОР);
164
влияющих на продолжительность их выполнения
Таблица 10.1
факторы Качественные факторы
^размер наиболь- шей сто- роны предмета длина продви- жения размер на месте захвата степень осторож- ности степень контроля степень ориенти- рования плотность соедине- ния применя- емый инстру- мент стеснен- ность
9 10 11 12 13 14 15 16 17
+ +
+ + + +
+ + +
+ + +
+ +
+ + + + +
+ + + + +
+
|а удобство работы (У);
плотность соединения (П);
стесненность (СТ).
В системе нормативов приняты две характеристики качествен-
ного фактора «Наличие осторожности»:
165
1) без осторожности (OCj);
2) с осторожностью (ОС2).
Без осторожности выполняются микроэлементы при работе с твер-
дыми и мягкими, легко захватываемыми предметами.
Осторожность имеет место при выполнении микроэлементов над
горячими, хрупкими, острыми, скользкими предметами. В этом слу-
чае время увеличивается, поскольку повышается контроль, внимание
со стороны исполнителя. Например, работа с деталями и узлами после
сварки, пайки, горячей штамповки, стеклянными деталями и т.д.
Фактор «Степень контроля» (К) существенно влияет на время
выполнения микроэлемента: чем больше степень контроля, тем мень-
ше скорость выполнения микроэлементов.
Разновидностью степени контроля является «Степень ориенти-
рования», влияющая на время выполнения микроэлементов «Устано-
вить на плоскость» и «Установить на вал или в отверстие». Преду-
смотрены три характеристики этого фактора:
1) малая (OPt) соответствует простому наложению, например
положить деталь на стол, положить инструмент на станину станка;
2) средняя (ОР2) — необходимо осуществить ряд мелких переме-
стительных движений по ориентированию, например установить опору
на раму;
3) большая (ОР3) — необходимо осуществить значительное коли-
чество переместительных движений по ориентированию предмета,
например установить заготовку на шаблон по риске.
Фактор «Стесненность» существенно влияет на время выполне-
ния микроэлемента «Вращать». Чем больше стесненность, тем неудоб-
нее проводить повертывание вокруг оси, наживление или навертыва-
ние гайки (болта) и, следовательно, больше время. Характеристиками
этого фактора являются следующие:
1) свободно (CTt), при которой нет помех;
2) стесненно (СТ2), помехи на расстоянии 15 мм с одной стороны;
3) очень стесненно (СТ3), помехи на расстоянии менее 15 мм
с двух или трех сторон.
На микроэлемент «Ходить» введены две характеристики факто-
ра «Стесненность»: свободно — при ходьбе по сухому ровному полу,
без помех; стесненно — при ходьбе по замасленному, липкому полу
или полу с расположенными на пути исполнителя предметами (поме-
хами).
Фактор «Удобство работы» (У) существенно влияет на время
выполнения таких микроэлементов, как «Установить», «Разъединить»,
«Взять». Он отражает неудобство обращения с маленькими, трудно
166
захватываемыми предметами, что приводит к увеличению времени
установки, разъединения или взятия.
Фактор «Плотность соединения» (П) учитывается при выполне-
нии микроэлементов «Установить» и «Разъединить». Он имеет три
характеристики:
1) свободное соединение (nt), когда необходимо достаточно точ-
но совместить сочлененные предметы (зазор менее 0,8 мм) и прило-
жить незначительное усилие;
2) плотное соединение (П2) требует приложения усилия до 1 кг;
3) тугое соединение (П3) характеризуется тем, что помимо точного
совмещения (зазор менее 0,8 мм) необходимо применить давление,
чтобы преодолеть силу трения (свыше 1 кг).
Нормативные карты БСМ состоят из трех частей: первая вклю-
чает наименования количественных факторов и их значения, вторая —
наименования качественных факторов и их характеристики, третья —
нормативные значения времени выполнения микроэлемента.
Первая часть содержит те количественные факторы, которые вли-
яют на время выполнения данного микроэлемента, причем для каждо-
го фактора выделяется одна строка. В левой стороне этой части карты
записываются наименования факторов и размерность их значений.
Правая разделена на ряд столбцов, число которых равно числу норма-
тивных значений факторов. Нормативные значения каждого фактора
записываются последовательно в соответствующей строке. Столбцы
нумеруются, начиная с 0 до (п - 1) столбцов.
Вторая часть нормативной карты строится аналогичным образом
для качественных факторов. Она состоит из трех строк. В первой строке
записываются наименования качественных факторов, во второй — ука-
зываются характеристики и коды качественных факторов. Каждой
характеристике качественного фактора однозначно противопоставля-
ется индекс столбца, который записывается в третьей строке.
Третья часть нормативной карты состоит из двух строк. В верх-
ней строке записывается сумма индексов, в нижней — проставляются
нормативные значения времени выполнения микроэлементов. В каче-
стве примера в табл. 10.2 приведена нормативная карта микроэлемен-
та «Повернуть туловище».
Применение системы микроэлементных нормативов времени наи-
более целесообразно в следующих областях:
микроэлементный анализ и проектирование рациональных
трудовых процессов;
нормирование ручных и машинно-ручныхжрудовых процессов;
№ разработка нормативов времени различноггстепени укрупнения.
167
168
Таблица 10.2
Карта «ПОВЕРНУТЬ ТУЛОВИЩЕ (ПТ)»
Количественные факторы Значения количественных факторов
Угол поворота <р, град 45 90 135 180
Масса Р, кг, до 2,5 10,0 20,0
Индекс столбца 0 1 2 6 9 12
Качественные факторы Наличие осторожности (ОС)
Характеристики качественных факторов без осторожности (ОС,) с осторожностью (ОС2)
Индекс столбца 0 2
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Нормативные значения времени t, тыс. доли мин. 9,0 10,0 11,0 12,1 13,3 14,4 15,8 17,3 19,1 21,0 23,1 25,4 28,0 30,7 33,7 37,1 40,8
Микроэлементный анализ и проектирование рационального тру-
дового процесса начинаются с анализа планировки рабочего места,
которая во многом обусловливает определенное содержание трудово-
го процесса. Анализируется расположение оборудования (особенно это
важно в условиях многостаночного обслуживания), заготовок и дета-
лей, инструмента и оснастки. Расположение последних соотносится
с зонами оптимальной досягаемости при рабочих позах сидя и стоя.
Анализу подвергаются все составляющие трудовой процесс движе-
ния и простейшие комплексы, выявляются лишние и трудоемкие движе-
ния, обусловленные неудачной планировкой рабочего места или неудоб-
ствами при управлении оборудованием. Рассматривается возможность
устранения статического напряжения мышц, замены сложных движений.
Также анализируются и факторы, влияющие на время выполне-
ния микроэлементов, в первую очередь расстояние перемещения дета-
лей, узлов, инструментов. Определяется, нельзя ли уменьшить протя-
женность движений.
Особенно тщательно изучается последовательность движений,
выявляется, не приводит ли применяемая на рабочем месте последо-
вательность к зигзагообразным движениям. Одновременно исследу-
ется возможность совмещения выполнения движений.
Результатом такого анализа должна стать рациональная плани-
ровка рабочего места, на основе которой проектируются последова-
тельность и содержание трудового процесса, а также рассчитывается
норма времени. Если имеется несколько вариантов, то лучший из них
выбирается после записи каждого в терминах БСМ и определения вре-
мени выполнения операции по каждому движению, используя микро-
элементные нормативы.
Вся информация отражается в Карте исследования и проектиро-
вания трудового процесса, форма которой приведена в табл. 10.31.
: Нормирование операций с помощью микроэлементных нормати-
вов осуществляется в такой последовательности:
заполняются общие сведения в Карте исследования и проек-
тирования трудового процесса (лист 1);
вычерчивается планировка рабочего места, на которой фикси-
руется положение средств, предметов труда в начале и конце действия
(лист 2);
определяется состав операции, которая расчленяется на тру-
довые приемы;
1 См.: Базовая система микроэлементных нормативов вымени (БСМ-1): Методи-
ческие рекомендации. М.: Экономика, 1989. \ *
169
Таблица Ю.з
Карта исследования и проектирования трудового процесса
Карта № 1 исследования и проектирования трудового процесса Лист 1 Предприятие
Цех Гальвано- покрытий Участок Фрезеровки Рабочее место Фрезеровщика
Технологическая операция: фрезеровать часовые знаки Система БСМ
Исходные данные
1. Оборудование, технологическая оснастка
Наименование Обозначение (модель) Количество
1. Фрезерный станок Ф-327 1
2. Предмет труда (узел, деталь, материалы и т.п.)
Наимено- вание Ед. измерения Обозначение (шифр) Габаритные размеры Материал Количество Масса единицы
1. Циферблат Шт. 025x1 Мельхиор 475 200 0,01 кг
3. Исполнитель работы
Ф.И.О. Профессия Стаж Разряд Выполнение норм,%
Королева О.П. Фрезеровщик Згода 3 136
4. Тип производства: крупносерийный
5. Разряд работы:3
6. Продолжительность операции, мин. (TJ: 0,286
7. Действующая норма времени: 0,343 мин.
1.70
Продолжение табл. 10.3
Оборотная сторона
Карта № 1 исследования и проектирования
трудового процесса
Лист 2
Планировка рабочего места (при рабочей позе сидя)
Существующая
Условные обозначения:
1. Фрезерный станок
2. Тара с заготовками
3. Тара с готовыми деталями
4. Исполнитель
5. Место для установки детали
171
Продолжение табл. 10.3
172
Карта № 1 исследования и проектирования трудового процесса ЛистЗ
3. Метод выполнения операции
№ п/п Содержание трудового процесса по приемам №п/п Левая рука Правая рука, туловище, ноги
Микроэлемент Код микро- элемента и его факторы Затраты времени, тыс. доли мин. Затраты времени, тыс. доли мин. Код микро- элемента и его факторы Микроэлемент
1 2 3 4 5 6 7 8 9
1 Переместить деталь 1 Протянуть руку ПР(ЗЮО) 4,2 к станку к циферблату (КЗ) 2 Взять циферблат В(Р0,01; 125) 2,3 (К2) 3 Переместить П (S200; 125) 6,4 к подставке (КЗ) 2 Установить 4 Установить УП(Р0,01; 125) . 4,8 (ОРЗ) 5 Отпустить ОТ2 1,2 3 Фрезеровать 6 Протянуть руку ПР (S50) 0,78 7,5 ПР(ЭЗОО) Протянуть руку 11 знаков к рукоятке (К2) (К2) к кнопке шпин- деля 7 Взять ВЗ 2,0 8 , 3,0 HP Нажать рукой 9 1,2 ОТ2 Отпустить 10 4,7 ПР(5150) Протянуть руку (К2) к ручке 11 2,0 ВЗ Взяться 12 33,0 HP Нажать рукой 11 раз 13 Повернуть руко- ПОР(фЗО; D200; 4,8x11=52,8 Отпустить яткуИраз Р0,6)
2 3 4 5
14
15 Отпустить 0Т2 1,2
16
17
18
4 Отложить деталь 19
в тару
20
21
22
23
173
Продолжение табл. 10.3
7 8
1,2 0Т2
Протянуть руку
к кнопке шпин-
деля
5,1 ПР(Э150) (КЗ) Нажать рукой
3,0 HP Отпустить
1,2 ОТ2 Протянуть руку к циферблату
6,8 ПР(5250) (КЗ) Взять циферблат
2,3 В(Р0,01; 125) (К2) Переместить к таре
5,8 П(Э200; 125) (К2) Установить
4,8 УП(Р0,01; L25) (ОРЗ) Отпустить
1,2 ОТ2
трудовые приемы в порядке последовательности их выполне-
ния заносятся в карту (лист 3);
записывается порядок выполнения трудовых действий в микро-
элементах (лист 3), выполняемых левой и правой руками, туловищем
и ногами;
по каждому микроэлементу проставляются обозначения факто-
ров, коды характеристик и значения факторов продолжительности;
по соответствующим картам находится продолжительность
каждого микроэлемента с учетом факторов, влияющих на его продол-
жительность и перекрытие другими элементами;
суммируя нормативы по всем неперекрываемым элементам,
определяют время выполнения каждого трудового действия;
суммируют продолжительность выполнения всех трудовых
действий, входящих в состав операции, и получают оперативное вре-
мя ее выполнения;
рассчитывают норму штучного времени.
Пример расчета нормы времени на операцию приведен в табл. 10.3
(лист 3).
При нахождении продолжительности каждого элемента по соот-
ветствующей карте последовательно рассматриваются все факторы, как
количественные, так и качественные. По фактическим значениям
каждого из количественных факторов выбирается столбец, в котором
содержится ближайшее большее значение фактора по сравнению
с фактическим, и фиксируется индекс столбца. Процедура повторяет-
ся для всех количественных факторов. На основе зафиксированных
индексов столбцов определяется сумма индексов столбцов для коли-
чественных факторов.
Далее обращаются ко второй части таблицы. На основе факти-
ческих характеристик качественных факторов, влияющих на выпол-
нение данного микроэлемента, фиксируются индексы столбцов для
каждого качественного фактора. Определяется сумма индексов столб-
цов для всех качественных факторов. Находится общая сумма индек-
сов столбцов для количественных и качественных факторов.
В заключение процедуры рассматривается третья часть норматив-
ной карты, где в верхней строке находится число, равное сумме индек-
сов столбцов для количественных и качественных факторов. В нижней
строке напротив данного числа стоит искомое нормативное значение
времени выполнения микроэлемента.
Рассмотрим пример нормирования времени микроэлемента «Повер-
нуть туловище» (нормативная карта приведена в табл. 10.2).
174
Предположим, что имеются фактические значения следующих
факторов:
угол поворота — 90°;
вес детали — 10 кг;
степень осторожности (ОС2).
Для первого качественного фактора значение расположено в колонке
с индексом 6, для второго (10 кг) — в колонке с индексом 1. Сумма зафик-
сированных количественных факторов — 7. В разделе качественных
факторов определяем индекс столбца для (ОС2) — 2. Общая сумма индек-
сов столбцов количественных и качественных факторов — 9. В третьей
части таблицы находим в верхней строке число 9. Ему соответствует
нормативное значение для нашего микроэлемента — 21,0 тыс. доли мин.
10.3. Методы нормирования,
применяемые в зарубежных странах
За рубежом нормирование труда является органической состав-
ляющей деятельности всех предприятий и их подразделений. Это важ-
нейшая функция управления предприятием. На основании норм трудо-
вых затрат определяются трудоемкость работ и потребность в персо-
нале, объемы и сроки выполнения производственной программы,
размеры заработной платы, оцениваются и контролируются издержки
производства. Практикуется комплексное проектирование трудовых
и технологических процессов, увязанное с нормированием труда. При
этом используются современные ЭВМ, автоматизированные системы
микроэлементного нормирования, банки нормативных данных и др.
На предприятиях большое внимание уделяется обеспечению прогрес-
сивности нормативов и высокому уровню напряженности норм. Для
этого замена и пересмотр трудовых норм и нормативов производятся
через небольшие промежутки времени (от шести месяцев до года) даже
при незначительных усовершенствованиях производственных и тру-
довых процессов.
В практике нормирования труда зарубежных стран сложились три
основных метода:
1) установление норм по данным непосредственного изучения
затрат рабочего времени (хронометраж);
2) с использованием элементных нормативов;
3) с помощью микроэлементных нормативов.
Применение того или иного метода зависит от характера трудо-
вого процесса и связанного с этим уровня его детализации. Так, в усло-
виях циклически повторяющегося процесса применяется или хроно-
175
метраж, или используются заранее разработанные элементные норма-
тивы. Если нормируется труд рабочих, занятых на оборудовании, тех-
нические характеристики которого определяют время выполнения
операции, используют микроэлементные нормативы.
Установление норм по данным непосредственного изучения
затрат рабочего времени производится с использованием хрономет-
ража или путем анализа видеозаписи трудового процесса. При этом
изучаемая операция (работа) расчленяется на элементы, каждый
из которых хронометрируется отдельно. Важным является определе-
ние количества наблюдений, которое нужно провести по каждому
элементу, чтобы получить объективные данные. Для этого использу-
ется таблица Бенджамина Ниебеля (табл. 10.4), в которой указано
минимально необходимое число циклов в виде функции от длитель-
ности цикла и количества повторяющихся работ в течение одного года.
Таблица 10.4
Руководство по определению необходимого числа циклов наблюдения
при проведении хронометража*
При времени цикла больше Минимальное.количество циклов, необходимых для исследования операции при годовом количестве циклов:
свыше 10 000 от 1000 до 10 000 меньше 1000
8ч 2 1 1
3 3 2 1
2 4 2 1
1 5 3 2
48 мин. 6 3 2
30 8 4 3
20 10 5 4
12 12 6 5
8 15 8 6
5 20 10 8
3 25 12 10
2 30 15 12
1 40 20 15
0,7 50 25 20
0,5 60 30 25
176
Продолжение табл. 10.4
При времени цикла больше Минимальное количество циклов, необходимых для исследования операции при годовом количестве циклов:
свыше 10 000 от 1000 до 10 000 меньше 1000
0,3 80 40 30
0,2 100 50 40
0,1 120 60 50
Меньше 0,1 140 80 60
* Niebel B.W. Motion and Time Stuby. 9th ed. Homewood, IL: Richard D. Irwin, 1993. P. 390.
Для записи результатов измерения затрат времени по каждому
из элементов операции применяется карта хронометража. После
завершения наблюдений, которые могут проводиться как непрерыв-
ным, так и сплошным методами, определяется среднеарифметическое
время выполнения каждого элемента. Затем эти значения по каждому
элементу суммируются, и эта сумма составляет время выполнения опе-
рации или работы.
Однако, для того чтобы полученное таким образом среднее вре-
мя на выполнение операции стало нормативом для всех рабочих,
используется корректирующий коэффициент выполнения норм рабо-
чими. В результате получается нормальное время, которое затем исполь-
зуется в качестве норматива. Таким образом, нормальное время (NT)
равно среднеарифметическому времени, полученному в результате
обработки результатов наблюдения за выполнением операции (рабо-
ты), умноженному на коэффициент выполнения норм.
Например, хронометражные наблюдения проведены за работой
в течение определенного периода времени. При расчете нормального
времени используется коэффициент выполнения нормы наблюдаемым
работником за тот же период времени, по формуле
______________Время работы____________х
Количество единиц выпущенной продукции
х Коэффициент выполнения норм.
Норму времени рассчитывают прибавлением к нормальному вре-
мени дополнительного времени, взятого в процентах^ нормального,
на личные нужды, неизбежные перерывы в работе, отсутствие матери-
алов, регламентированные перерывы.
При разработке норм на новые работы или для внесения попра-
вок на изменения, возникшие в существующих работах, используются
177
элементные нормативы. Такие нормативы разрабатывают с исполь-
зованием методики проведения хронометражных наблюдений. Име-
ются сборники нормативов, где они представлены в виде таблиц. Мето-
дика расчета норм с использованием элементных нормативов включает
несколько этапов:
1) трудовой процесс расчленяется на составляющие элементы;
2) по каждому из элементов, используя данные соответствующих
нормативных таблиц, проставляется нормальное время их выполне-
ния;
3) в случае отклонения существующих организационно-техниче-
ских условий от предусмотренных в элементных нормативах произ-
водится корректировка нормативов;
4) нормативные значения по всем элементам операции склады-
ваются, а к полученной сумме добавляется дополнительное время
на перерывы и отдых, которые установлены фирмой для данного вида
работ.
Применение элементных нормативов значительно ускоряет рабо-
ту по установлению норм труда, приводит к единообразию при уста-
новлении норм на одинаковые работы для различных работников.
Наибольшее распространение в США; Канаде, Германии, Фран-
ции и других странах получили микроэлементные системы норми-
рования (Predetermined Motion-Time Data Systems — PMTS). Среди
PMTS-систем наибольшее распространение получили МТМ (Methods
Time Measurement), MOST (Most Work Measurement Systems) и Work
Factor. Наибольшее развитие из перечисленных систем получила
система МТМ. В США создана ассоциация МТМ (The МТМ Associ-
ation Standards and Research), имеющая филиалы во многих странах
Европы и Азии.
В рамках этой системы разработаны и успешно применяются
МТМ-1 (базовая система, на основе которой разработаны все другие
системы), MTM-YAC (второе поколение основной системы, наиболее
подходит для нормирования в серийном производстве), NTN-MEK
(третье поколение основной системы, разработана для нормирования
в условиях мелкосерийного и единичного производств), МТМ-К
(разработана для нормирования труда специалистов и служащих),
МТМ-В (стандартная система для нормирования труда по управле-
нию механическими цехами), МТМ-ТИ (разработана для нормирова-
ния умственного труда), МТМ-m (предназначена для нормирования
трудовых процессов, выполняемых с помощью микроскопа).
Широко применяется также система «Уорк фэктор» (Work
Factor), т.е. система, учитывающая факторы работы. Она отличается
178
от названных тем, что в ней нормативы на микроэлементы установле-
ны отдельно на основные и дополнительные движения в зависимости
от количества учитываемых факторов работы. К основным движени-
ям относятся те, которые требуют минимальных усилий или точно-
сти, остальные относятся к дополнительным. Величина надбавки для
дополнительных движений зависит от расстояния перемещения, сте-
пени точности движения и сопротивления движению. Последние два
условия характеризуют факторы работы, которые определяются сте-
пенью точности движения и классифицируются в зависимости от сле-
дующего назначения движения: остановить движение в определенном
месте, контролировать направление движения, соблюсти предосторож-
ность при движении, изменить направления движения.
Применяется также система МОДАПТС (Modular Arrangement
of Predetermined Time Standards) — модульная система микроэлемен-
тных нормативов, относящаяся к третьему поколению систем микро-
элементных нормативов. Особенностью этой системы является исполь-
зование укрупненных микроэлементов — модулей, что позволяет
значительно упростить ее применение.
Использование перечисленных систем помимо ручного варианта
применения предусматривает и автоматизированное проектирование.
Все унифицированные процессы производства детально описаны
и введены в память компьютера. В память вводятся и чертежи. На этой
основе компьютер осуществляет технологическое проектирование про-
цесса изготовления детали, определяет наиболее рациональные мето-
ды ее обработки, выделяет операции с одновременным расчетом норм
времени на их выполнение.
Перечисленные системы нормирования на основе микроэлемен-
тов широко применяются при проектировании трудовых процессов,
анализе и рационализации существующих методов работы, разработ-
ке нормативов вспомогательного времени, выборе наиболее рациональ-
ных методов работы, для установления норм труда, при обучении рабо-
чих рациональным методам выполнения работы.
В этой системе трудовые движения расчленены на 19 микроэлемен-
тов: 8 вариантов движения рук, 9 вариантов движения корпуса и ног
и 2 варианта движения глаз.
В качестве примера рассмотрим сущность и сод^цкание наибо-
лее распространенной системы микроэлементного нормирования труда
МТМ-1. Эта система содержит нормативные материалы, классифици-
рованные по 19 основным видам движения. Для каждого микроэлемен-
та разработаны нормативы его продолжительности. По каждому
179
из движений они дифференцированы в зависимости от переменных
факторов, влияющих на продолжительность движения и способ его
выполнения. Микроэлементные нормативы для движения правой руки
приведены в табл. 10.5. При ее составлении учтены такие факторы,
влияющие на продолжительность выполнения микроэлементов, как
расстояние перемещения руки, расположение и размер предмета, соче-
тание данного микроэлемента с предыдущим и последующим движе-
ниями, участие в работе корпуса рабочего.
Таблица 10.5
Микроэлементные нормативы системы МТМ для различных движений
руки и плеча типа «Протягивание руки» (1 tmu = 0,0006 мин.)
Преодолеваемое расстояние, дюйм Время в единицах tmu Рука в движении Значения обозначенных буквами столбцов
А В СилиО Е А В
3/4 или меньше 2,0 2,0 2,0 2,0 1,6 1,6 А Время перемещения руки к предмету, находящемуся в фик-
1 2,5 2,5 3,6 2,4 2,3 2,3
2 4,0 4,0 5,9 3,8 3,5 2,7 сированном поло- жении, или к пред- мету в другой руке, или к предмету, на котором находит- ся другая рука
3 5,3 5,3 7,3 5,3 4,5 3,6 В Время перемещения
4 6,1 6,4 8,4 6,8 4,9 4,3 руки к отдельному предмету, находя-
5 6,5 7,8 9,4 7,4 5,3 5,0 щемуся в положе- нии, которое может немного изменяться при переходе от одного цикла к другому
6 7,0 8,6 10,1 8,0 5,7 5,7
7 7,4 9,3 10,8 8,7 6,1 6,5 С Время, необходи-
8 7,9 10,1 11,5 9,3 6,5 7,2 мие для взятия предмета, который
9 8,3 10,8 12,2 9,9 6,9 7,9 находится в группе с другими предме- тами, расположен- ными бессистемно. Требуется время на поиск и сорти- ровку
10 8,7 11,5 12,9 10,5 7,3 8,6
12 9,6 12,9 14,2 11,8 8,1 10,1
14 10,5 14,4 15,6 13,0 8,9 11,5 D Время, необходи-
16 11,4 15,8 17,0 14,2 9,7 12,9 мое для взятия мелких предметов.
18 12,3 17,2 18,4 15,5 10,5 14,4 Требуется особая
20 13,1 18,6 19,8 16,7 11,3 15,8 1иЧмии1ЬИ иНириВКа
180
Продолжение табл. 10.5
Преодолеваемое расстояние, дюйм Время в единицах tmu Рука в движении Значения обозначенных буквами столбцов
4 В СилиР Е 4 8
22 14,0 20,1 21,2 18,0 12,1 17,3 Е Время перемещения руки в неопределен- ное положение, что-
24 14,9 21,5 22,5 19,2 12,9 18,8
26 15,8 22,9 23,9 20,4 13,7 20,2 бы достичь равнове- сия тела или начать
28 16,7 24,4 25,3 21,7 14,5 21,7 следующее движе-
30 17,5 25,8 26,7 22,9 15,3 23,2 ние
В системе МТМ время измеряется в условных единицах време-
ни — tmu. Один tmu равен 0,0006 мин. В нормативах, представляющих
собой нормализованное время, не учтены надбавки на отдых и личные
надобности, на перерывы, не зависящие от рабочего.
Нормирование труда с применением микроэлементных нормати-
вов МТМ предусматривает несколько этапов. На первом этапе в общих
чертах определяется метод выполнения нормируемой работы (в усло-
виях разработки проектных норм). На втором этапе получают необхо-
димую детальную информацию по оборудованию и инструменту, тре-
бованию к качеству, расположению рабочего места, материалам
и детали и др., изучают чертеж детали и технологию ее изготовления.
На третьем этапе составляется детальное поэлементное описание мето-
да выполнения нормируемой работы, вычерчивается планировка рабо-
чего места. На четвертом этапе каждый элемент работы расчленяется
на микроэлементы и детально описывается каждый из них. Затем про-
ектируются необходимые для выполнения работы трудовые движения
и записываются в карту анализа МТМ. На пятом этапе по каждому
элементу проставляются значения затрат рабочего времени. Сумми-
руя нормативное время по всем элементам, включая надбавки, полу-
чают норму времени.
ГЛАВА 11
НОРМАТИВНЫЕ МАТЕРИАЛЫ
ДЛЯ НОРМИРОВАНИЯ ТРУДА
11.1. Сущность и разновидность нормативных материалов
Нормативные материалы для нормирования труда — это регла-
ментированные величины режимов работы оборудования и затрат
труда, времени перерывов в работе, разработанные в зависимости
от производственных факторов и предназначенные для многократно-
го использования при установлении конкретных норм затрат труда
применительно к определенным организационно-техническим усло-
виям.
Нормативные материалы разрабатываются на основе комплекс-
ных исследований, проведенных на передовых предприятиях промыш-
ленности и отраслей, а следовательно, их внедрение на других пред-
приятиях обеспечивает и внедрение совершенных организационно-
технических условий производства. Наиболее распространенная
классификационная схема нормативов по труду приведена на рис. 11.1.
По централизованно разработанным нормативам рассчитывают-
ся технически обоснованные нормы на работы, выполняемые на раз-
личных рабочих местах, предприятиях и в отраслях. Они являются
основой внедрения наиболее производительных режимов работы обо-
рудования, совершенствования организационно-технических условий
производства и трудовых процессов.
Применение нормативов для нормирования труда обеспечивает
единство в нормах труда на аналогичные работы, выполняемые в раз-
личных цехах (участках) предприятия. Кроме того, установление норм
на основе имеющихся нормативов существенно уменьшает трудоем-
кость работ по нормированию труда.
По степени дифференциации нормативы времени подразделяют-
ся на микроэлементные, элементные и укрупненные.
Микроэлементные нормативы содержат время на выполнение
отдельных движений или комплексы движений.
Элементные нормативы — это регламентированные величины
на выполнение приемов или комплексов приемов.
182
заключительного
времени
Рис. 11.1. Классификация нормативов по труду
Укрупненные нормативы регламентируют время выполнения
комплексов приемов и применяются для расчета норм в условиях
серийного и единичного производств. Их применение ускоряет расчет
норм и уменьшает вероятность ошибок при расчете, однако снижает
точность норм по сравнению с дифференцированными нормативами.
По сфере применения нормативы подразделяются на межотрас-
левые, отраслевые и местные.
Межотраслевые (общемашиностроительные) нормативы
предназначены для нормирования труда на типичных работах, выпол-
няемых на предприятиях различных отраслей промышленности.
Наиболее характерным примером таких нормативов являются Обще-
машиностроительные нормативы режимов резания для технического
нормирования работ на металлорежущих станках. Указанные в них
работы и оборудование применяются во мшщих отраслях, а организа-
ционно-технические условия являются типичными для них.
Отраслевые нормативы имеют более узкую направленность
и предназначены для нормирования работ, специфичных для конкретной
отрасли. При их разработке исследования проводятся на предприятиях
одной отрасли, и поэтому они отражают характерные для отрасли работы
и организационно-технические условия их осуществления.
Местные (заводские) нормативы разрабатываются непосред-
ственно на предприятиях и на те виды работ, которые являются спе-
183
цифичными для предприятия и не вошли в межотраслевые и отрасле-
вые нормативы.
По назначению различают нормативы режимов работы оборудо-
вания, нормативы времени, нормативы обслуживания, нормативы чис-
ленности.
Нормативы режимов работы оборудования — регламентиро-
ванные величины параметров работы оборудования, обеспечивающие
наиболее эффективное его использование. Они применяются для рас-
чета продолжительности основного (технологического) времени. Их
содержание дает возможность выбрать наиболее оптимальные режи-
мы работы исходя из характерных особенностей изготавливаемых дета-
лей и применяемого инструмента. Например, нормативы режимов реза-
ния на токарных станках содержат значения глубины резания,
скорости, величины и силы подачи в зависимости от применяемого
инструмента, твердости обрабатываемого металла, жесткости крепле-
ния детали, мощности станка, класса точности и чистоты обрабатыва-
емой поверхности.
Нормативы времени — это регламентированные величины
затрат труда на выполнение отдельных элементов операции. Они явля-
ются исходными для установления конкретных норм времени и пред-
назначены для нормирования ручных и машинно-ручных работ, при-
емов ручной работы по управлению и обслуживанию оборудования,
подготовительно-заключительного времени. В основе их разработки
лежит тот факт, что технологически однородные операции состоят
из определенного набора однотипных элементов, совокупность и соче-
тание которых в каждом конкретном случае определяют содержание
операции. Это позволяет в технологически однородных операциях
выделить типовые элементы и определить затраты времени на их
выполнение.
В зависимости от структуры затрат рабочего времени на выпол-
нение операции (работы) по этим нормативам определяется величина
основного и вспомогательного времени, времени на обслуживание
рабочего места, времени на отдых и личные надобности, подготови-
тельно-заключительного времени.
Нормативы обслуживания — это регламентированные величи-
ны затрат труда на обслуживание единицы оборудования или рабоче-
го места для различных категорий вспомогательных рабочих: налад-
чиков, ремонтников и др.
Нормативы численности — это регламентированная числен-
ность работников определенного профессионально-квалификацион-
ного состава, требуемая для выполнения единицы или определенного
объема работ.
184
11.2. Основные требования
к нормативным материалам
Для обеспечения высокого уровня напряженности норм, установ-
ленных аналитически-исследовательским методом, нормативные мате-
риалы должны быть высокого качества, т.е. при их разработке должны
соблюдаться определенные требования, а сами нормативы регулярно
пересматриваться.
Нормативные материалы должны быть прогрессивными, т.е. соот-
ветствовать современному уровню развития техники, технологии, орга-
низации производства и труда. Поэтому при их разработке в качестве
объектов исследования выбираются передовые предприятия, имеющие
более высокий по сравнению со средним уровень технической осна-
щенности, организации производства и труда.
Нормативные материалы должны быть комплексными и обосно-
ванными, т.е. при их разработке выбираются оптимальные варианты
технологического и трудового процессов, максимально учитываются
все факторы, влияющие на величину затрат труда (технически, орга-
низационно, психофизиологически и экономически), а также пере-
довые приемы и методы труда.
Для того чтобы нормы, рассчитанные по нормативам, не превы-
шали допустимых отклонений, нормативы должны соответствовать
требуемому уровню точности. Требования к точности нормативных
материалов приведены в таблице.
Нормативы должны наиболее полно учитывать влияние различ-
ных факторов на продолжительность отдельных элементов процесса
и операции в целом.
Нормативные материалы должны наиболее полно охватывать самые
распространенные варианты организационно-техническихусловий выпол-
нения работы. Это требование предполагает исчерпывающее описание
вариантов условий, на которые установлены нормативы. Каждому
из вариантов должны соответствовать значения нормативов или попра-
вочных коэффициентов к нормативам для основного варианта.
Требования к точности нормативных материалов
Тип производства Допустимое отклонение нормативов от фактических затрат труда,%
Массовое ±5
Крупносерийное ±7
Среднесерийное ±10
185
L
Продолжение
Тип производства Допустимое отклонение нормативов от фактических затрат труда, %
Мелкосерийное ±15
Единичное ±20
Нормативы должны быть удобными для пользования. Это достигается
сочетанием простоты оформления нормативных таблиц и графиков с под-
робными и ясными методическими указаниями об их использовании,
наличием примеров, планировок, рисунков при одновременной компакт-
ности сборников. Нормативы должны предусматривать их использование
как «вручную», так и с помощью вычислительной техники.
Соблюдение всех этих требований обеспечивает высокий каче-
ственный уровень нормирования при применении нормативов, а сле-
довательно, активное влияние нормирования на рост производитель-
ности труда.
11.3. Методические положения
по разработке нормативных материалов
Процесс разработки нормативных материалов включает несколь-
ко основных этапов1.
1. Подготовительная работа, предусматривающая выбор кон-
кретных предприятий и рабочих мест, где будут проводиться наблюдения.
Выбираются предприятия, наиболее типичные для отрасли (если речь
идет о разработке отраслевых нормативов) или ряда отраслей (для разра-
ботки межотраслевых нормативов). В число этих предприятий включа-
ются передовые предприятия с высоким уровнем технической оснащен-
ности, организации труда и культуры производства. Это обеспечит про-
грессивность нормативных материалов. В процессе определения объема
наблюдений по каждому предприятию намечаются рабочие места, на ко-
торых должны быть проведены наблюдения. Количество последних за-
висит от числа вариантов организационно-технических условий выпол-
нения исследуемой работы, числа переменных факторов и их значений, а
также от конкретных исполнителей.
2. Исследование трудовых процессов и изучение затрат труда
на рабочих местах. На этом этапе изучаются содержание технологиче-
1 Разработка нормативных материалов для нормирования труда рабочих. Методи-
ческие рекомендации. М.: НИИТруда, 1983.
186
ского и трудового процессов на выбранных для исследования рабочих
местах, организация труда, обслуживание рабочих мест, характеристики
оборудования, приспособлений и инструмента. Устраняются отмеченные
недостатки и проводятся хронометражи, фотографии рабочего времени
н другие необходимые экспериментальные исследования. Основной рабо-
той на этом этапе является сбор исходных данных о необходимых затра-
тах труда и факторах, определяющих их величину.
3. Обработка и анализ результатов измерения затрат тру-
да, установление зависимости величин затрат труда от влия-
ющих на них факторов, разработка проекта сборника нормати-
вов. На этом этапе производятся группировка и систематизация
полученных материалов непосредственных исследований. Они подвер-
гаются математической обработке, в ходе которой определяются зави-
симости величин времени выполнения отдельных элементов трудово-
го процесса от различных факторов. В результате рассчитываются
нормативные значения времени в зависимости от основных факторов,
проектируются и заполняются макеты таблиц.
4. Проверка нормативных сборников в производственных
условиях ряда предприятий. Для этого сборники нормативов размно-
жаются и рассылаются предприятиям для апробации в производствен-
ных условиях. В ходе этой работы предприятия высказывают замеча-
ния и предложения по проекту нормативов.
5. Доработка нормативных материалов по результатам про-
верки, согласование и утверждение. На этом этапе в нормативные
сборники вносятся изменения в соответствии с замечаниями, полу-
ченными при их апробации. Они утверждаются профсоюзными орга-
низациями соответствующего уровня для практического применения.
Основным и ответственным этапом разработки нормативов явля-
ется обработка исходных данных, полученных путем проведения
наблюдений и установление степени влияния на них различных факто-
ров. При небольшом количестве факторов, влияющих на величину
затрат времени (до двух-трех), целесообразно использовать графо-
аналитический метод. При большом количестве факторов — регресси-
онный и дисперсионный анализ.
Для выявления закономерности влияния на нормативную величину
каждого установленного основного фактора по каждому из них определя-
ют диапазон изменения и интервал его изменения внутри диапазона. При
большом многообразии изменений фактора его диапазон должен отра-
жать реальные производственные условия. Например, на слесарных рабо-
тах на установку в тиски и снятие детали, вес ее составляет от 0,5 до 15 кг.
В 187
Количество значений факторов внутри диапазона, при которых
должны быть проведены наблюдения, можно определить по эмпири-
ческой формуле
т =
+ 3,
где т — число значений факторов, необходимых для определения норма-
тивной зависимости;
Фтах, Фтш — соответственно максимальное и минимальное числовые значе-
ния данного фактора в принятом диапазоне его изменений.
В нашем примере необходимо иметь девять значений затрат вре-
мени:
ЧЧ3-9
При этом интервалы между смежными измерениями (если зави-
симость носит прямолинейный характер) рассчитываются по формуле
Ф -Ф
pj = — тах тт
т-1
В нашем примере интервал будет равен:
И = -~^ = 1,6.
9
Следовательно, хронометраж нужно проводить при установке
и снятии детали весом (кг): 0,5; 2,1; 3,7; 5,3; 6,9; 8,4; 10,0; 11,6; 13,2; 15,0.
Если исследуемая зависимость носит степенной характер, то вели-
чина интервала определяется из отношения
lg н _ !g Фтах ~ !g фтш
т-1
Конкретные значения величины фактора в выбранном диапазо-
не рассчитывают по формуле
Ф. = Фтш + И(;_ d ИЛИ 1g Ф, = 1g Фт,„ + 1g И(1-
После получения данных хронометражных наблюдений, когда
для каждого из установленных значений фактора определена величи-
на затрат рабочего времени, с помощью графоаналитического метода
находят нормативную линию, показывающую зависимость времени
выполнения операции от фактора, влияющего на ее продолжитель-
ность.
188
На графике с равномерными шкалами, на оси абсцисс которого
откладываются значения фактора, а на оси ординат — значения време-
ни, наносятся полученные с помощью хронометражных наблюдений
данные в виде точек, которые соединяют линиями (рис. 11.2). В резуль-
тате получается ломаная линия, на основе которой должна быть постро-
ена нормативная линия.
В нашем примере условно определим для каждого значения
фактора такие значения времени:
0,5 2,1 3,7 5,3 6,9 8,4 10,0 11,6 13,2 15,0
0,14 0,25 0,30 0,40 0,50 0,57 0,66 0,72 0,85 0,92
Используя полученные данные, для построения нормативной
линии находят координаты точки А, через которую и пройдет линия.
Они равны
п 0,5 + 2,1 + 3,7 + 5,3 + 6,9 + 8,4 + 10,0 + 11,6 + 13,2 + 15,0 ч
4 =~ ’ ’ ’ :’-------------------------------’—^=г 7 (кг);
0,14 + 0,25 + 0,30 + 0,40 + 0,50 + 0,57 +
+0,66 + 0,72 + 0,85 + 0,92 _ ео,
ЛР =----------------------------------=°>53 (мин-)-
Точка А с координатами 7,7 кг и 0,53 мин. наносится на график
и отмечает положение центра нормативной линии. Для определения
положения нормативной линии находят координаты средних значе-
ний точек, находящихся ниже точки А и выше нее:
0,5 + 2,1 + 3,7 + 5,3 + 6,9 .
<4 = --’-----------------= 37 (кг);
. 0,14 + 0,25 + 0,30 + 0,40 + 0,50 nQQ. .
icp = —----::1— = 0,32 (мин.);
8,4 + 10,0 + 11,6 + 13,2 + 15,0 .... .
<4 = ------:--------------------1 (кг);
- 0,57 + 0,66 + 0,72 + 0,85 + 0,92
4 = ---!--------- = 0,74 (мин.).
5
Отметим полученные точки В и С на графике. Проведем через три
рассчитанные точки прямую линию до пересечения с осью абсцисс.
189
190
Рис. 11.2. Построение нормативной линии
Построенная прямая линия выражает зависимость времени уста-
новки детали в тиски от ее веса. Математическое выражение этой зави-
симости можно представить формулой
у = ах + Ь.
Так как на оси ординат откладывалось время установки детали,
а на оси абсцисс — вес детали, то уравнение примет вид:
t = aQ. + b,
где а — угловой коэффициент прямой;
Ъ — свободный член уравнения.
При линейной зависимости, выражаемой приведенной формулой,
угловой коэффициент равен тангенсу угла наклона нормативной линии
к оси абсцисс, который при равенстве масштабов шкал определяется
по формуле
Если масштабы шкал неодинаковы, вводится поправочный коэф-
фициент, учитывающий разность масштабов:
а = tg а х К.
В нашем примере тангенс угла наклона нормативной линии к оси
абсцисс равен
0,74-0,32 ппе
tg а =--------= 0,05.
5 11,6-3,7
Свободный член уравнения равен отрезку, отсекаемому норма-
тивной линией на оси ординат (в нашем примере — 0,13).
Подставив полученные значения в формулу, получим
t = 0,05 Q+0,13.
Пользуясь этой формулой, можно определять время на установ-
ку детали в тиски при любых значениях веса детали в указанных пре-
делах числовых значений (0,5—15 кг).
Если на время выполнения работы влияют два и более фактора,
то нормативную зависимость находят отдельно по каждому фактору.
Если нормативная величина зависит от двух факторов и эта зави-
симость имеет линейный характер, т.е.
у' = arf + bv и у" = «2%" + Ь2,
общая нормативная зависимость от обоих факторов будет иметь вид:
191
у = «Х + а^х" + Z>3,
где а,, а2 — угловые коэффициенты нормативных линий каждого фактора.;
о/, х" — независимые переменные по каждому фактору;
bt, b2, Ь3 — свободные постоянные, которые в каждом уравнении имеют раз-
личное значение.
В данном случае величина свободного постоянного члена урав-
нения определяется по формуле
_ (fy ~ at~^const ) + (^2 + a2~^const )
2
где X'onst — постоянное значение независимой переменной, при котором изу-
чалось влияние другой независимой переменной, т.е. X";
X''nst — постоянное значение факторах", при котором изучал ось влияние
фактора X'.
Если на величину затрат времени влияют три фактора, то общее
уравнение нормативной зависимости будет иметь вид:
у = + a^xf' + а^х"’ + Z>4.
Значение величины свободной постоянной Z>4 находится по фор-
муле
Ь ~(а2Х'^ + а3Х^) + Ь2-(а^ +а3Х'^)+
+ ^3 ~ (Ql-^const + Q2-^const)____
4 3
где X"nst, — постоянные значения влияющих факторов, при кото-
рых проводилось исследование.
Если нормативная зависимость имеет характер степенной функ-
ции вида у = Ьха, где а Ф 1, то графическое построение выполняется
в координатах с логарифмическими шкалами, так как в этом случае
нормативная зависимость аппроксимируется прямой линией.
ГЛАВА 12
МЕТОДИКА НОРМИРОВАНИЯ
ОТДЕЛЬНЫХ ВИДОВ РАБОТ
12.1. Нормирование работ на металлорежущих станках
Особенностью нормирования труда на обработочных операциях
является подбор наиболее рациональных режимов работы оборудова-
ния, т.е. выбор наиболее выгодного сочетания скорости резания и пода-
чи, обеспечивающих в данных условиях с учетом целесообразного
использования режущих свойств инструмента и кинематических воз-
можностей оборудования наибольшую производительность и наимень-
шую себестоимость обработки.
Оперативное время на машинных операциях нормируется всегда
раздельно: определяются время машинной работы и время вспомога-
тельной работы.
Время машинной (основной) работы рассчитывается по соответ-
ствующим для каждого вида работ формулам машинного времени. Эти
формулы выражают зависимость продолжительности машинного време-
ни от объема работы при изготовлении единицы продукции и от режима
работы оборудования. С объемом работы эта зависимость прямая, а с режи-
мом резания — обратная.
Для оптимизации машинного времени применяют возможно боль-
шие технологически допустимые подачи и соответствующие им скорости
резания. При этом следует в наибольшей степени использовать режущие
свойства инструмента и его прочность, динамические возможности стан-
ка при соблюдении технических условий на изготовление детали.
Выбор материала режущей части инструмента и его геометриче-
ских форм является важным фактором, определяющим уровень режи-
ма резания. Основой для такого выбора являются характер и условия
обработки, характеристики обрабатываемого материала.
Процесс резания состоит из двух элементов: из числа оборотов
детали или инструмента в минуту и движения подачи. Поскольку
Деталь или инструмент (фрезерные или сверлильные станки) враща-
ются с помощью шпинделя, то число оборотов детали или инструмен-
193
та равно числу оборотов шпинделя. Подача характеризует величину
перемещения режущего инструмента относительно обрабатываемой
детали (токарные, сверлильные работы и работы на продольно-стро-
гальном станках) или величину перемещения обрабатываемой детали
относительно режущего инструмента (фрезерные работы, работы
на поперечно-строгальных станках) за один оборот шпинделя.
Толщина слоя металла, снимаемого с заготовки при механической
обработке, называется припуском на обработку. Припуск может сни-
маться за один или несколько проходов инструмента в зависимости
от заданной глубины резания.
Машинное время определяется на каждый переход процесса обра-
ботки детали на станке, после чего время выполнения всех переходов
суммируется и включается в основное (технологическое) время для
расчета нормы штучного времени.
Основное (технологическое) время на переход при точении, рас-
тачивании, сверлении, нарезании резьбы определяется по формуле
где L
I
h
4
п
S
Т =—i ------5—-i, мин.,
° nS nS
— длина пути, проходимого инструментом в направлении подачи, мм;
— длина обрабатываемой поверхности в направлении подачи, мм;
— величина врезания и перебега инструмента, мм;
— дополнительная длина на взятие пробной стружки, мм;
— частота вращения шпинделя в минуту;
— подача инструмента за один оборот шпинделя, мм/об.;
— число проходов.
Эта формула—общая для всех видов станочных работ. Однако мето-
дика расчета параметров режима резания при нормировании различных
видов станочных работ имеет свои особенности. Как следует из формулы,
время выполнения машинной работы зависит от оптимального сочетания
глубины резания, подачи и числа оборотов шпинделя, что в комплексе
называется режимами резания. В свою очередь выбор режимов резания
производится с учетом сил резания, оптимальной скорости и эффектив-
ной мощности резания, которая необходима для осуществления данного
режима резания. Эту зависимость можно представить формулой
Cv
v =-------,
Tmtxsy
где v — скорость резания;
Cv — постоянная, зависящая от материала режущей части инструмен-
та, материала заготовки и других условий резания (глубины реза-
ния, подачи, геометрии инструмента, охлаждения и т.д.);
194
Г — стойкость инструмента, т.е. время работы инструмента между
двумя заточками;
т — показатель относительной стойкости инструмента, зависящий
от характера износа инструмента и других факторов;
t — глубина резания, мм;
s — подача, мм/об.;
х и у — показатели степеней, зависящие от обрабатываемых металлов,
материала инструмента и условий обработки.
Режимы резания для станочных работ устанавливаются в следу-
ющем порядке. Исходя из припуска на обработку определяется макси-
мально возможная глубина резания. Относительно небольшое влияние
глубины резания на стойкость резца и скорость резания при точении,
строгании и фрезеровании позволяет при черновой обработке устанав-
ливать возможно большую глубину резания, соответствующую при-
пуску на обработку. Глубина резания может быть увеличена и при сни-
жении подачи.
После установления глубины резания выбирается подача. При
этом учитываются требуемая точность обработки поверхности, проч-
ность державки и материала режущей части инструмента, а также жест-
кость системы станок — приспособление — инструмент — деталь
(СПИД). При черновой обработке детали подача зависит от обраба-
тываемого материала, сечения державки резца, материала режущей
части инструмента и глубины резания. При чистовой обработке пода-
ча определяется классом точности обрабатываемой поверхности.
Затем устанавливается максимально допустимая сила подачи при
резании по прочности и жесткости крепления детали с учетом требо-
ваний, предъявляемых к классу точности обработки, прочности инст-
румента, жесткости системы СПИД. При резании сила, действующая
на инструмент, складывается из трех составляющих: вертикального
(тангенциального) усилия резания, осевого и радиального. Наиболь-
шим является вертикальное, определяемое по формуле
Pz = Cpzts0'15, кгс,
где Срг — коэффициент, зависящий от механических свойств обрабатыва-
емого материала и вида обработки.
Радиальную и осевую составляющие силы подачи определяют
по аналогичным формулам.
Данные, необходимые для расчета силы подачи, допускаемой
станком, приводятся в паспорте станка. Выбранная сила подачи срав-
нивается с этим значением и должна удовлетворять условию:
195
р <р
где Рх — осевая составляющая силы резания (сила подачи), кг;
Р„ — осевая сила, допускаемая механизмом подачи станка, кг.
Если выбранная подача не удовлетворяет этим требованиям, необ-
ходимо установленную по нормативам подачу снизить до величины,
допускаемой прочностью механизма станка или прочностью держав-
ки и пластинки твёрдого сплава.
Выбор скорости резания проводится по соответствующим табли-
цам в зависимости от состояния обрабатываемой поверхности, геомет-
рической формы инструмента, глубины резания и величины подачи.
Влияние этих факторов при определении скорости резания учитыва-
ется с помощью поправочных коэффициентов, приведенных в норма-
тивных таблицах.
Исходя из выбранной скорости резания вычисляется требуемое
для получения заданной скорости число оборотов шпинделя станка
по формуле
где v — скорость резания, м/мин.;
D — максимальный диаметр обработки, мм.
Расчетная частота вращения шпинделя сравнивается с паспорт-
ными данными станка и корректируется по ближайшему значению,
указанному в паспорте.
Определяется необходимая мощность станка, которая не должна
превышать эффективной мощности станка, указанной в его паспорте.
Она рассчитывается по соответствующим таблицам нормативов или
по формуле
^-Ргр;6120.
Если окажется, что эффективная мощность станка меньше необ-
ходимой мощности резания, то частота вращения шпинделя должна
быть скорректирована по соотношению
где пкор — частота вращения, допустимая по мощности станка;
N„p — мощность привода станка;
т ] — коэффициент полезного действия станка.
196
После этих расчетов определяется основное машинное время.
Другие категории затрат рабочего времени, входящих в норму
штучного времени, рассчитываются по соответствующим нормати-
вам или с помощью данных хронометража и фотографии рабочего вре-
мени.
12.2. Нормирование
слесарно-сборочных работ ,
Слесарные работы представляют собой холодную обработку
металлов резанием, выполняемую ручным (напильник, ножовка, раз-
метка, рубка металла и др.) или механизированным (ручной пресс,
электродрель и др.) способами. Эти работы выполняются при сборке
машин и механизмов либо вместо обработки на станках из-за неточно-
сти механической обработки. Чем меньше таких работ, тем совершен-
нее применяемая технология. Наибольший удельный вес слесарных
работ, выполняемых при сборке, имеет место в индивидуальном и мел-
косерийном производствах.
Процесс сборки представляет собой совокупность технологиче-
ских операций по соединению деталей (узлов) в определенной
конструктивной последовательности для получения изделия тре-
буемого качества. Обычно для целей нормирования он задается
развернутой схемой сборки, техническими требованиями, обеспе-
чивающими необходимое качество изделия, и условиями выпол-
нения работ. С точки зрения технологии, сборочный процесс может
быть неоднородным и включать регулировочные, пригоночные,
слесарные и другие работы. Такие операции называются слесарно-
сборочными.
В отличие от нормирования механических и других видов работ
нормирование слесарно-сборочных операций имеет следующие осо-
бенности.
В качестве границы расчленения технологического процесса
сборки используется сборочная единица, т.е. комплект (соединение
деталей), который хранится, перемещается и подается на дальнейшую
сборку (с одного рабочего места на другое) как единое целое. Сбороч-
ной единицей могут быть сборочная пара (первичное звено сборочно-
го соединения), сборочный комплекс (часть узла), узел, группа, агре-
гат, изделие. При нормировании сборочной операции мы имеем дело
не с одной деталью, а с комплектом.
Объектом нормирования является сборочная операция, под кото-
рой понимается законченная часть технологического процесса, огра-
I ”7
ниченная работой над одной сборочной единицей на одном рабочем
месте.
Оперативное время слесарно-сборочной операции содержит
основное время на технологический переход и вспомогательное вре-
мя, включающее такие работы, как «взять инструмент», «поднести его
к месту обработки», «отложить инструмент», «возвратное движение
инструмента» при опиливании или резании металла. Так как слесар-
ные работы являются преимущественно ручными и элементы вспомо-
гательной работы тесно переплетаются с основной, нормативы содер-
жат оперативное время на технологический переход.
Основными факторами, влияющими на продолжительность
выполнения слесарных работ, являются: вид слесарных работ, приме-
няемый инструмент, обрабатываемый материал, форма и размеры
обрабатываемой поверхности, требуемая точность обработки, степень
удобства выполнения работ, масштаб производства.
Процесс расчета технически обоснованных норм времени на сле-
сарно-сборочные работы состоит из следующих этапов.
I. Устанавливаются объект, цель и метод нормирования. На этом
этапе четко определяется сборочная единица, задается технологиче-
ская схема сборки и выбирается метод нормирования (аналитически-
расчетный по нормативам или аналитически-исследовательский).
II. Проводится анализ фактических условий производства, где
осуществляется операция. Заполняется общая часть нормировочной
карты.
III. Выбираются нормативы для нормирования в соответствии
с типом производства, характером работы.
IV. Операция расчленяется на расчетные комплексы приемов
работы и выявляется соответствие фактических условий труда норма-
тивным. В случае их отклонения находят поправочные коэффициен-
ты, а если в таблицах отсутствуют данные и нет указаний о приближен-
ном значении («до» определенной величины), используют необходи-
мые для расчета эмпирические формулы.
V. Рассчитывается оперативное время на операцию (или непол-
ное штучное время), определяемое как сумма оперативного времени
всех входящих в нее расчетных комплексов по формуле
« = 1
где Топ, ~ оперативное время выполнения f-го расчетного комплекса,
мин.;
198
kj — суммарный поправочный коэффициент на измененные усло-
вия работы при выполнении г-го расчетного комплекса;
i = 1,2,п — число расчетных комплексов, входящих в операцию.
В условиях мелкосерийного и единичного производств оператив-
ное время при нормировании слесарно-сборочных работ не выделяет-
ся. Расчет осуществляется укрупненно по штучному времени для каж-
дого г-го расчетного комплекса.
VI. Рассчитывается время на обслуживание рабочего места, отдых
и личные надобности. Это дополнительное время задается в нормати-
вах (в процентах к оперативному времени) и выражается коэффици-
ентом:
К ^обс ^отд>
где ао6с —- время обслуживания рабочего места, % от оперативного времени;
аотд — время на отдых и личные надобности, % от оперативного времени.
В условиях среднесерийного и серийного производств, где продол-
жительность подготовительно-заключительного времени для слесар-
но-сборочных работ невелика, при необходимости подготовительно-
заключительное время апз также задается в процентах к оперативному
времени и включается в величину К:
К = ат+ + а.
113 кАл. СИД
VII. Рассчитывается норма штучного времени на операцию. Так как
для слесарно-сборочных работ единицей (штукой) является не деталь, как
это имеет место для других видов работ, а сборочная единица — комплект
деталей, то понятие «штучное время» правильнее будет трактовать как
«операционное время». Для слесарно-сборочных работ это время выра-
жается формулой
Тт= Топ(1 + Kt 10O)KiK2,
где Kt — поправочный коэффициент, учитывающий тип и масштаб про-
изводства. Он зависит от числа сборочных единиц в производ-
ственной (технологической) партии и характеризуется отноше-
нием планируемого выпуска изделий к нормативному;
Кг — поправочный коэффициент, учитывающий условия работы
(сверху, снизу и т.д.).
В массовом производстве учитывается число приемов, выполня-
емых рабочим за операцию. Если ТШТ включает подготовительно-заклю-
чительное время, оно выполняет роль штучно-калькуляционной нормы
и может служить для плановых расчетов.
Порядок расчета нормы штучного времени целесообразно запи-
сывать в нормировочную карту, пример которой приведен в табл. 12.1.
199
200
Технико-нормировочная карта слесарно-сборочных работ
Таблица 12.1
Тип производства Крупносерийный Форма организации труда Сменная комплексная бригада Условия работы Сверху, удобно
Размер партии 1000 шт.
Цех Механосборочный Наименование детали Блок предохранителей Число собираемых деталей 100 шт.
Наименование операции
Сборка
№п/п Содержание расчетного комплекса приемов Собираемые детали Применя- емый инструмент Факторы, влияющие на продолжительность Расчетные данные № карты по норма- тивам
Наименование, размер, масса и т.д. Время по карте Поправоч- ный коэф- фициент Норматив- ная продол- жительность
1 Взять блок и переместить к месту сборки Блок размером 100 х 80 х 50 мм — Расстояние — 600 мм Вес детали —0,8 кг 0,026 — 0,026 №112, поз. 1
2 Взять предохранители и устано- вить в блок Предохранители различно- го сопротивления — 5 шт. — Расстояние — 400 мм Вес детали —0,01 кг 0,070 — 0,070 №98, лист 2, поз. 10
3 Взять крышку и установить ее на блок Крышка размером 100 х 50 х 10 мм — Расстояние — 500 мм Вес детали —0,2 кг 0,033 — 0,033 №44, поз. 14
4 Взять болты и навернуть пред- варительно Болт — 2 шт. — На 2—4 нитки 0,078 0,85 0,078 № 97, поз. 1
5 Затянуть болты окончательно Тоже Гаечный ключ Вид инструмента Диаметр резьбы — 6 мм 0,112 — 0,102 №109, поз. 2
6 Отложить собранный блок Блок размером 100 х 80 х 50 мм Расстояние — 600 мм Вес детали — 1 кг 0,026 0,026 № 12, поз. 1
Поправочный коэффициент 1,1 на объем производства Время на обслуживание и личные надобности 12%Т„ Суммарное оперативное время, мин. 0,335
Норма штучного времени, мин. 0,413
Разработал Подпись Дата Согласовано Подпись
Инженер по нор- мированию труда Иванов А.П. 05.10.00 Начальник БТЗ
Начальник тех- нического бюро
Инженер-технолог Петров В.И. 05.10.00 Инженер НОТ
м
о
Продолжение табл. 12.1
Дата Утвердил Подпись Дата
— Начальник ООТиЗ
Начальник ТО
12.3. Расчет нормы штучного времени
на сборочных работах, выполняемых на конвейере
Одной из главных задач организации труда на конвейере являет-
ся разделение труда между исполнителями (или синхронизация техно-
логических операций) таким образом, чтобы обеспечить наиболее пол-
ную и равномерную их загрузку как по времени, так и по тяжести.
Чтобы выявить особенности нормирования труда при сборке
на конвейере, рассмотрим кратко сущность организации труда на сбо-
рочных конвейерных линиях.
На конвейере рабочие места располагаются в том порядке, в каком
протекает во времени технологический процесс сборки. Подсборка,
выполняемая на стационарных рабочих местах, включается в рабочую
зону общей сборки.
Последовательность выполнения технологических переходов
не произвольна, поскольку из-за технологических ограничений одни
технологические переходы необходимо выполнять до начала других.
Вместе с тем этот порядок не обязательно строго задается, так как
технология допускает очень большое число вариантов последователь-
ности их выполнения, а следовательно, и различные варианты закреп-
ления технологических переходов за рабочими.
Производственный процесс на конвейере протекает в строго
заданном ритме и характеризуется непрерывностью потока. Мерой
непрерывности и ритмичности потока служит такт конвейера, пред-
ставляющий собой интервал времени, через который периодически
производится выпуск изделий определенного наименования, типораз-
мера и исполнения. Если на конвейере собирается одно изделие
(поштучная передача), то такт равен ритму конвейера, т.е. интервалу
времени между выпуском следующих друг за другом равных частей
продукции.
Если обозначить через N заданную программу выпуска изделий,
а через F эффективный фонд времени работы конвейера (ч), то такт
конвейера т (мин.) будет равен:
т = Е60 : Nили ц(Тсм -T):N,
где ц — коэффициент использования конвейера во времени (обычно
составляет 0,85—0,9);
Гсм — продолжительность смены, мин.;
Т — время регламентированных перерывов в работе конвейера
на обслуживание рабочих мест, отдых и личные надобности (уста-
навливается по нормативам), мин.
Зная такт конвейера г и расстояние Е (м) между центрами рабо-
чих точек сборки (рабочих зон) на ленте конвейера, которое можно
202
измерить либо принять при разработке технического проекта конвей-
ера, определяют скорость конвейера V (м/мин.):
У=£: г.
Учитывая высокие физические и психологические нагрузки
на человека при работе на конвейере, его скорость в течение смены
меняется, чем достигаются меньшая утомляемость рабочих и более
высокая производительность труда. Время на регулирование скоро-
сти конвейера учитывают коэффициентом ц.
Для обеспечения ритмичной работы конвейера производитель-
ность на всех операциях должна быть одинаковой, т.е. работа на всех
операциях должна выполняться синхронно. В особых случаях допус-
кается отклонение от такта на 10—15% (при выполнении особо тяже-
лых, монотонных, неделимых с точки зрения обеспечения качества
сборочного соединения операций и др.). Сложность этой проблемы
заключается в том, что ее нельзя свести к ряду независимых задач орга-
низации труда на отдельных рабочих местах. Существующая тесная
связь между рабочими требует рассматривать трудовой процесс всех
исполнителей, занятых на линии, в комплексе.
Основой для синхронизации на предварительной стадии являет-
ся оперативное время на каждую операцию. Она осуществляется мето-
дом соединения и комбинирования (концентрации) неделимых опе-
раций так, чтобы их продолжительность была бы равна такту. При
окончательной синхронизации критерием является загрузка (заня-
тость) рабочего.
Одним из способов поддержания ритмичной работы конвей-
ера является включение в расстановку по рабочим местам допол-
нительных резервных «скользящих» рабочих, которые не закреплены
за конкретным видом работ, а заменяют рабочих в случае их отсут-
ствия на рабочем месте. Такими «скользящими» рабочими являются
сборщики высокой квалификации. Иногда эту роль выполняют осво-
божденные бригадиры. В свободное время такие рабочие могут быть
загружены на подсборке, исправлении дефектов и т.д. Обычно число
резервных рабочих не превышает 2—3% общей численности рабочих
конвейера.
Учитывая перечисленные особенности нормирования на конвей-
ере, целесообразно расчет норм времени на операции производить
в карте (табл. 12.2). Последовательность расчета норм такова.
I. Собираются исходные данные для расчетов, изучается сбороч-
ный процесс. Заполняются все графы нормировочной карты, характе-
ризующие технологический процесс сборки и условия труда.
203
204
Технико-нормировочная карта на сборку изделия на конвейере
Таблица 12.2
Цех Сборочный Изделие Автомобиль МАЗ
Тип конвейера Напольный Расстояние между центрами 1,6м Такт, мин. 2,5
Ритм, мин. 2,5
№ операции Краткое описание работы (операции) Оперативное время с уче- том времени на вспомога- тельный переход Время на отдых и личные надобности Время на обслужи- вание рабо- чего места Число рабочих на рабочем месте Коэффици- ент занятости рабочего
по расчету принято
05 Установить гидроусилитель в приспособление, снять деревянную пробку, вывернуть 3 техноло- гических болта из цилиндра 0,40 0,01 0,01
10 Поставить в отверстия соединительных муфт болты и ввернуть их в отверстия цилиндра гидроусилителя 0,45 0,01 0,01
15 Надеть шланг на трубку гидроусилителя и закрепить 0,38 0,01 0,01
20 Надеть два кронштейна крепления гидроусили- теля к раме на шпильки, навернуть гайки 0,60 0,02 0,01
25 Закрепить электроключом 4 гайки крепления кронштейна гидроусилителя к раме и 2 болта соединительных муфт к цилиндру гидроуси- лителя 0,55 0,02 0,01
Итого по рабочему месту 2,38 0,07 0,05 1 1 1,0
В качестве исходных данных для расчета норм времени на техно-
логические операции используются общемашиностроительные, отрас-
левые и заводские нормативы, а также микроэлементные нормативы.
Предусматривается расчет оперативного или штучного времени для
каждой операции. Оперативное время определяется в том случае, когда
имеют место регламентированные затраты времени на организацион-
но-техническое обслуживание рабочего места, отдых и личные надоб-
ности.
II. Процесс сборки расчленяется на неделимые в технологическом
отношении операции.
III. Определяется оперативное время на операцию. Расчет про-
изводится по общемашиностроительным нормативам. При нормиро-
вании работ, выполняемых на движущемся конвейере, в оперативное
время включается время на все приемы рабочего, связанные с его пере-
мещением в пределах рабочей зоны конвейера.
При этом безусловным является требование, чтобы сумма опера-
тивного времени на выполнение технологических переходов, а также
времени (Т„ер), необходимого для подготовки к выполнению работ
на следующем собираемом изделии (переход от изделия к изделию,
ожидание изделия и т.д.), было максимально близко к такту линии:
(STonj + STnep)<T.
Исходя из этого и формируются операции. Если выбранный
комплекс технологических переходов удовлетворяет критерию, операция
назначается на рабочее место. В противном случае кратность такта повы-
шается на единицу, и формирование операции продолжается. При этом
следует избегать излишнего завышения кратности такта, так как часто
бывает неудобным иметь на рабочем месте нескольких рабочих.
IV. Определяется расчетное число рабочих:
1) для каждой операции:
п9 = Т0П: т;
2) для всего конвейера (без резервных рабочих):
— ^Топ. т.
Округление производится до ближайшего целого числа. Если
оперативное время операции равно такту, ее выполнение обеспечива-
ет один рабочий на одном рабочем месте, а если оно не равно, но кратно
такту, то для ее выполнения создаются рабочие места-дублеры, обслу-
живаемые несколькими рабочими, т.е. рабочая зона включает парал-
лельно столько одинаковых рабочих мест, во сколько раз оперативное
время операции больше такта конвейера.
205
V. Определяется время фактической занятости рабочего на рабо-
чем месте по формуле
Я3Ф=«Р:«П,
где п„ — число фактически принятых рабочих по расстановке исходя
из компоновки операций и полной загрузки рабочего (загрузка
рабочих должна быть равномерной).
После проведения расстановки рабочих по рабочим местам
отдельные расчетные данные проверяют хронометражем, чтобы обес-
печить синхронизацию работ. Отклонения от расчетной занятости
рабочего допускается в пределах 0,85—1,1.
VI. Определяются регламентированные перерывы в работе кон-
вейера по нормативам и техническим условиям сборки. При наличии
«скользящих» рабочих в норму времени включаются только те пере-
рывы, в течение которых конвейер останавливается.
VII. Рассчитывается норма штучного времени (мин.), отража-
ющая одновременный (совмещенный во времени) труд всех рабочих,
занятых на конвейере.
Если такт конвейера определен с учетом всех регламентирован-
ных перерывов (технических, организационных и т.д.), норма штуч-
ного времени рассчитывается по формуле
Гшт = тК1(
где К] — поправочный коэффициент на масштаб производства.
Если при расчетах такта конвейера учитываются лишь техниче-
ские перерывы при заданном масштабе производства, то норма штуч-
ного времени будет для сборки всего готового изделия определяться
по формуле
Т=т 1+й°бс+й!)ТД. К
”r I 100 J ’
Такая норма носит комплексный характер, ибо она отражает все
виды операций по сборке изделия.
12.4. Нормирование труда
при многостаночном обслуживании
В условиях многостаночного обслуживания для установления
норм времени применяется формула, содержащая типовой набор
элементов:
Т — Т । Т Л-Т4 + т
1 шт ОП ' J тех 1 орг — 1 отд*
206
Норма выработки рассчитывается для каждого станка в отдель-
ности по формуле
Т
Н =^-п,
выр гр
1 шт
где п — количество станков, обслуживаемых рабочим.
Норма выработки для рабочего в смену определяется по формуле
Нвь1р Нц х НВЫр Ц,
где Нц — количество циклов в смену;
Нвырц — выработка всех станков за цикл.
Однако в расчетах элементов, входящих в норму штучного вре-
мени, есть некоторые особенности.
Оперативное время изготовления одной детали определяется
по формулам:
1) при работе на станках-дублерах:
Т
'T’i _ 1 Ц
•*ОП ~~ 1
т
где т — число деталей, изготавливаемых в течение одного цикла много-
t станочного обслуживания, или повторяемость операций в цикле;
I 2) при совмещении операций неравной и некратной длительности:
&
где Кс — коэффициент совпадения окончания машинной работы станка
с занятостью рабочего по обслуживанию другого станка. Он пред-
ставляет собой отношение времени цикла к оперативному вре-
мени.
Для удобства расчетов может быть использована таблица коэф-
фициентов, полученных с помощью теории массового обслуживания
(табл. 12.3)1.
Время активного наблюдения за ходом работы станка Тан для усло-
вий серийного и крупносерийного производств берется равным 5%
основного машинного времени.
Время на обход оборудования Тиер определяется по формулам,
приведенным в разделе 2.4.
1 См.: Научная организация труда и эффективность производства. М. : Машино-
строение, 1973. С. 196.
207
Таблица 12.3
Коэффициент совпадения (К.)
Число станков, обслуживаемых одним рабочим Коэффициент занятости рабочего (К3)
0,10 0,20 0,30 0,40 0,50
2 1,01 1,04 1,09 1,16 1,25
3 1,02 1,10 1,20 1,40 1,60
4 1,04 1,16 1,40 1,70 2,05
5 1,05 1,23 1,65 2,00 2,50
6 1,07 1,40 1,85 2,40 3,00
7 1,12 1,45 2,04 2,50 3,10
8 1,23 1,55 2,30 3,00 3,70
Примечание. Цифры, расположенные в данной таблице ниже черты, соответствуют усло-
вию
n>Ltc.+i.
г.
Время по организационному обслуживанию рабочего места Торг
определяется в процентах от оперативной работы по формуле
п /2
т' =yZ2P£LxT'
opr Zw 100
где aopri — время организационного обслуживания рабочего места, % от опе-
ративного времени.
При этом следует учитывать, что если внутри цикла у рабочего
имеется свободное время, время организационного обслуживания
рабочего места может быть полностью или частично перекрыто основ-
ным машинным временем.
При определении времени на техническое обслуживание станков
необходимо учитывать, что при организации многостаночного обслу-
живания предусматривается увеличение периода стойкости инстру-
мента, так как обработка часто осуществляется при пониженных ре-
жимах резания. Соответственно уменьшается и время технического
обслуживания рабочего места. Основными составляющими техничес-
кого обслуживания рабочего места являются смена режущего инстру-
мента и подналадка станков. Эти работы могут выполняться либо на-
ладчиком, либо самим рабочим-многостаночником.
208
Это изменение времени на техническое обслуживание рабочего
места учитывается с помощью коэффициента Кт, который зависит
от числа обслуживаемых станков.
Значения Кт (табл. 12.4) получены расчетным путем исходя
из условий наименьших затрат на обработку.
Таблица 12.4
Значения Кт при разном числе обслуживаемых станков
Число обслужива- емых станков 2 3 4 5 6 7 и более
0,7 0,53 0,45 0,38 0,35 0,32
Используя коэффициент Кт, время на техническое обслуживание
рабочего места в расчете на одну деталь можно определить по формуле
К п л ,
Т' ~ т У тех>
~ ш 1100Х7°
Время на отдых и личные надобности в расчете на одну деталь
определяется по формуле
=аотл ^ООтихТц,
где аотл — время на отдых и личные надобности, % от времени цикла мно-
гостаночного обслуживания Гц.
Учитывая высокую интенсивность труда при многостаночном
обслуживании, время на отдых и личные надобности рассчитывается
по нормативам для массового производства.
Норма штучного времени при многостаночном обслуживании
рассчитывается по формулам:
s 1) для условий крупносерийного и массового производств:
Т1 = —
шт
т
п а п g. а Т
2) для условий серийного и мелкосерийного производств:
Г =—
ШТ
ТП
f п п
2L^opr! + 2L^Tex i
1 + —-------------1-----
100
100
209
12.5. Нормирование работ на поточных линиях
механической обработки
В условиях поточного производства нормы времени и выработки
должны устанавливаться не для каждого рабочего места в отдельно-
сти, а для линии в целом. Это связано с тем, что при установлении
индивидуальных норм времени выработка рабочих не привязывается
к такту потока и тем самым вносится дисбаланс в работу линии. При
этом, как показывает опыт предприятий, загрузка рабочих колеблется
в значительных пределах — от 45 до 96%. Поэтому работа по расчету
норм и расстановке рабочих должна сочетаться с комплексом органи-
зационно-технических мероприятий, направленных на повышение сте-
пени технологической и организационной синхронизации линии, обес-
печивающих лучшее использование рабочего времени и оборудования
и максимально возможный выпуск продукции.
Для таких целей прежде всего рассчитывается такт поточной
линии. Затем определяется время выполнения технологических опе-
раций на каждом станке, входящем в поточную линию. При этом ука-
зываются значения всех факторов, влияющих на время оперативной
работы, рассчитываются время на техническое и организационное
обслуживание, отдых и личные надобности й время занятости рабо-
чего. Все это необходимо для дальнейшей работы по синхронизации
линии.
После этого определяются оптимальная загрузка каждого рабо-
чего и их расстановка на поточной линии с проведением необходимых
мероприятий по синхронизации линии.
Мероприятия по технологической синхронизации направлены
на согласование времени обработки детали на каждом станке с задан-
ным тактом работы линии. Они обеспечиваются главным образом
путем проведения технических мероприятий по увеличению выработ-
ки на лимитирующем оборудовании за счет применения более произ-
водительных режущих инструментов, увеличения количества одновре-
менно работающих инструментов, использования многоместных
приспособлений и быстродействующих зажимных устройств, повыше-
ния качества заготовок, автоматизации процесса контроля, оптимиза-
ции режимов резания и т.д.
Повышение степени организационной синхронизации обеспечи-
вается установлением на основе расчета по нормативам такой расста-
новки рабочих на базе организации многостаночных рабочих мест, при
которой достигается равномерная и полная их загрузка. Для проведе-
ния организационной синхронизации и расстановки рабочих на поточ-
ной линии составляется сводная ведомость (табл. 12.5).
210 t
На первом этапе рассчитывается оперативное время (раздел 1
карты) по каждой из выполняемых на линии операций. При этом ста-
вится задача обеспечения технологической синхронизации операций.
Режимы работы оборудования подбираются таким образом, чтобы рас-
считанная величина оперативного времени максимально приближа-
лась к времени такта работы поточной линии.
Дальнейший расчет выполняется в такой последовательности.
Определяется приведенное оперативное время изготовления дета-
да на операции (гр. 11) по формуле
Т
____ on max
zon ~~ Tf ’
Кдо
где ^оп max — максимальное оперативное время обработки деталей на одном
из станков;
Кю — количество деталей, обрабатываемых на станках за максималь-
ное оперативное время.
Если операция выполняется на нескольких станках с одинако-
вым оперативным временем, формула приобретает вид:
TL=Toni:n,
где Тоа; — оперативное время обработки детали на одном станке;
п — количество станков, на которых выполняется данная операция.
Количество деталей, обрабатываемых на станках, где выполняет-
ся данная операция, за максимальное оперативное время, находится
по формуле
« Т
р- __on max
‘'•ДО — гр
1 * ОП1
Если операция выполняется на одном станке (n = 1 и Топ max = То„,),
то количество деталей, обрабатываемых за максимальное оперативное
время, равно единице.
В тех случаях, когда на рабочем месте обрабатываются детали двух
и более наименований с различными программами, рассчитывается
условно-приведенное оперативное время обработки основной детали:
max
где Nj — программа неосновной детали;
ЛГгаах — программа выпуска основной детали (детали с наиболее длин-
ной программой).
211
Сводная ведомость расчете норм времени и норм обслуживания
Цех МЦ-4 Деталь 70-1601021
Участок Шестерен
№ рабо- чего места Наиме- нование операции Станок Расчет оперативного времени
основное время вспомогательное время оперативное время
машин- ное машин- но-руч- ное и ручное непере- крыва- емое пере- крыва- емое Опера- тивное время изготов- ления одной детали на каж- дом станке Количество дета- лей, обрабатыва- емых за макси- мальное опера- тивное время Приве- денное опера- тивное время изготов- ления детали на одной опера- ции
на стан- ке на опе- рации
1 2 3 4 5 6 7 8 9 10 11
1 05 токар-
ная 475 0,71 — 0,223 0,208 0,933 1 1 0,933
08 токар-
ная 1,25 0,223 0,245 1,473 1 1 1,473
10 токар-
ная 0,78 — 0,208 0,133 0,988 1 1 0,988
^токар-
ная 1,27 — 0,223 0,108 1,493 1 1 1,493
Разработал Подпись Дата
Инженер по нормированию труда
Инженер-технолог
212
Таблица 12.5
на рабочих местах поточной линии (деталь 70-1601021)
Годовая программа
114465
Расчет времени цикла
Занятость рабочего в цикле
Занятость рабочего на изготовле- нии одной детали на каж- Затраты времени, связанные с активным наблюдением Автоматиче- ский подвод инструмента и машинно- автоматиче- Приведенная занятость рабочего на изготовле- нии детали Приведенное время на переход рабочего в конце рабо- Итого занятость рабочего в цикле
в минутах на одну деталь в процентах ко времени цикла
дом станке за работой станков ское время (если его длительность не превыша- ет перехода рабочего к следующе- му станку), приведенное к одной детали на операции чего цикла в исходное положение
12 13 14 15 16 17 18
0,431 — — 0,431
0,408 — - 0,408
0,341 — - 0,341
0,331 — — 0,331
0,24 1,811 100
Согласовано Подпись Дата
Начальник БТЗ
Начальник технического бюро
Инженер НОТ
213
Продолжение табл. 12.5
Сменность работ 2 Такт, мин. 2,19
Ритм, мин. 2,19
№ рабо- чего места Призе- денное время цикла на рабо- чем месте Расчет нормы штучного времени Общая занятость рабочего на рабо- чем месте в такте
Затраты на обслуживание рабочего места Затраты на отдых и личные надобности Норма времени на рабочем месте
Техни- ческое на одну деталь Организационные по рас- чету в мину- тах на одну деталь приня- тая для оплаты в мину- тах на одну деталь в мину- тах в про- центах ко вре- мени такта
в про- центах ко вре- мени цикла в мину- тах на одну деталь В про- центах ко вре- мени цикла В мину- тах на одну деталь
1 19 20 21 22 23 24 25 26 27 28
1,811 0,116 3,2 0,058 6 0,109 2,094 2,19 2,009 94,5
Утвердил Подпись Дата
Начальник ООТиЗ
Начальник ТО
Определяется занятость рабочего на каждом из входящих в рабо-
чее место станков (гр. 12):
*Т» __ пр |_ *Т’ I Т I гр
*31 * в.н ^в.п -*а.н •‘пер’
где Г„ „ — вспомогательное неперекрываемое время;
Гв.„ — вспомогательное перекрываемое время;
Т.Л„ — время активного наблюдения за работой станка;
Гпер — время перехода от станка к станку.
Время активного наблюдения за работой станка, включенного
в рабочее место, в зависимости от суммы машинно-автоматического
времени всех операций на рабочем месте определяется по табл. 12.6.
Устанавливается время на автоматический подвод инструмента
(гр. 14 табл. 12.5). Оно берется из технико-нормировочных карт на опе-
рации. Машинно-автоматическое время принимается в расчет тогда,
когда его длительность не превышает затрат времени рабочего на пере-
ход к следующему станку.
214
Таблица 12.6
Нормативы времени на активное наблюдение
в условиях многостаночного обслуживания*
Сумма машинно-автома- тического времени всех операций, включенных в рабочее место Время активного наблюдения за работой станков, мин. Сумма машинно-автома- тического времени всех операций, включенных в рабочее место Время активного наблюдения за работой станков, мин.
"" 0,10 0,005 4 0,084
0,20 0,009 5 0,100
0,30 0,012 6 0,114
0,50 0,018 7 0,126
0,75 0,022 8 0,134
1,00 0,025 9 0,144
2,00 0,046 10 и более 0,150
3,00 0,066
* См.: Нормирование и оплата труда в поточно-массовом производстве. М., 1976. С. 27.
Рассчитывается приведенная занятость рабочего на изготовлении
одной детали на операции. При этом имеет место несколько вариан-
тов (гр. 15):
1) при обслуживании одного или нескольких станков-дублеров
с одинаковым оперативным временем:
Т1=Т
3 311
2) при обслуживании нескольких станков-дублеров с различным
оперативным временем:
N п
_ on max 57"* <т» . <т»
•* 3 тг ' J1 з1 '1 ош* ’
Лдо 1
3) при обработке на рабочем месте деталей двух и более наимено -
ваний с различной программой:
Ti — Т
Рассчитывается приведенное время на переход рабочего (гр. 16)
от одного станка к другому (в пределах его рабочего места), которое
в зависимости от фактического расстояния переходов (£) устанавли-
вается из расчета 0,015 мин. на 1 м перехода:
Г = °’011
•'пер „ '
215
Определяется общая занятость рабочего на рабочем месте как
сумма времени занятости на всех операциях, включенных в данное
рабочее место, и времени на переходы от станка к станку (гр. 17). Заня-
тость рабочего на рабочем месте в процентах ко времени цикла (гр. 18)
рассчитывается как отношение времени занятости рабочего на рабо-
чем месте в минутах к приведенному времени цикла на рабочем месте,
а результат умножается на 100.
Находится приведенное время цикла на рабочем месте (Гц„). Оно
устанавливается путем выбора наибольшей из двух величин: времени
занятости рабочего на рабочем месте и наибольшего оперативного вре-
мени операции данного рабочего места (гр. 19).
Рассчитывается время на техническое обслуживание. Оно берет-
ся из пооперационных нормировочных карт. Если на операции занято
несколько станков, время на техническое обслуживание на операцию
определяется как среднеарифметическое время обслуживания всех
станков (гр. 20).
Находится время организационного обслуживания рабочего места
(в процентах к приведенному времени цикла) с использованием соот-
ветствующих нормативов.
По нормативам рассчитывается время на отдых и личные надоб-
ности (в процентах к приведенному времени цикла).
Определяется штучное время на рабочее место на одну деталь
по формуле
Т’шт = Т’ц.п + Гтех + Горг + Готд.
Норма времени на рабочее место, принимаемая для оплаты в мину-
тах на одну деталь, устанавливается равной времени такта потока.
Общее время занятости рабочего на рабочем месте определяется
следующей суммой: гр. 17 + гр. 20 + гр. 22.
12.6. Нормирование труда в условиях
автоматизированного производства
С помощью нормирования труда в условиях автоматических
линий обеспечивается решение следующих задач:
1) расчет норм труда и необходимой численности обслуживающих
линию рабочих: наладчиков, операторов, слесарей, контролеров;
2) установление регламента обслуживания.
В связи с тем, что работающие на автоматических линиях чаще
всего объединены в комплексные бригады, вопросы нормирования
труда решаются одновременно с выбором форм разделения и коопе-
рации труда и системы обслуживания.
216
В качестве норм могут применяться нормы производительности
автоматической линии, в то же время являющиеся нормами выработки
для обслуживающих ее рабочих, нормы времени и нормы обслуживания.
Нормы производительности оборудования устанавливаются по лимити-
рующему оборудованию, входящему в состав линии. При этом необходи-
мо выбрать наиболее рациональный режим работы лимитирующего обо-
рудования. Режим работы остального оборудования устанавливается
исходя из времени, затрачиваемого на изготовление продукции на лими-
тирующем оборудовании. Этим достигается синхронизация автоматиче-
ской линии, аналогичная синхронизации поточных линий.
Норма производительности линии (Нп л) определяется по формуле
Нпл - АКЛВКЛ,
где А — часовая теоретическая производительность лимитирующего обо-
рудования автоматической линии;
К„, — коэффициент полезного времени машины;
К„ — коэффициент, учитывающий неполное использование линии
по не зависящим от рабочих и производства техническим при-
чинам (определяется экспериментальным путем).
Как правило, при проектировании линии подбирается оборудование
равной производительности. Однако могут быть случаи, когда имеется
оборудование разной производительности, что ограничивает (лимитиру-
ет) производительность всей линии. Иногда оборудование может оказать-
ся лимитирующим из-за высокого (по сравнению с другими) коэффици-
ента неполного использования машины (К„) по не зависящим от про-
изводства причинам. В этом случае количество лимитирующего обору-
дования определяется с учетом коэффициента Кл.
Теоретическая производительность линии (А) рассчитывается
по формуле
где Гр — время, на которое устанавливается норма (часовая смена), мин.;
N„ — объем продукции, производимой за один цикл работы;
Гц — продолжительность одного цикла работы линии, мин.
Коэффициент полезного времени линии (Кл в) определяется по фор-
муле
Т
Кл=—т,
1 СМ
где Гцс — время цикличной работы линии в течение смены;'
т — количество циклов в смене.
217
Время цикла устанавливается по лимитирующему оборудованию,
входящему в состав линии, при наиболее рациональном режиме его
работы по формуле
Т = Т -Т -Т
•“ц •‘см л тех п>
где Т,ех — время замены инструментов и технического обслуживания участ-
ка линии в течение смены;
Гп — перерывы на организационное обслуживание рабочего места,
отдых и личные надобности.
Норма времени автоматической линии (HBpJ1) на единицу продук-
ции рассчитывается по формуле
Т
Н — Г
11вр.л тт ’
Нп.л
где Н„ л — норма производительности автоматической линии.
Для определения численности наладчиков, обслуживающих линию,
рассчитываются нормы обслуживания по формуле
Т -Т
Нем отд
о ------р---->
где Г3 — время занятости наладчика в течение смены по обслуживанию
одной автоматической линии, включая активное наблюдение.
Время занятости наладчика (Г3) определяется по данным, на осно
вании которых составляется график (регламент) обслуживания:
Т3 = ГнпДд,
где Т„ „ — время наладочных и подналадочных работ, выполняемых в течение
одной смены, устанавливаемое по нормативам или при помощи хро-
нометражных наблюдений для данной автоматической линии;
Ка — коэффициент, учитывающий остальные работы, выполняемые
наладчиком в течение смены, включая активное наблюдение. Его
определяют по фотографиям рабочего времени наладчика как
отношение общего времени его занятости ко времени выполне-
ния наладочных и подналадочных работ, Кл > 1.
Если расчетная норма обслуживания меньше единицы, то один
наладчик не успеет обслужить автоматическую линию. Тогда числен-
ность наладчиков, обслуживающих одну линию (Ч), будет равна:
Ч = 1 : Но.
По таким же формулам определяются и нормы обслуживания для
операторов и контролеров. Разница лишь в том, что для этих катего-
рий работников время занятости определяется по соответствующим
нормативам.
218
После расчета необходимой для обслуживания автоматической
линии численности персонала этот расчет уточняется с помощью фото-
графии рабочего времени, по данным которой осуществляется рацио-
нальное перераспределение работ по обслуживанию линии между рабо-
чими с целью более полной загрузки и уменьшения их численности.
Например, при недогрузке наладчика основной работой в обязанно-
сти ему могут вменяться частичный или полный уход за линией, уст-
ранение мелких неисправностей оборудования, оснастки, загрузка заго-
товками, выгрузка деталей и т.д. Оператор в целях обеспечения
наиболее полной загрузки, кроме своих основных функций, может
заменять масло, смазочно-охлаждающую жидкость и т.д.
12.7. Нормирование работ, выполняемых на станках
с числовым программным управлением
Применение станков с числовым программным управлением
(ЧПУ) является одним из главных направлений автоматизации обра-
ботки металлов резанием, позволяет высвободить большое число уни-
версального оборудования, а также улучшить качество продукции
и условия труда станочников. Принципиальное отличие этих станков
от обычных заключается в задании программы обработки в математи-
ческой форме на специальном программоносителе.
Норма времени на операции, выполняемые на станках с ЧПУ при
работе на одном станке, состоит из нормы подготовительно-заключи-
тельного времени и нормы штучного времени:
Н„=г„+Ь,
Подготовительно-заключительное время определяется по формуле
-г _ р I + т
Л ПЗ 1 П3( ~ л пз2 л пр.обр ’
где Гпз — время на наладку и настройку станка, мин.;
Тт — время на организационную подготовку, мин.;
Т — время на наладку станка, приспособления, инструмента, про-
граммных устройств, мин.;
Гпро6р — время на пробную обработку.
Норма штучного времени рассчитывается по формуле
Т
flTex+flQPr+flor/
100
+tbkJi+
к
где Гца — время цикла автоматической работы станка по программе, мин.;
— поправочный коэффициент на время выполнения ручной вспомо-
гательной работы в зависимости от партии обрабатываемых деталей.
219
Т = Т + т
ц.а л о л мв’
где Го — основное (технологическое ) время на обработку одной детали,
мин.;
Гмв — машинно-вспомогательное время по программе (на подвод детали
или инструмента от исходных точек в зоны обработки и отвод; уста-
новка детали на размер, смену инструмента, изменение величины
и направления подачи, время технологических пауз и т.п.), мин.
г =У-Ь_,
• ° W
где Lt — длина пути, проходимого инструментом или деталью в направ-
лении подачи при обработке i-ro технологического участка
(с учетом времени врезания и перебега), мм;
Sm j — минутная подача на данном технологическом участке, мм/мин.;
i-1,2,..., п — число технологических участков обработки.
Основное (технологическое) время рассчитывается исходя
из режимов резания, которые определяются по Общемашинострои-
тельным нормативам времени и режимов резания для нормирования
работ, выполняемых на универсальных и многоцелевых станках с чис-
ловым программным управлением. Согласно этим нормативам конст-
рукцию и материал режущей части инструмента выбирают в зависи-
мости от конфигурации обрабатываемой детали, стадии обработки,
характера снимаемого припуска, обрабатываемого материала и др.
Предпочтительно применение инструмента, оснащенного пластинка-
ми из твердого сплава (если нет технологических или других ограни-
чений по их применению). К таким ограничениям относятся, напри-
мер, прерывистая обработка жаропрочных сталей, обработка отверстий
малых диаметров, недостаточная скорость вращения детали и др.
Глубина резания для каждой стадии обработки выбирается таким
образом, чтобы обеспечить устранение погрешностей обработки
и дефектов поверхности, появившихся на предыдущих стадиях обра-
ботки, а также компенсировать погрешности, возникающие на выпол-
няемой стадии обработки.
Подача для каждой стадии обработки назначается с учетом разме-
ров обрабатываемой поверхности, заданной точности и шероховатости
обрабатываемого материала и выбранной на предыдущем этапе глубины
резания. Выбранная для черновой и получистовой стадии обработки пода-
ча проверяется по прочности механизма станка. Если она не удовлетво-
ряет этим условиям, ее снижают до величины, допустимой прочностью
механизма станка. Подача, выбранная для чистовой и отделочной стадий
обработки, проверяется по условию получения требуемой шероховато-
сти. Окончательно выбирается меньшая из подач.
220
Скорость и мощность резания выбираются в соответствии с ранее
определенными параметрами инструмента, глубиной резания и подачей.
Режим резания на черновых и получистовых стадиях проверяет-
ся по мощности и крутящему моменту станка с учетом его конструк-
тивных особенностей. Выбранный режим резания должен удовлетво-
рять условиям:
У<Уэи2М<2Мст,
где N — мощность, требуемая при резании, кВт;
N3 — эффективная мощность станка, кВт;
2М — двойной крутящий момент при резании, Нм;
2Л/СТ — двойной крутящий момент на шпинделе станка, допустимый стан-
ком по прочности механизма или мощности электродвигателя,
Нм.
Двойной крутящий момент при резании определяется по формуле
2М = ^-,
100
где Рг — главная составляющая силы резания, Н;
D — диаметр обрабатываемой поверхности, мм.
Если выбранный режим не отвечает указанным условиям, необ-
ходимо установленную скорость резания снизить соответственно вели-
чине, допустимой мощности или крутящим моментом станка.
Вспомогательное время, связанное с выполнением операции
на станках с ЧПУ, предусматривает выполнение комплекса работ:
а) связанных с установкой и снятием детали: «взять и установить
деталь», «выверить и закрепить»; «включить и выключить станок»;
«открепить, снять деталь и уложить в тару»; «очистить приспособле-
ние от стружки», «протереть базовые поверхности салфеткой»;
б) связанных с выполнением операций, не вошедших во время цик-
ла автоматической работы станка по программе: «включить и выключить
лентопротяжный механизм»; «установить заданное взаимное положение
детали и инструмента по координатам X, Y, Z и в случае необходимости
произвести подналадку»; «проверить приход инструмента или детали
в заданную после обработки точку»; «продвинуть перфоленту в исход-
ное положение».
В общем виде вспомогательное время определяется по формуле
т = т + Т + Т
в * в.у х В.ОП * В.ИЗМ’
где Г — времянаустановкуиснятиедеталивручнуюилиподъемником.мин.;
Т'в.оп ~ вспомогательное время, связанное с операцией (не вошедшей
в управляющую программу), мин.;
Т^нзм — вспомогательное неперекрываемое время на измерения, мин.
221
Вспомогательное время на контрольные измерения включается
в норму штучного времени только в том случае, если это предусмотре-
но технологическим процессом, и только тогда, когда оно не может быть
перекрыто временем цикла автоматической работы станка.
Поправочный коэффициент (К^) на время выполнения ручной
вспомогательной работы в зависимости от партии обрабатываемых
деталей определяется из табл. 12.7.
Таблица 12.7
Поправочные коэффициенты на вспомогательное время
в зависимости от размера партии обрабатываемых деталей
в серийном производстве
Поправочные коэффициенты на вспомогательное время в зависимости от размера партии обрабатываемых деталей в серийном производстве* Карта № 1
№ пози- Оперативное Тип производства
ции время (Тм+Тв), Мелкосерийное Среднесерийное
МИН., ДО Количество деталей в партии, шт.
6 10 16 25 40 63 100 160 250
1 4 1,52 1,40 1,32 1,23 1,15 1,07 1,00 0,93 0,87
2 8 1,40 1,32 1,23 1,15 1,07 1,00 0,93 0,87 0,81
3 30 и более 1,32 1,23 1,15 1,07 1,00 0,93 0,87 0,81 0,76
Индекс а б В Г Д е Ж 3 И
* См.: Общемашиностроительные нормативы времени и режимов резания для нормирова-
ния работ, выполняемых на универсальных и многоцелевых станках с числовым программ-
ным управлением. Ч. 1. М.: Экономика, 1990. С. 30.
Техническое обслуживание рабочего места предусматривает
выполнение следующих работ:
смену инструмента (или блока с инструментом) вследствие его
затупления;
регулировку и подналадку станка в процессе работы;
сметание и периодическую уборку стружки в процессе работы.
Организационное обслуживание рабочего места включает рабо-
ты по уходу за рабочим местом, относящиеся к рабочей смене в целом:
осмотр и опробование оборудования в процессе работы;
раскладку инструмента в начале и уборку его в конце смены;
смазку и чистку станка в течение смены;
уборку станка и рабочего места в конце смены.
Время на обслуживание рабочего места устанавливается в про-
центах от оперативного времени.
222
Время на отдых и личные надобности при условии обслужива-
ния одним рабочим одного станка отдельно не выделяется и учитывает-
ся во времени на обслуживание рабочего места. В случае многостаноч-
ного обслуживания его нормируют отдельно в зависимости от харак-
теристики работ с рекомендациями по содержанию отдыха.
12.8. Нормирование труда в условиях
гибких производственных систем (ГПС)
Использование многооперационных станков с ЧПУ типа «обра-
батывающий центр», в которых автоматизированы не только выпол-
нение технологических операций, но и обеспечение заготовками, заме-
на инструмента, контроль качества обработки, выявление отказов, учет
и регулирование производства, позволило, объединив их в участки
(цехи), создать гибкие производственные системы (ГПС). Работа вхо-
дящих в них компонентов (оборудования, транспортных и складских
систем, участков комплектования программами, инструментом, при-
способлениями, заготовками и т.п.) синхронизируется как единое целое
системой управления, обеспечивающей быструю перестройку техно-
логического процесса при смене объектов производства.
Самым оптимальным для ГПС является круглосуточный режим
эксплуатации с регламентированными перерывами для профилакти-
ческого обслуживания, наладки и ремонта с отключением отдельных
станков и механизмов.
Учитывая особенности системы, в состав обслуживающего персо-
нала входят инженеры по вычислительной технике, технологи, про-
граммисты, наладчики и операторы. Поэтому важнейшей задачей
нормирования труда на ГПС является расчет не только количества
каждой из перечисленных категорий работающих, но и оптимизация
их соотношения на базе установления рациональных форм разделе-
ния и кооперации труда. При этом, чтобы повысить уровень надежно-
сти и эффективности функционирования ГПС, целесообразно исполь-
зовать коллективную форму организации труда, объединив всех
занятых в комплексную сквозную бригаду.
При нормировании труда работников, обслуживающих ГПС, рас-
считывают нормы времени, обслуживания и численности.
Для расчета нормы штучного времени нормированные затраты
времени делятся на прямые и косвенные. К первым относится время
цикла автоматической работы станка по программе (Гца), определя-
емое исходя из установленных режимов резания (см. раздел 12.7).
Косвенные затраты (Гнп) относятся ко всей продукции, изготав-
ливаемой на ГПС, и поэтому включаются в нормируемую длитель-
223
ность операции пропорционально величине прямых затрат. Их состав
определяется конструктивными особенностями системы и услови-
ями ее эксплуатации. В общем виде они включают не перекрыва-
емую машинным временем длительность наладочных, регулировоч-
ных и проверочных работ, время простоев оборудования, связанных
с регламентированным обслуживанием механических, электрических,
электронных и других подсистем, время изготовления и контроля проб-
ных деталей и т.п.
Величина Т„ п не является суммой всех косвенных затрат, име-
ющих место при обслуживании системы. Многие из работ, выполня-
емые различными работниками, совмещены во времени, так как выпол-
няются параллельно. Поэтому перекрываемое время должно быть
определено и не включаться в величину косвенных затрат.
Во всех ГПС обслуживание оборудования не выключается во вре-
мя отдыха рабочих, которое должно устанавливаться по скользящему
графику. Поэтому время на отдых и личные надобности в состав Т„„
не включается. Оно учитывается при расчете оптимальных норм обслу-
живания и численности.
Формула расчета нормы штучного времени имеет вид:
Т-
Т = Т пл
* шт 1 ц.а j. J. >
1 пл 1 н.п
где — плановый суммарный фонд времени ГПС, мин.
Если одновременно (параллельно) обрабатывается несколько
деталей (k), то формула будет иметь следующий вид:
Т Т
Т — ц,а х пл
шт b Т —Т
к 1 пл 1 н.п
Второй сомножитель вышеприведенной формулы для упрощения
расчета можно выразить через коэффициент использования оборудо-
вания во время цикла автоматической работы оборудования (Ха):
Т Т 1
Т —Т т к *
1 пл 1 н.п 1 ц.а ла
Тогда формула расчета нормы времени примет следующий вид:
ШТ 77- ’
^''а.пл
где Кир, — планируемый коэффициент использования оборудования по вре-
мени автоматической работы.
224
Последняя формула удобна для практического нормирования, так
как включает два параметра Ткя и Ка пл, используемых во всех основных
технологических и организационно-плановых расчетах ГПС.
Величину Капл определяют исходя из производственной програм-
мы ГПС по формуле
к
а. пл т1 хт *
FON
где Рк — программа выпуска продукции k-ro вида;
Гца — время автоматической работы оборудования при изготовлении
единицы продукции k-ro вида;
Fo — эффективный фонд времени одного станка в плановом периоде;
N — имеющееся число станков (модулей).
Расчет коэффициента Капл может выполняться либо в целом
по ГПС, если станки взаимосвязаны, либо по отдельным технологи-
ческим группам.
Норма обслуживания в условиях ГПС устанавливается для рабо-
чих, занимающихся наладкой модулей, и для рабочих, занимающихся
обслуживанием модулей в период их автоматической работы. Как пра-
вило, эти работы выполняются в разные смены.
Норма обслуживания на наладку модулей равняется количеству
модулей, которые рабочий может наладить за смену для их последу-
ющей автоматической работы.
При наладке однородных модулей норма обслуживания (Н°)
определяется по формуле
Т -Т Т -Т
Н* =----см-----отд или н =СМ-----------отд
° а
T-cp/j ота\ 1 3
3 4 10(Г
где Гсм — продолжительность смены, мин.;
ГОтд — продолжительность времени на отдых и личные надобности
в течение смены, мин.;
рр — среднее время занятости рабочего при наладке одного модуля
из однородной группы, определенное по всей заданной номенкла-
туре деталей на плановый период.
Время занятости при этом включает, как правило, затраты на под-
готовительно-заключительную работу, наладку модуля, загрузку (раз-
грузку) тактового стола, а в отдельных случаях и на оперативный кон-
троль и организационно-техническое обслуживание.
При наладке разнородных модулей норма обслуживания опреде-
ляется подбором, при этом должно соблюдаться условие
225
м
Ут <т -т ,
/ • з; см отл >
1=1
М
где — суммарное время занятости рабочего при наладке всех разнород-
i = l
ных модулей, установленных нормой обслуживания;
М — количество модулей (норма обслуживания).
Количество модулей ( Н^), которое рабочий может обслужит!
в период автоматической работы, определяется по формуле
где Тпя — время цикла автоматической работы модуля, мин.;
Тзм “ время занятости рабочего обслуживанием всего оборудования
включенного в модуль, мин.
Время занятости при этом включает, как правило, затраты на one
ративный контроль, организационно-техническое обслуживание
загрузку (разгрузку) тактового стола.
Численность бригады, обслуживающей ГПС, определяется непо
средственно через нормы обслуживания. Количество модулей, подле
жащих обслуживанию бригадой, делится на установленную норм}
обслуживания. Расчет ведется отдельно по наладке и обслуживании
оборудования исходя из норм обслуживания, установленных по при
веденным выше формулам.
12.9. Нормирование труда в период освоения
производства новой продукции
В условиях строгого регламентирования производственного про
цесса с высоким уровнем его механизации и автоматизации к каче
ству действующих на протяжении выпуска продукции норм труда
предъявляются высокие требования. Уровень их соответствия суще-
ствующим организационно-техническим условиям оказывает большое
влияние на ускорение освоения производства новой продукции.
На стадии подготовки производства к выпуску новой продукции техни-
чески обоснованные нормы устанавливаются аналитически-расчетным
методом для проектных условий с учетом рациональной организации
рабочих мест, систем их обслуживания, использования запроектиро-
ванного оборудования, оснастки, приспособлений и инструмента.
Освоение новой продукции является сложным и ответственным
моментом для каждого предприятия, так как в этот период происхо-
дят существенные изменения организационно-технических условий
226
производства при одновременном совершенствовании методов и при-
емов выполнения работ, выработка специализированных производ-
ственных навыков у рабочих. В результате происходит непрерывное,
весьма существенное снижение затрат времени на изготовление ново-
го изделия или выполнение операций. Сокращение затрат труда в этот
период происходит под влиянием двух групп факторов:
1) факторов, связанных с изменением организационно-техниче-
ских условий, в связи с оснащением производства новым оборудова-
нием, оснасткой, приспособлениями и т.п.;
2) факторов, связанных с освоением рабочими операций.
Указанные факторы по-разному отражаются на процессе освоения
производства. Под влиянием первой группы факторов происходит
прерывистый, скачкообразный процесс, влекущий за собой немедлен-
ное изменение уровня трудовых затрат, что сразу же должно найти
отражение в изменении действующей нормы. При освоении работ рабо-
чими имеет место постепенное и непрерывное сокращение затрат рабо-
чего времени по мере выработки специализированных навыков и осво-
ения рациональных приемов и методов труда.
Применение в этот период технически обоснованных норм, рас-
считанных на условия освоенного производства, приводит к неоправ-
данному снижению заработной платы рабочих-сдельщиков. Поэтому
на период освоения к технически обоснованным нормам должно уста-
навливаться дополнительное время, отражающее трудовые затраты
на объем работ, связанный с процессом освоения. В соответствии с этим
дополнительным временем вводятся доплаты. По мере освоения про-
изводства размер дополнительного времени и доплат должен снижать-
ся, а при выходе на проектный выпуск продукции — отменяться.
Несмотря на то что фактические затраты времени в период осво-
ения непрерывно изменяются, нормы и дополнительное время к ним
на какой-то период времени должны оставаться стабильными. Это
условие требует разбивки этапов освоения на определенные интерва-
лы, для каждого из которых должно быть установлено дополнитель-
ное время, действующее в этом интервале. Такой интервал обычно при-
равнивают к месяцу или кварталу. В начале планируемого периода
время отклонения от запроектированного устанавливается на основе
хронометражных наблюдений. На последующие периоды фактические
затраты времени рассчитываются с учетом плана организационно-тех-
нических мероприятий, направленных на устранение отклонений.
Из-за отклонения существующих на конкретный период време-
ни организационно-технических условий от запроектированных вели-
чина дополнительного нормированного времени и период ее действия
227
устанавливаются с учетом значимости отклонения и характера прово-
димых мероприятий по его устранению и увязываются с планом орга-
низационно-технических мероприятий цеха (предприятия в целом).
Дополнительное время, связанное с освоением работы рабочими, увя-
зывается с количеством деталей, изготавливаемых с начала производ-
ства, сложностью работ, уровнем их механизации. Структура норм
времени с ее изменениями в период освоения производства приведена
на рис. 12.1.
| [ — технически обоснованная норма для условий освоенного производства;
— дополнительное нормированное время, устанавливаемое в связи с откло-
нением организационно-технических условий;
Щ|Ц — дополнительное нормированное время, установленное в связи с осво-
ением рабочим операций
Технически обоснованные нормы времени, установленные для
условий освоенного производства, и нормированное дополнительное
время служат основанием для расчета на весь этот период норм выра-
ботки. Исходя из периода, на который вводится дополнительное вре-
мя, а также сроков его измерения, строят график освоения технически
обоснованных норм. Такой график должен содержать значения этих
норм на различных этапах освоения вплоть до отмены по достижении
проектных значений.
Такая система поэтапного внедрения технически обоснованных
норм позволяет поддерживать их прогрессивный уровень, повышает
ответственность соответствующих служб предприятия за своевремен-
ное организационно-техническое обеспечение трудового процесса,
наглядна для рабочих, осваивающих производство новой продукции,
228
чго в конечном итоге способствует повышению производительности
труда и ускорению освоения выпуска новой продукции в запроекти-
рованных объемах.
12.10. Особенности нормирования
в условиях бригадной организации труда
Объектом нормирования труда в условиях бригадной его органи-
зации является коллективный трудовой процесс. Несмотря на то что
в большинстве бригад сохраняются нормы времени на выполнение
отдельных операций (работ), выполняемых членами бригады, конеч-
ной целью нормирования является установление комплексной нормы
времени на единицу конечной продукции бригады: комплект деталей
(бригадо-комплект), узел, изделие. Простое суммирование действу-
ющих индивидуальных норм не позволяет учесть эффект коллектив-
ного труда и приведет к снижению напряженности нормы ввиду того,
что коллективный трудовой процесс в первую очередь существенно
влияет на величину таких элементов норм, как подготовительно-заклю-
чительное время, время на обслуживание рабочего места, отдых и лич-
ные надобности. В действующих нормативах времени эти категории
затрат установлены только для условий индивидуальной организации
труда.
Подготовительно-заключительное время, прежде всего в сквоз-
ных бригадах, значительно сокращается за счет того, что работа, нача-
тая в предыдущей смене, продолжается без переналадки оборудова-
ния до окончания партии деталей в следующей смене. Кроме того,
включение в состав комплексных бригад наладчиков создает предпо-
сылки для существенного сокращения этой категории затрат рабочего
времени.
Время на обслуживание рабочих мест при коллективном труде
может быть уменьшено за счет выполнения соответствующих работ
включенными в состав бригады вспомогательными рабочими. Это вре-
мя будет перекрываться оперативным временем. Кроме того, в усло-
виях работы сквозных бригад за счет передачи смены «на ходу» эти
затраты времени также будут существенно сокращены.
При разработке нормативов на отдых и личные надобности учи-
тывались индивидуальные организационно-технические характери-
стики выполняемых работ, монотонность и напряженность труда, кото-
рые в условиях коллективного труда могут существенно меняться.
Таким образом, переход к коллективному труду позволяет сокра-
тить нормируемые затраты рабочего времени, а также длительность
производственного цикла путем более рационального разделения
229
й кооперации труда и сокращения простоев оборудования за счет более
эффективного использования рабочего времени.
Базой для установления комплексной нормы времени для брига-
ды являются операционные нормы времени, рассчитанные на инди-
видуальную работу. При этом, если каждая операция выполняется
одним рабочим, используется формула
n6f=iTmTiK^
i=l
где Tmri — норма времени г-й операции;
Кэф — коэффициент, учитывающий эффект коллективного труда;
п — количество операций, закрепленных за бригадой.
Если на некоторых операциях занято несколько рабочих, то нор-
ма рассчитывается по формуле
Н6р=
где H4i — норма численности рабочих, выполняющих i-ю операцию.
Если бригадой изготавливается несколько единиц (комплектов)
продукции, то норма рассчитывается по формуле
H6p=fermixJ:m,
V=i 7
где т — количество единиц (комплектов) продукции, изготавливаемых
бригадой.
Таким образом, комплексная бригадная норма устанавливается
на основании норм штучного времени выполнения операций (работ),
которые рассчитываются аналитическим методом. Корректирующий
коэффициент, учитывающий эффект коллективного труда, следует
устанавливать на основании данных хронометражных наблюдений,
проведенных выборочно на нескольких рабочих местах бригады.
12.11. Нормирование труда вспомогательных рабочих
Основными особенностями работ, выполняемых большей частью
вспомогательных рабочих, являются их большое разнообразие, нере-
гулярная повторяемость, сложность измерения количества и качества
труда. Существенное значение имеет и непосредственная зависимость
объемов и результатов их труда от основных рабочих, так как их дея-
тельность определяется в первую очередь требованиями основного
230
производства. Поэтому методы установления норм труда для вспомо-
гательных рабочих имеют свои особенности.
Для нормирования труда вспомогательных рабочих рекоменду-
ется применение следующих видов нормативов и норм.
Нормативы численности — предназначены для определения
численности тех групп вспомогательных рабочих, нормирование тру-
да которых прямым расчетом исходя из трудоемкости выполняемых
ими работ из-за их нестабильности затруднено.
Нормы обслуживания и нормы времени обслуживания — исполь-
зуются для:
1) нормирования нестабильных по объему работ, но имеющих перио-
дически повторяющиеся элементы (например, наладочные работы);
2) расстановки по рабочим местам рабочих, выполняющих неста-
бильные по объему и повторяемости работы (если их расстановка
не может быть произведена с помощью нормативов численности).
Нормы времени и нормы выработки — предназначены для нор-
мирования труда вспомогательных рабочих, выполняющих однород-
ные работы. Это работы, которые носят стабильный характер, объем,
состав и содержание у них относительно постоянны (например, изго-
товление инструмента, запасных частей и др.). Методика расчета норм
для таких работ аналогична расчету норм для основных рабочих.
Кроме установления численности, перечисленные виды норм
и нормативов используются для разработки месячных или сменных
заданий вспомогательным рабочим-повременщикам.
Нормативы численности вспомогательных рабочих разрабаты-
ваются в централизованном порядке нормативно-исследовательски-
ми организациями в расчете на типовые условия рациональной орга-
низации вспомогательных работ. Способы их разработки отличаются
от рассмотренных для основных рабочих тем, что нормативы разраба-
тываются не на элементы операции, а по видам и группам вспомога-
тельных работ путем определения общей трудоемкости и объема каж-
дого вида работ, выполняемых за определенный период времени.
Исходя из особенностей вспомогательных работ нормативы разрабо-
таны для следующих групп:
работы по ремонту и обслуживанию оборудования;
работы по приемке, хранению и выдаче материальных цен-
ностей;
контрольные работы;
наладочные работы;
уборка производственных помещений;
обслуживание зданий и сооружений.
231
Нормативы численности для этих групп работников определя-
ются по результатам предварительных исследований численности
рабочих, выполняющих тот или иной вид работ на различных пред-
приятиях или в цехах, а также на основе факторов, влияющих на объем
этих работ, и установления зависимости между ними с помощью графо-
аналитического метода.
По полученным при этом формулам корреляционной зависимо-
сти между численностью и величинами факторов, определяющих
объем выполняемых работ, рассчитывается нормативная численность
групп вспомогательных рабочих. В качестве примера приведем полу-
ченную таким путем формулу для определения нормативной числен-
ности слесарей по ремонту и обслуживанию оборудования в механи-
ческих цехах (Ч):
Ч = 1,82хКсм + 5,4Кк + 1,7КС + 1,1КМ,
где х — количество единиц ремонтной сложности оборудования, тыс. ед.;
Хсм — коэффициент сменности работы станочников;
Кх — количество единиц ремонтной сложности оборудования, подвер-
гаемого капитальному ремонту, тыс. ед.;
Кс — количество единиц ремонтной сложности оборудования, подвер-
гаемого среднему ремонту, тыс. ед.;
Км — количество единиц ремонтной сложности оборудования, подвер-
гаемого малому ремонту, тыс. ед.
При практическом нормировании в цехе в формулу подставля-
ются количественные выражения общецеховых факторов.
По нормам обслуживания определяется количество единиц обо-
рудования или производственных площадей и других обслуживаемых
объектов, которые необходимо закрепить за одним или группой рабо-
чих.
Норма обслуживания (Но) определяется по формуле
Т Ч
___ см
о --у----
* н.о
где Гсм — фонд рабочего времени за смену, ч или мин.;
Ч — численность рабочих в группе, бригаде (если норма обслужива-
ния устанавливается для одного человека, то Ч = 1);
Ти0 — норма времени обслуживания одного объекта, чел.-ч, чел.-мин.
Нормы времени обслуживания могут рассчитываться как диф-
ференцированным, так и укрупненным методами. Первый использу-
ется в случаях, если в работах по непосредственному обслуживанию
могут быть выделены регулярно повторяющиеся элементы, время
выполнения которых может быть установлено путем проведения хро-
232
нометражных наблюдений. Для этого в трудовом процессе рабочих,
обслуживающих основное производство, выделяются основные
и дополнительные функции. К основным относятся такие виды работ,
которые определяются назначением данного вида обслуживания
и носят устойчивый, повторяющийся характер (например, к основным
функциям наладчика относятся наладка, подналадка и мелкий ремонт
оборудования). К дополнительным функциям относятся работы, кото-
рые повторяются нерегулярно, часто носят разовый характер (в тече-
ние смены) и обеспечивают условия для выполнения основных функ-
ций (например, к дополнительным функциям наладчика относятся
подготовка и уборка инструмента, контроль качества изготавливаемых
деталей в процессе обработки их рабочими-станочниками).
Путем изучения затрат времени на выполнение основных и допол-
нительных функций, выполняемых по конкретному виду обслужива-
ния, а также времени на отдых и личные надобности устанавливаются
нормы времени обслуживания по формуле
Др.о = (ВД + th2n2 +... + TmN„)K,
гдеТи1, Т„2,..., Т„„ — время, затрачиваемое на выполнение отдельных работ, вхо-
дящих в основные функции, чел.-ч, чел.-мин.
Nt, N2,..., N„ — количество единиц таких работ, выполняемых в течение
данного периода на обслуживаемом объекте;
К — коэффициент, учитывающий выполнение дополнительных
функций, а также время на отдых и личные надобности.
(Согласно Общемашиностроительным типовым нормам
обслуживания на выполнение дополнительных функций,
отдых и личные надобности вспомогательные рабочие
затрачивают до 35% общего фонда рабочего времени.)
В тех случаях когда время выполнения основных функций на еди-
ницу объема работ сильно колеблется из-за их нестабильности, нормы
времени обслуживания устанавливаются укрупненным методом. Его
отличие от дифференцированного метода состоит в том, что время
обслуживания устанавливается без подразделения функций на основ-
ные и дополнительные. Норма времени обслуживания рассчитывает-
ся по формуле
т , У z р
^tVJ>=ai+a2—+a3—+...+a—,
XX X
где Яц а2, а2,..., а„ — коэффициенты трудоемкости при факторах;
y,z,p — величины дополнительных факторов, характеризующих
объем работы или влияющих на его трудоемкость;
х — количество обслуживаемых производственных единиц,
на которые рассчитывается норма обслуживания.
233
Если расчет нормы времени обслуживания выполняется по дан-
ным за смену, то используется формула
„ Ч,
т ——
Ч> О х ’
где Ч| — нормативная трудоемкость вспомогательных работ, чел.-см.,
по обслуживанию всех производственных единиц в течение
смены.
В связи с тем что число обслуживаемых единиц в разных сменах
может меняться, расчет производится для наибольшей по численно-
сти основных рабочих смены. Если х изменяется пропорционально
коэффициенту сменности Ксы, то численность вспомогательных рабо-
чих во всех сменах будет равна:
Ч = Т хК
В данном случае норма времени обслуживания определяется
в человеко-сменах, поэтому Гсм = 1. Тогда норма обслуживания для
одного человека рассчитывается по формуле
но~. -
1 вр.о
W
При групповом обслуживании одного объекта норма численно-
сти определяется с использованием норм времени обслуживания или
норм обслуживания по следующим формулам:
1) в первом случае:
Нч = QTBpo/fCM : Тсм,
где Q — объем работы на объекте, выраженный количеством единиц, опре-
деляющих объем обслуживания;
Кс„ — коэффициент сменности;
2) во втором случае:
Нч = <ЖМ : Но.
Рассчитанные таким образом нормы численности, во-первых,
имеют значительные отклонения от целых чисел, во-вторых, укруп-
ненно характеризуют необходимые затраты труда. Поэтому во всех
случаях они должны проверяться с помощью фотографии рабочего дня.
По полученным при этом данным они должны корректироваться.
На работах, где вспомогательные рабочие непосредственно вли-
яют на результаты труда основных рабочих (наладка, межремонтное
обслуживание оборудования, обслуживание рабочих мест инструмен-
том и др.), необходимо осуществлять экономическое обоснование норм
234
путем их оптимизации. Эта работа заключается в выборе из числа допу-
стимых наиболее эффективного варианта нормы на основании крите-
рия оптимальности. Применительно к работам по обслуживанию про-
изводства критерием оптимальности может служить показатель
технологической себестоимости продукции, а точнее, сумма тех ее ста-
тей, затраты по которым изменяются при различных вариантах норм
обслуживания. К таким статьям относятся: расходы на заработную
плату основных и вспомогательных рабочих, затраты на содержание
оборудования.
Суммарные затраты (С) определяются по формуле
( п ЗА 3
С= Ус +-^- К +-^-,
° ‘ Но’
где Со — расходы на содержание оборудования, включающие амортизаци-
онные отчисления в расчете на 1 мин. рабочего времени;
Зо.р, Звр — заработная плата соответственно основных и вспомогательных
рабочих с начислениями в расчете на 1 мин. рабочего времени;
Кс — коэффициент совпадения занятости вспомогательного рабочего
обслуживанием 1 ед. оборудования с простоем остального обо-
рудования в ожидании обслуживания;
Но — норма обслуживания для вспомогательных рабочих;
Кж — коэффициент многостаночное™ в цехе (на участке), определя-
емый по формуле
Где п — количество обслуживаемого оборудования в цехе (на участке);
Чрс — количество рабочих-станочников в цехе (на участке) в наиболь-
шей смене.
12.12. Нормирование труда руководителей,
специалистов и служащих
Эффективность управленческого труда во многом зависит от пра-
вильности определения трудоемкости отдельных видов выполняемых
работ и на этой основе установления требуемой для их выполнения
численности. Управленческий персонал предприятия принято делить
на три группы:
руководители;
специалисты;
технические исполнители.
Труд каждой из этих групп имеет свои особенности как с точки
зрения его функционального содержания и характера умственных нагру-
235
зок, так и с точки зрения его влияния на результаты деятельности пред-
приятия.
Содержание труда этих категорий работников определяется сущ-
ностью обособившихся функций по координации, планированию, кон-
тролю, подготовке, организации и управлению производством. Поэто-
му основным объектом нормирования являются функции управления,
каждая из которых характеризуется определенным составом работ,
объединенных общностью факторов целевого направления в системе
управления и трудоемкостью выполнения.
В зависимости от характера выполняемых функций управленче-
ский персонал предприятия для целей нормирования можно условно
разделить на следующие группы:
руководители предприятия и их заместители;
линейные руководители в цехах и на участках;
руководители функциональных подразделений;
специалисты, осуществляющие конструкторско-технологиче-
скую подготовку производства и инженерно-техническое обеспечение
его функционирования;
специалисты, осуществляющие экономико-организационную
подготовку производства, анализ и учет;
служащие, занятые делопроизводством, информационным
и хозяйственным обслуживанием производства.
Разнообразие выполняемых работ, отсутствие единых алгоритмов
их выполнения, субъективные особенности процесса мышления при
переработке необходимой информации и принятия решений обуслов-
ливают применение различных методик нормирования и видов норм.
Для высших руководителей определяющими факторами, кото-
рые учитываются в процессе определения их численности, являются:
число подчиненных работников или подразделений, затраты рабочего
времени на выполнение закрепленных за ними функций (работ).
Теорией и практикой для руководителя предприятия определена
норма числа подчиненных звеньев аппарата управления в пределах
от 5—6 до 8—10 подразделений, служб, производств, цехов, работой
которых он может эффективно управлять. При превышении этой нор-
мы расчетным путем устанавливается потребность в заместителях.
Нормирование труда руководителей также включает регламен-
тацию распорядка их рабочего дня и рабочей недели: установление
времени проведения совещаний и их длительности; приема посетите-
лей; рассмотрения корреспонденции; посещение цехов и т.д.
Для линейных руководителей при определении норм числа под-
чиненных учитывается степень централизации функциональных
236
служб. Если службы подчинены непосредственно начальнику цеха,
их количество учитывается наравне с производственными участками.
Если количество служб превышает норму подчиненности, вводятся
должности заместителей по подготовке производства и по сменам.
Наибольшие нормы подчиненности существуют у мастеров. Чис-
ло рабочих, подчиненных одному мастеру, колеблется в весьма широ-
ких пределах — от 10 до 60 человек и более, при средней норме 25 чело-
век. Такие различия связаны с типом производства, сложностью
выполняемых работ и другими показателями, характеризующими кон-
кретные условия производства. В каждом конкретном случае норма
подчиненности для мастеров цехов (Нп) может быть установлена
по формуле
где Кс — коэффициент специализации, выражающий отношение количе-
ства рабочих мест в цехе к количеству закрепленных за ними тех-
нологических операций;
Z — наибольшая величина нормы подчиненности для данной группы
цехов (находится в пределах 30—50 человек);
Ср — средний разряд работы в цехе;
х — дробный показатель степени при значении среднего коэффици-
ента специализации;
у — дробный показатель степени при значении среднего разряда
работы.
Для функциональных руководителей число подчиненных
им работников определяется сложностью и трудоемкостью управлен-
ческих процессов. Поэтому численность этой категории работников
устанавливается по нормам управляемости.
Расчет таких норм основан на получении достаточно точных
эмпирических зависимостей, устанавливаемых с учетом характера дан-
ного производства, уровня организации управления, выполнения
функций по управлению и других производственных факторов и усло-
вий. В ходе такой работы изучаются структура затрат рабочего време-
ни руководителя, распределение функциональных обязанностей в под-
чиненном ему подразделении и т.д.
Для функциональных руководителей число подчиненных
им бюро, групп, секторов и др. должно находиться в интервале 5—10.
При конкретизации нормы необходимо учитывать круг обязанностей
руководителя. Например, если руководитель совмещает основные
функции по руководству с исполнительскими функциями, то берется
минимальное значение нормы.
237
Для специалистов, осуществляющих экономико-организацион-
ную и конструкторско-технологическую подготовку производства,
разработаны укрупненные нормативы численности, позволяющие рас-
считать численность функциональных подразделений. Методика
нормирования, разработанная НИИ Труда, основана на использова-
нии фактических данных о численности этих категорий работников
в функциональных подразделениях на лучших заводах. С помощью
корреляционного анализа зависимости численности от важнейших
факторов разработаны расчетные формулы.
Исходная формула имеет вид:
Н„ = КХ-'У’?,
где К — постоянный коэффициент, выражающий связь норм с числовым
значением факторов;
X, У, Z — численные значения факторов;
а,Ь,с — показатели степени при численных значениях факторов, харак-
теризующие степень влияния соответствующего фактора на чис-
ленность работников по функциям управления.
На базе этой формулы составлена таблица расчетных формул для
определения численности работающих в функциональных подразде-
лениях предприятия (табл. 12.8).
Таблица 12.8
Формулы для определения нормативов численности специалистов
по функциям управления для машиностроительных заводов*
Наименование функций управления Расчетная формула Буквенные обозначения
Общее (линейное) руко- водство основным произ- водством Н„ =0,99Р°’677Ф°,21° Рп — численность произ- водственных рабочих
Разработка и совершен- ствование конструкции изделий Нк = 0,155Кса Кс — коэффициент слож- ности деталей a — число наименований оригинальных деталей
Технологическая подго- товка производства Нт = 0,155М°’926Т°060 М — число рабочих мест в основном производстве Т — число технологиче- ских операций в основ- ном производстве
Обеспечение производ- ства технологической оснасткой Но = 0,2Нт —
Стандартизация и норма- лизация Нст = 0,05(Нк + Нт)
238
Продолжение табл. 12.8
Наименование функций управления Расчетная формула Буквенные обозначения
Организация труда и заработной платы Нот =0,087Р^5 Рп.п — численность про- мышленно-производст- венного персонала
Ремонтное и энергетиче- ское обслуживание Нр0 = 0,02Ф°664
Контроль качества продукции Нтк = 0,044М°'653Т0'04’ —
Оперативное управление основным производством Нп =0,119Р°,687С0,732 С количество самосто- ятельных подразделений в основном производстве
Технико-экономическое планирование Нэ = 0,043Ф°-427М°'309 —
Бухгалтерский учет и финансовая деятель- ность н6 = о,оз7р“:79°ц0,064 ц число наименований, типоразмеров, артикулов, материалов, полуфабри- катов, покупных изделий и выпускаемой продукции
Материально-техниче- ское снабжение и сбыт Нс =О,О78Р“'542ц°-о65П0'096 Ро — общая численность рабочих П — число поставщиков и потребителей
Комплектование и подго- товка кадров Н„, = 0,099Р°'“8 —
Хозяйственное обслужи- вание Нд = О,ОО4Р”50 —
* См.: Методические указания по разработке укрупненных нормативов численности и типо-
вых структур аппарата управления промышленных предприятий. М.: НИИТруда, 1970.
Пользуясь приведенными в табл. 12.8 формулами, можно уста-
новить численность персонала по функциям управления лишь при-
близительно. Это связано с тем, что исследования, установившие име-
ющиеся в формулах зависимости от ряда влияющих на численность
факторов, проводились достаточно давно и не учитывают возросший
в последние годы уровень компьютеризации и механизации инженер-
ного труда, что существенным образом снизило трудоемкость выпол-
нения технической и аналитической работы. Поэтому приведенные
в табл. 12.6 факторы и показатели степени целесообразно регулярно
пересматривать.
239
Дальнейшая детализация нормативной численности внутри каж-
дой функции осуществляется с помощью норм управляемости: кон-
кретизируются число структурных подразделений, которые могут быть
созданы в пределах одного функционального подразделения, а также
их численность.
Оптимальное соотношение работников одной специальности
в каждом из этих подразделений в зависимости от их квалификацион-
ного уровня устанавливается по нормативам соотношений. Этими нор-
мативами устанавливаются количественные пропорции между различ-
ными категориями и должностными группами, необходимые для каче-
ственного выполнения определенного объема работ. Например,
в экономических службах соотношения между ведущими экономи-
стами, экономистами первой и второй категории.
Существующие нормативы на конструкторские, технологические,
чертежные работы, работы по бухгалтерскому учету, делопроизводству,
работы экономических служб и др. позволяют, используя аналитиче-
ски-расчетный метод, нормировать труд значительного количества спе-
циалистов и служащих.
Для категорий работников, труд которых нельзя нормировать
с помощью централизованно разработанных нормативов, применяется
аналитически-исследовательский метод, в основе которого лежит разра-
ботка процедур работ. Это по существу маршрутная технология выпол-
нения работ, содержащая перечень выполняемых операций и их после-
довательность, внешние и внутренние информационные связи, формы
документов, использование технических средств (персональных компью-
теров, графопостроителей, сканеров, принтеров и других устройств), при-
кладного программного обеспечения и баз данных. Путем разработки про-
цедур проектируется рациональное содержание трудового процесса спе-
циалиста с разделением его на отдельные элементы. Это позволяет
использовать для определения времени их выполнения хронометражные
наблюдения и фотографию рабочего времени. Норма времени для специ-
алиста и служащего имеет вид:
Нв=гю +Гон+ 7^ + 7^.
Затраты подготовительно-заключительного времени имеют место
у специалистов, выполняющих неповторяемые творческие работы
и поэтому каждый раз требующие общего осмысления, изучения необ-
ходимых литературных источников, коллективного обсуждения мето-
дик выполнения и т.д. Оперативное время не подразделяется на основ-
ное и вспомогательное.
240
На стабильных по содержанию сравнительно простых работах,
состоящих из ограниченного количества повторяющихся операций,
которые легко поддаются регламентации, устанавливаются нормы вре-
мени и выработки. Таким способом нормируется труд работников под-
разделений сбыта, отдельных категорий специалистов экономических
служб и др. При этом могут использоваться централизованно разра-
ботанные нормативы с обязательной их проверкой с помощью методов
изучения затрат рабочего времени.
ГЛАВА 13
ОРГАНИЗАЦИЯ РАБОТЫ
ПО НОРМИРОВАНИЮ ТРУДА НА ПРЕДПРИЯТИИ
13.1. Работа по организации и нормированию труда
на предприятии
Работу по организации, нормированию, оплате и стимулирова-
нию труда возглавляют отделы организации труда и заработной
платы (ООТиЗы). Это самостоятельные подразделения, подчинен-
ные директору предприятия или его заместителю по экономике.
Их структура определяется масштабом и спецификой производства,
принятой системой организации нормирования с учетом разделения
труда между технологической службой и ООТиЗом. На крупных пред-
приятиях это могут быть управления организации труда и заработной
платы, на средних — отделы, на небольших — бюро, группы в составе
планово-экономических отделов.
Эти службы организационно строятся либо по принципу произ-
водственной структуры, либо по функциональным направлениям
деятельности, либо по смешанной системе.
Формирование ООТиЗов по принципу производственной струк-
туры обычно имеет место при наличии и равнозначности всех стадий
производственного процесса — заготовительной, обрабатывающей,
сборочной. При этом каждое подразделение службы выполняет все
виды работ по организации, нормированию труда и управлению
и поэтому комплектуется специалистами в области организации, нор-
мирования и управления трудом, психологии, социологии и условий
труда и др.
При функциональной схеме построения службы ООТиЗ ее под-
разделения формируются по направлениям деятельности. При доста-
точном объеме работ выделяют подразделения (бюро, группы), рабо-
тающие в области:
организации и нормирования труда основных рабочих;
организации и нормирования труда вспомогательных рабочих;
организации и нормирования труда руководителей, специали-
стов и служащих;
242
I
совершенствования управления предприятием;
планирования и учета, социально-экономического развития;
социальных и психофизиологических исследований;
заработной платы и материального стимулирования.
Работники отдела:
разрабатывают руководящие и методические материалы по вопро-
сам организации, нормирования и оплаты труда, управления производ-
ством, организуют по этим вопросам создание планов по цехам и пред-
приятию в целом и осуществляют контроль за их выполнением, а также
расчет экономической эффективности от внедрения мероприятий
по совершенствованию организации и нормирования труда;
участвуют в разработке планов внедрения новой техники
и технологии производства, механизации и автоматизации ручного
труда, в работе по анализу использования производственных мощно-
стей машин, механизмов, экономичности технологических процессов
(по затратам труда);
организуют работу по учету, паспортизации, аттестации и рацио-
нализации рабочих мест, разрабатывают мероприятия по результатам
аттестации и внедряют их совместно с другими службами предприятия;
осуществляют расчет и внедрение норм труда, анализируют
выполнение норм выработки, обслуживания и их качества, обеспечи-
вают в установленном порядке своевременный пересмотр действу-
ющих норм, не соответствующих достигнутому уровню организации
производства и труда, а также контролируют правильность примене-
ния утвержденных норм;
руководят разработкой и внедрением рациональных форм орга-
низации труда и управления производством, прогрессивных методов
труда специалистов и служащих, осуществляют работу по совершен-
ствованию структуры аппарата управления, организуют разработ-
ку штатных расписаний, положений о структурных подразделениях
и должностных инструкций;
участвуют в рассмотрении проектов расширения и рекон-
струкции предприятия по вопросам, связанным с организацией труда
и управления;
осуществляют работу по аттестации рабочих мест по условиям
труда, по результатам которой вводят доплаты и компенсации за откло-
нения от нормальных условий труда.
Для выполнения этих и многих других возложенных на ООТиЗ
задач его руководитель наделен соответствующими правами и несет
ответственность за состояние организации и нормирования труда
на предприятии в целом и в его структурных подразделениях.
243
На крупных предприятиях в составе ООТиЗов создаются лабо-
ратории, специализирующиеся на проведении нормативно-исследова-
тельских работ в области разработки нормативов и методологии орга-
низации и нормирования труда.
Опыт предприятий по организации управления трудом весьма
разнообразен как по разделению труда в этой сфере, так и по методам
и средствам работы. Наибольшее распространение получили центра-
лизованная, децентрализованная и смешанная системы организации
данной работы.
При централизованной системе работа по организации и норми-
рованию труда сосредоточена в общезаводский службе — ООТиЗе. Это
обеспечивает единство методологии, специализацию по видам работ
и категориям работников, независимость от цехов, что положительно
влияет на качество норм.
Организационные формы централизованной системы нормиро-
вания труда могут быть разными, однако среди них можно выделить
три основные разновидности:
1) расчет норм труда полностью сосредоточен в ООТиЗе;
2) в отделе главного технолога при разработке технологических про-
цессов рассчитываются нормы времени на операции основного производ-
ства. В этом случае отдел главного технолога отвечает за состояние нор-
мирования труда рабочих основного производства, а ООТиЗ —
за нормирование труда во вспомогательном производстве. Для обеспече-
ния единой политики в области нормирования труда на предприятии
в целом за ООТиЗом сохранена функция методического руководства, пла-
нирования и организации внедрения норм и нормативов. Кроме того, они
отвечают за состояние нормирования труда на предприятии;
3) технологической службой рассчитываются режимы работы
оборудования и машинное или машинно-автоматическое время, а окон-
чательно нормы времени разрабатываются в ООТиЗе.
При децентрализованной системе помимо общезаводского
ООТиЗа в цехах создаются бюро организации труда и заработной пла-
ты (БОТиЗы). При этом работники бюро находятся в двойном подчи-
нении, в административном — у начальника цеха, в методологиче-
ском — у ООТиЗа. Расчет норм при такой системе осуществляется
в цехах. Отметим, что здесь сложно обеспечить высокий качественный
уровень нормирования труда ввиду отсутствия специализации среди
работников, разного уровня их специальной подготовки, обеспечен-
ности нормативными материалами, воздействия руководства цеха
и рабочих на величину норм времени, которые часто используются
в качестве регулятора уровня заработной платы.
244
На некоторых предприятиях применяется смешанная система
организации работы по нормированию труда, при которой в ООТиЗе
организуется только расчет норм, а текущая работа по их внедрению,
контролю за выполнением, анализу качества возлагается на цеховых
нормировщиков.
При любой системе организации нормирования труда работа
по установлению норм труда включает несколько последовательных
этапов. Наиболее эффективной зарекомендовала себя система, при-
нятая на ВАЗе (рис. 13.1). Организационно этой системой предусмат-
ривается выполнение четырех этапов.
На первом этапе технологическими службами рассчитывается
машинное или машинно-автоматическое время. Такие расчеты выпол-
няют, руководствуясь требованиями рабочих чертежей, проектиру-
емыми технологическими процессами, оптимальной подборкой обо-
рудования, на основе паспортных данных оборудования, характеристик
инструмента и приспособлений.
Второй этап является продолжением первого, так как здесь закан-
чивается цикл окончательной разработки проектной нормы. В этот
период окончательно определяются проектные организационно-техни-
ческие условия, рассчитываются элементы работ, относящиеся ко вре-
мени обслуживания рабочих мест и вспомогательному времени. При
этом могут быть использованы как централизованно разработанные
общемашиностроительные и отраслевые нормативы, так и микроэле-
ментное нормирование.
Третий этап начинается с момента начала производства новой
продукции. В этот период с помощью хронометража проверяются все
установленные расчетным путем нормы времени на рабочих местах.
Выявленные отклонения проектных норм от фактических затрат явля-
ются предметом анализа и разработки мероприятий по приведению
их в соответствие. Таким образом устанавливаются окончательные
нормы затрат труда по операциям.
Четвертый этап продолжается до снятия изделия с производства.
Изменение действующих норм, происходит в соответствии с внедре-
нием организационно-технических мероприятий, оказывающих вли-
яние на изменение трудовых затрат.
Описанный порядок нормирования труда позволяет еще до запус-
ка нового изделия в производство рассчитать технически обоснован-
ные нормы времени и поддерживать высокий уровень их напряжен-
ности до снятия изделия с производства.
Работа ООТиЗов в области нормирования труда строится на осно-
ве планов, которые обеспечивают организованность и последователь-
245
Рис. 13.1. Схема разработки, внедрения и изменения норм времени
246
ность процесса работы. Планирование заключается в разработке сле-
дующих планов и плановых заданий:
план нормативно-исследовательской работы (текущий и перс-
пективный);
план снижения трудоемкости работ при внедрении комплекса
организационно-технических мероприятий (в масштабе предприятия,
цеха, участка, рабочих мест);
календарные планы пересмотра действующих норм;
план-задание по анализу использования рабочего времени
(с помощью соответствующих методов);
анализ качественного уровня действующих норм;
план подготовки и повышения квалификации специалистов
по нормированию труда.
13.2. Оценка уровня и напряженности норм труда
Нормы труда для эффективного выполнения своих функций
должны отражать прогрессивные изменения в технике и технологии
производства, происходящие на рабочих местах под влиянием науч-
но-технического прогресса, реагировать на мероприятия по совершен-
ствованию организации труда, производства и управления, отражать
достижения трудовых коллективов и передовых рабочих. Исходным
является требование обеспечить наиболее полное соответствие дей-
ствующих норм реальным затратам в существующих производствен-
ных условиях. Полное соответствие норм реальным затратам времени
следует рассматривать как равенство, свидетельствующее о высоком
качестве норм. Одним из главных требований к качеству норм труда
является обеспечение их нормальной и равной напряженности по всем
рабочим местам.
Для характеристики качества норм на предприятиях используют
следующие показатели:
1) удельный вес технически обоснованных норм;
2) средний уровень выполнения норм;
3) распределение рабочих по уровню выполнения норм.
Если рассматривать эти показатели в комплексе, то с их помощью
можно получить данные, характеризующие общее состояние норми-
рования труда на предприятии и в цехах, осуществить сравнительный
анализ работы цеховых служб, занимающихся нормированием труда.
Абсолютный показатель, характеризующий удельный вес техни-
чески обоснованных норм, дает лишь приблизительное представление
о качестве действующих норм. Это объясняется тем, что из-за большо-
го разнообразия производственных процессов, масштабов выпуска
247
продукции и форм организации труда и производства, различного уров-
ня специализации производства, унификации и нормализации узлов
и деталей невозможно точно определить, какой тип нормативов дол-
жен применяться на данном предприятии, чтобы рассчитанные по ним
нормы могли считаться технически обоснованными. Рассмотрение его
в динамике позволяет делать выводы о проведенной на предприятии
за определенный период времени работе по повышению качественно-
го уровня действующих норм.
Средний уровень выполнения норм представляет собой величи-
ну, обратную коэффициенту напряженности норм, и определяется как
отношение фактически затраченного времени на выполнение опера-
ции (Гф) к нормированному времени (Тн):
К=ТФ:Т,,,
где К — коэффициент напряженности норм.
Несмотря на то что такой показатель обладает недостатками, име-
ющимися у показателя среднего уровня выполнения норм, на уровне
предприятия и отдельных цехов он в определенной мере может харак-
теризовать величину напряженности действующих норм.
Таким образом, коэффициент напряженности норм можно с извест-
ной долей точности определить по соотношению:
К=У„:УФ,
где Ун и Уф — соответственно нормальный и фактический уровни выполнения
норм.
Если значение этого коэффициента больше единицы, то это сви-
детельствует о перенапряженности норм, меньше единицы — о недо-
статочном уровне их напряженности.
Поскольку нет научно обоснованных критериев, позволяющих
установить нормальный уровень выполнения норм, то можно с извест-
ной степенью точности принять предложенный НИИТруда оптималь-
ный уровень выполнения норм, основанный на данных передовых пред-
приятий с различными типами производства:
Поточно-массовое производство 110%
Серийное производство 113%
Мелкосерийное и единичное производство 117%
Однако в пределах участка и отдельных рабочих мест объектив-
но оценить напряженность действующих норм с помощью такого пока-
зателя нельзя, так как в таких масштабах между фактическим и норми-
рованным временем выполнения операций имеются существенные
различия в результате влияния конкретных особенностей и условий
248
производства. Кроме того, малая достоверность статистического уче-
та отклонений от нормальных условий работы, т.е. простоев рабочих
и оборудования, времени работы в сверхурочное время, отклонений
от требований, предусмотренных технологическим процессом, выпол-
нения работ рабочими более низкой квалификации, чем предусмотре-
но технологией, отклонений от партионности и т.д., не позволяет точ-
но определить фактически затраченное время.
Немаловажным является и то, что достигнутый уровень выполне-
ния норм отдельными рабочими или группой рабочих зависит от разли-
чий в уровнях напряженности норм и индивидуальной производитель-
ности труда. Если бы все нормы были равнонапряженными, то разли-
чия в уровнях их выполнения точно соответствовали различиям
в уровнях индивидуальной производительности труда. Кроме того, при
одинаковой производительности труда рабочих колебания в уровнях
выполнения норм соответствовали бы колебаниям в их напряженности.
Но поскольку эти оба фактора на практике действуют одновременно,
то и уровень выполнения норм прямо не отражает ни одного из них.
Только в масштабе предприятия индивидуальные различия в произ-
водительности труда в значительной мере взаимно компенсируются
и погашаются. Поэтому, чем больше анализируемая совокупность
норм, тем точнее средний процент их выполнения характеризует напря-
женность этих норм.
Вместе с тем, применив теорию вероятностей, можно определить,
в какой степени отклонения среднего процента выполнения норм
по подразделению от аналогичного показателя по предприятию в целом
вызваны качеством действующих норм. С этой целью по каждому под-
разделению рассчитываются максимально допустимые отклонения
в уровне выполнения норм за счет различий в индивидуальной произ-
водительности труда рабочих (D) по формуле
<
VlOOn’
где — средний процент выполнения норм по предприятию в целом;
М — максимальное отклонение индивидуальной производительности
труда отдельных рабочих от среднего уровня (принимается рав-
ным 33% для машинных и машинно-ручных работ и 50% для руч-
ных работ);
п — численность рабочих-сдельщиков в данном подразделении, чел.
Если среднее выполнение норм выработки по подразделению
превышает величину D, то это свидетельствует о низком качестве дей-
ствующих норм.
249
Для суждения о качестве норм, применяемых на предприятии,
по их напряженности даже после проведения мероприятий по упоря-
дочению учета недостаточно иметь данные анализа по двум вышепри-
веденным показателям. Необходимо учитывать степень рассеяния чис-
ленности рабочих-сдельщиков по уровню выполнения норм. При этом
нужно отметить, что на рассеяние будут влиять не только степень рав-
нонапряженности установленных норм, но и существующие органи-
зационно-технические условия, уровень квалификации рабочих и вре-
мя действия норм с начала их введения.
Все это вызывает необходимость использовать закон нормального
распределения индивидуальных уровней выполнения норм по сравнению
со средним значением этого показателя. Суть такого подхода заключает-
ся в том, что достигнутый уровень выполнения норм рассматривается
в виде случайной величины, которая колеблется в некоторых пределах
по обе стороны от ее среднеарифметического значения. Определив для
каждой группы коэффициент вариации и среднеквадратическое откло-
нение индивидуальных уровней выполнения норм от средней величины,
можно охарактеризовать степень их рассеяния и получить характеристи-
ку неоднородности норм по степени напряженности.
Логический анализ содержания этого явления позволяет сделать
вывод о том, что уровни выполнения норм рабочих, работающих по каче-
ственным нормам, будут иметь меньшие значения показателей вариации
(однородная совокупность) и более компактное распределение, в боль-
шей мере приближающееся к нормальному. В то же время уровни выпол-
нения норм рабочих, работающих как по качественным нормам, так и нека-
чественным (неоднородная совокупность), будут иметь большие значения
показателей вариации и менее однородное эмпирическое распределение,
менее строго отражающее нормальный закон.
Данное явление можно представить графически (рис. 13.2).
При этом, чем меньше рассеяние, тем выше равнонапряженность
норм. Коэффициент вариации (коэффициент колеблемости) опреде-
ляется по формуле
и = ст : х или и = 100ст: х,
где ст — среднеквадратическое отклонение от среднего уровня выполне-
ния норм;
X — средний процент выполнения норм.
Этот показатель, характеризуя степень рассеяния рабочих
по уровню выполнения норм, определяет в известной мере равнона-
пряженность действующих норм, т.е. их качество и, следовательно, уро-
вень состояния работы по нормированию труда на предприятии.
250
р
Частота
распределения
Рис. 13.2. Распределение рабочих по уровню выполнения норм:
линия 1 — распределение рабочих по уровню выполнения норм по всей сово-
купности анализируемых норм;
линия 2 — распределение рабочих по уровню выполнения норм по однородной
совокупности качественных норм;
— зона действия некачественных норм.
Таким образом, используя вышеназванные показатели в комплексе,
можно оценить качество действующих на предприятии норм по их обо-
снованности и уровню напряженности (прогрессивности).
13.3. Анализ состояния организации труда на предприятии
Для успешного решения проблем организации труда большое
значение имеет оценка уровня организации труда, сложившегося
на предприятии. НИИТруда разработал методические рекомендации
«Количественная оценка уровня организации труда, производства
и управления на предприятии и в производственном объединении»,
практическое применение которых позволяет выявить резервы роста
эффективности производства за счет организационных факторов; опре-
делить направления совершенствования организации труда путем
выявления тех ее элементов, которые ухудшают ее общий уровень.
Согласно этим рекомендациям уровень организации труда на пред-
251
приятии в целом, а также в его подразделениях может оцениваться
с помощью системы коэффициентов, представляющих собой отноше-
ние фактических показателей к нормативным, на основе которых рас-
считывается интегральный сводный коэффициент1.
В этой системе уровень организации труда рассчитывается по сле-
дующим основным коэффициентам.
Уровень разделения труда (Хрт) определяется по формуле
У t
ТсмХП
где Гнр — суммарное время выполнения рабочими не предусмотренной
заданием работы в течение смены, мин.;
Тсм — продолжительность рабочей смены, мин.;
п — число рабочих.
Уровень организации рабочих мест (KfM) определяется по формуле
К _ VtT.
‘'р.м >
V
где пр м т — количество рабочих мест, организованных по типовым проектам2 *;
прм ~ общее количество рабочих мест. ’
Уровень оснащенности рабочих мест (XOch.m) определяется по
формуле
к -~S^
'осн.м Q *
где 5ф — число единиц оснастки, инструментов, фактически применяемых
на рабочем месте;
S„ — число единиц оснастки и инструмента, предусмотренных техно-
логией.
Уровень централизованного обслуживания рабочих мест (Л^)
определяется по формуле
^обс =
^р.м.обс
ипм
р.м
где nfMo6c — количество рабочих мест, которые обслуживаются централи-
зованно.
1 Когда была разработана эта методика, до предприятий в централизованном поряд-
ке доводились нормативные (плановые) значения многих показателей. В условиях
самостоятельности предприятий критерием могут служить планируемые самим пред-
приятием показатели.
2 Если на предприятиях проводится аттестация рабочих мест, то в качестве показа-
теля можно принимать количество аттестованных рабочих мест.
252
Уровень условий труда (Кул) определяется по формуле
К^=^аха2-ап’
где at, а2,.... ап —индекс соответствия фактических условий труда норматив-
ным по факторам, их определяющим;
п —количество факторов, характеризующих условия труда,
по которым проводились замеры.
Подобным образом путем сопоставления фактических значений
с нормативными или планируемыми определяются коэффициенты
и по другим направлениям организации труда (например, кооперации
труда, специализации, использования квалифицированных работни-
ков, механизации труда, монотонности работы, занятости рабочих,
использования оборудования и др.).
Для оценки общего уровня организации труда рассчитанные
коэффициенты, характеризующие отдельные элементы, сводятся
в общий коэффициент (У0.т), определяемый как среднегеометрическая
величина по формуле
уот=^ад-Л-
где Ки К2, К3.Кп — фактические значения отдельных частных коэффициен-
; тов организации труда;
I п — количество частных коэффициентов.
Экономический смысл обобщающего коэффициента заключает-
ся в том, что он выражает общее состояние организации труда в любом
из подразделений предприятия и может служить основой для планиро-
вания работы по его совершенствованию, а также для сравнения с уров-
«нем организации труда в других подразделениях.
I 13.4. Анализ состояния нормирования труда
Анализ состояния нормирования труда на предприятии осущест-
вляется с целью поддержания высокого уровня напряженности действу-
ющих норм, расширения степени охвата нормированием различных кате-
горий работающих, проверки и повышения качества имеющихся норма-
, тивных материалов, разработки планов пересмотра действующих норм
и мероприятий по улучшению работы по нормированию труда.
Анализ качества действующих норм включает:
оперативный анализ состояния нормирования труда рабочих-
сдельщиков на основе показателей статистической и оперативной
[ информации, материалов первичного учета;
целевой анализ нормирования труда рабочих-сдельщиков,
рснованный на выборочной проверке норм методами технического
Йормирования;
253
анализ применяемых нормативных материалов;
анализ состояния нормирования труда рабочих-повременщи-
ков;
анализ состояния нормирования труда специалистов и служа-
щих;
разработку мероприятий по повышению уровня нормирования
труда на предприятии.
Оперативный анализ состояния нормирования труда рабочих-
сдельщиков проводится ежемесячно по материалам первичного учета
и статистической отчетности. В соответствии с имеющимися рекомен-
дациями1 его целесообразно проводить по структурным подразделе-
ниям, профессиям, разрядам рабочих и видам работ. При этом анали-
зируются следующие показатели:
распределение рабочих-сдельщиков по уровню выполнения
норм выработки и средний процент выполнения норм выработки;
количество пересмотренных норм, в том числе в сторону повы-
шения.
В процессе анализа показатели рассматриваются и в динамике,
что позволяет выявить тенденцию их изменений. При наличии отри-
цательных тенденций необходимо провести целевой анализ для выяв-
ления причин этих изменений.
В результате анализа уровня выполнения норм выработки опре-
деляется, в какой мере он отклоняется от среднего по предприятию
и насколько это вызвано качеством действующих норм.
Если среднее выполнение норм выработки по подразделению
превышает величину допустимого отклонения, то это свидетельству-
ет о низком качестве действующих норм.
Вместе с тем необходимо учитывать, что на уровень выполнения
норм влияют организационно-технические условия производства, уро-
вень квалификации и производственных навыков рабочих, состояние
трудовой и производственной дисциплины, индивидуальная произво-
дительность рабочих. Поэтому данные о выполнении норм по действу-
ющей отчетности, которая не полностью учитывает простои и сверху-
рочные работы, не могут достаточно точно характеризовать степень
напряженности действующих норм.
Целевой анализ осуществляется на основе данных оперативно-
го анализа и имеет целью выявить причины устойчивых отклонений
1 См.: Анализ состояния нормирования труда и повышение его уровня на предпри-
ятиях и в отраслях народного хозяйства. Методические рекомендации. М.: НИИТру-
да, 1985.
254
в напряженности действующих норм по отдельным подразделениям
и профессиям рабочих. Его содержание определяется в зависимости
от характера выявленных недостатков. Например, если отмечается
большое число рабочих, не выполняющих нормы, анализируются мате-
риалы учета использования рабочего времени и выясняются причины
его потерь, изучаются изменения в структуре кадров (увеличение
удельного веса молодых рабочих, пришедших на производство).
Перевыполнение норм выработки может быть и следствием име-
ющихся недостатков в учете фактического объема работы, нарушения
технологии. Такие недостатки могут быть выявлены при анализе
доплатных нарядов за работу, вызванную отклонениями от техноло-
гии, и за сверхурочную работу.
Если отмечается рост численности рабочих, значительно пере-
выполняющих нормы выработки, осуществляется выборочная про-
верка качества действующих норм. Эта проверка должна включать
выполнение проверочных расчетов по установлению норм, проведе-
ние хронометражных наблюдений, сопоставление действующих норм
с нормами, установленными по межотраслевым и отраслевым норма-
тивам.
Выборочная проверка позволяет уточнить уровень напряженно-
сти действующих норм по формуле
у
” ХН/
где Шф — сумма фактических затрат времени на анализируемые операции
по хронометражу, мин.;
К — коэффициент, учитывающий нормативное время на обслужива-
ние рабочего места, отдых и личные надобности, выполнение под-
готовительно-заключительных работ;
ЕНД — сумма действующих норм времени на эти операции, мин.
‘ Объем выборки (п) определяется по формуле
t2a2N
П =---5---
Nk2+t2<32
где t — коэффициент кратности ошибки (коэффициент доверия);
ст — среднее квадратическое отклонение выполнения норм отдельны-
ми группами рабочих от среднего уровня по предприятию;
N — общее количество норм, действующих на предприятии;
Д — предельная ошибка (точность) выборки.
Требования к точности расчетов будут удовлетворены, если для
расчета объема выборки будет принято Д = ±5%, t = 1,96.
255
Величина о определяется по формуле
а=
N Xni
где Xj — средний процент выполнения норм рабочими, попавшими в г-ю груп-
пу (г-й интервал);
X — средний процент выполнения норм по предприятию;
п, — количество рабочих, входящих в г-ю группу.
Проверка проводится непосредственно на рабочем месте в следу-
ющем порядке:
сопоставляются существующие и запроектированные органи-
зационно-технические условия выполнения операции;
сопоставляются фактическое и запроектированное содержание
операции, анализируются методы и приемы ее выполнения и опреде-
ляется рациональный вариант трудового процесса;
проводятся хронометражные наблюдения и устанавливается
фактическая продолжительность операции и ее элементов;
сопоставляется продолжительность элементов операции по дей-
ствующим нормам, результатам изучения затрат рабочего времени, а так-
же с межотраслевыми и отраслевыми нормативами;
делаются выводы о напряженности действующей нормы.
Такая комплексная проверка позволяет оценить качество действу-
ющих норм и разработать необходимые меры по его повышению.
Оценка уровня нормирования труда рабочих-повременщиков
проводится по следующим показателям:
1) охват нормированием труда рабочих-повременщиков;
2) удельный вес рабочих, работающих по нормам, установленным
на основе межотраслевых, отраслевых и других более прогрессивных
нормативов;
3) качество действующих норм.
Первый показатель отражает удельный вес рабочих-повременщи-
ков, труд которых нормируется, и определяется по формуле
Л Чн
А=—
и
хобщ
где Чн — численность рабочих-повременщиков, труд которых нормирует-
ся, чел.;
Чйа — общая численность рабочих-повременщиков, чел.
Второй показатель дополняет первый и призван уточнить,
по каким нормативам рассчитаны действующие нормы. В связи с этим
256
рекомендуется учитывать его в виде поправочного коэффициента
к первому показателю. Данный коэффициент отражает структур-
ный качественный состав действующих норм и рассчитывается по фор-
муле
_ 1,23011 + 1,09ТОМ +ТОЦ
п" 100 ’
где ОП, ТОМ, ТОЦ — удельный вес рабочих, выполняющих работы, соот-
ветственно по опытно-статистическим нормам, мест-
ным технически обоснованным нормам и нормативам,
рассчитанным по межотраслевым, отраслевым и дру-
гим более прогрессивным нормативам, в общей чис-
ленности рабочих-повременщиков, труд которых норми-
руется.
Скорректированный показатель охвата нормированием труда
рабочих-повременщиков может быть определен по формуле
А =А
“ к,-
Завершающим этапом анализа является выборочная проверка
качества действующих норм. Для этого проводят фотографии рабоче-
го времени как за отдельными рабочими, так и за группами (бригада-
ми). По результатам данных о потерях рабочего времени судят,
насколько правильно установлены нормы численности (обслужива-
ния). При значительных потерях сокращают численность работающих
или расширяют зоны обслуживания.
Для характеристики уровня нормирования труда специалис-
тов и служащих используются два показателя:
1) удельный вес численности специалистов и служащих, труд
которых нормируется;
*2) уровень напряженности используемых нормативов.
Первый показатель нормирования труда специалистов и служа-
щих рассчитывается по формуле
Л Чн
Д. =——,
ч
“об
где Чн — численность специалистов и служащих, труд которых нормиру-
ется;
Ч<)6 — общая численность специалистов и служащих.
Второй показатель рассчитывается по группам специалистов
и служащих, охваченных различными видами норм труда:
257
1) охваченных нормативами численности:
£ч„
pi=-v—
i=i
где 4Hj, Чф1- — соответственно нормативная и фактическая численность специа-
листов и служащих по функциям управления;
2) охваченных нормативами времени:
Ечнр
.
i = l
где Чнр — численность специалистов и служащих, находящихся
на сдельной системе оплаты труда, а также работающих
по нормированным заданиям;
В — уровень выполнения норм по подразделениям;
i = 1, 2,3,п — количество подразделений на предприятии;
3) охваченных нормативами подчиненности и обслуживания:
т
Ечпф,
р3=^—>
Уч .
пн»
: = 1
где Чпф;, 4nllj — соответственно фактическая и нормативная численность слу-
жащих, подчиненных одному руководителю по всем подраз-
делениям предприятия;
т — количество подразделений предприятия, где применяются
указанные нормативы.
По результатам проведенного анализа разрабатываются меры,
направленные на повышение качественного уровня нормирования и рас-
ширение сферы его применения. Эти меры должны предусматривать:
расширение сферы нормирования труда;
установление и внедрение технически обоснованных норм вза-
мен устаревших;
своевременную замену норм выработки и обслуживания новы-
ми нормами по мере проведения организационно-технических меро-
приятий, обеспечивающих рост производительности труда;
258
пересмотр ошибочно установленных, а также устаревших норм
на работах, трудоемкость которых уменьшилась в результате общего
улучшения организации производства и труда, совершенствования
управления;
разработку новых и совершенствование действующих норматив-
ных материалов по труду и повышение на этой основе качества норм.
13.5. Внедрение, замена и пересмотр норм труда
Нормы труда на производство продукции разрабатываются одно-
временно с технологическими процессами в соответствии с запроек-
тированными при этом организационно-техническими условиями про-
изводства. Новые нормы, включая измененные и пересмотренные,
вводятся по согласованию с профсоюзными комитетами.
О введении новых норм труда рабочие и служащие извещаются
заблаговременно, но не позднее чем за месяц. Этому должно предше-
ствовать приведение организационно-технических условий производ-
ства в соответствие с запроектированными в нормах. При запуске в про-
изводство новой продукции разрабатывают график достижения
ее проектной трудоемкости с учетом освоения проектных мощностей
и других технико-экономических показателей. В этот период к техни-
чески обоснованным нормам устанавливается дополнительное норми-
рованное время. Срок его действия определяется в каждом конкрет-
ном случае в зависимости от сложности осваиваемого производства,
изделия, технологического процесса, порядка подготовки производства
и т.д., но не может превышать:
нормативных сроков освоения производственных мощностей,
новой продукции, техники и технологии;
одного года при несоответствии фактических организационно-
технических условий запроектированным во вновь вводимых нормах
и нормативах.
По мере освоения производства или приведения организацион-
но-технических условий в соответствие с запроектированными допол-
нительное нормированное время уменьшается и в конечном итоге отме-
няется.
При временном отклонении фактических условий работы от запро-
ектированных (несоответствие материала, инструмента, временное откло-
нение от технологии и т.п.) нормы не изменяются. В этом случае работ-
нику устанавливается соответствующая доплата на период приведения
фактических условий в соответствие с запроектированными.
Действующие нормы труда подлежат обязательной замене новы-
ми в следующих случаях:
259
1) по мере внедрения в производство организационно-техни-
ческих условий, обеспечивающих рост производительности труда.
К таким мероприятиям относятся:
ввод нового и модернизация действующего оборудования,
внедрение более прогрессивной технологии, усовершенствова-
ние технологический и организационной оснастки, инструментов,
улучшение конструкции изделий; механизация и автоматиза-
ция производственных процессов; рационализация рабочих мест,
использование новых видов материалов, сырья, топлива и т.д.;
2) при увеличении или уменьшении партии изготавливаемых
деталей или такта потока;
3) при признании действующих норм устаревшими. Устаревши-
ми считаются нормы, установленные на работы, трудоемкость которых
снизилась в результате совершенствования организации производства
и труда, увеличения объемов производства, улучшения обслуживания
рабочих мест, обеспечения ритмичности, внедрения более рациональ-
ных режимов труда и отдыха и др.;
4) при выявлении ошибочно установленных норм. К ошибочно уста-
новленным нормам относятся нормы времени, при расчете которых непра-
вильно учтены организационно-технические условия либо допущены
ошибки в применении нормативных материалов или при выполнении
расчетов. Такие нормы подлежат пересмотру по мере их выявления;
5) по инициативе рабочих. Такая инициатива возможна, если
на предприятии действует система материального стимулирования
рабочих или коллективов рабочих, применивших лучшие по сравне-
нию с существующими приемы и методы выполнения работ и высту-
пивших с предложением о пересмотре действующих норм;
6) в целях поддержания прогрессивного уровня действующих
норм они подлежат обязательной проверке при проведении аттестации
рабочих мест (см. главу 4). Если будет признано, что норма устаревшая
или не аттестована, она подлежит пересмотру и замене.
Когда аттестация рабочих мест не проводится, устаревшие нормы
пересматриваются по мере их выявления и включения в календарный
план замены и пересмотра норм труда. Разработка этого плана осуще-
ствляется на основе намеченных организационно-технических или
других хозяйственных мероприятий. План выносится на обсуждение
коллектива и принимается в коллективном договоре.
Календарный план замены и пересмотра норм на предприятии раз-
рабатывают работники О ОТ иЗа совместно с отделом главного технолога.
Он утверждается руководителем предприятия по согласованию с коми-
тетом профсоюзов и включается в коллективный договор.
260
Создается этот план на основе намеченных к внедрению меро-
приятий плана технического развития и совершенствования произ-
водства и других хозяйственных мероприятий, обеспечивающих рост
производительности труда, а также с учетом результатов аттестации
рабочих мест и проверок действующих норм.
В тех случаях, когда аттестация рабочих мест проведена после
утверждения календарного плана, на основе ее результатов разраба-
тывается дополнительный перечень норм, подлежащих изменению.
Этот перечень утверждается в качестве приложения к календарному
плану замены и пересмотра норм.
Реализация календарного плана замены и пересмотра норм осу-
ществляется в предусмотренные сроки. При этом можно условно выде-
лить два направления работы по изменению норм:
первое направление — изменение норм в результате внедрения
организационно-технических мероприятий. Оно проводится в сроки,
увязанные с внедрением конкретных организационно-технических
мероприятий;
второе направление — пересмотр устаревших норм, выявлен-
ных в результате аттестации рабочих мест или при плановой проверке
их качества.
Важным этапом организационной работы является доведение
календарных планов до непосредственных исполнителей. Рабочие
должны знать, за счет каких мероприятий и на каких операциях (рабо-
тах) предусматривается пересмотр действующих норм труда, а также
размеры и сроки пересмотра. Поэтому мероприятия плана и задания
по снижению трудоемкости продукции доводятся до коллективов
структурных подразделений предприятия (цехов, участков и т.д.)
и производственных бригад. Администрация предприятия (цехов) обя-
зана разъяснить каждому работнику (бригаде) основания замены или
пересмотра норм, ознакомить его с методами, приемами труда и усло-
виями, при которых они должны применяться.
13.6. Оценка экономической эффективности мероприятий
по совершенствованию организации и нормирования труда
Оценка экономической эффективности мероприятий по совер-
шенствованию организации и нормирования труда необходима для
выбора наиболее перспективных направлений и расчета ожидаемой
экономической эффективности мероприятий при планировании этих
работ; сопоставления различных вариантов и выбора наиболее эффек-
тивного из них; расчета экономической эффективности, достигнутой
в результате внедрения более совершенной организации труда.
261
Благодаря комплексному характеру этих мероприятий, большин-
ство из них в той или иной степени дает экономический, психофизио-
логический и социальный эффекты. Экономический эффект достига-
ется снижением трудоемкости продукции, потерь рабочего времени,
высвобождением производственных площадей и оборудования, сни-
жением материалоемкости и энергоемкости продукции и др. Психо-
физиологический эффект возникает при повышении работоспособно-
сти работающих, сохранении их здоровья. Социальный эффект
достигается повышением удовлетворенности трудом. Психологиче-
ский и социальный эффекты в конечном счете создают условия для
повышения мотивации труда, заинтересованности в его результатах,
а следовательно, ведут к росту производительности и качества труда,
т.е. к экономическому эффекту.
Расчет экономической эффективности мероприятий по совершен-
ствованию организации и нормирования труда в основном базируется
на тех же принципах, что и определение эффективности новой техни-
ки. Если эти мероприятия внедряются в комплексе с мероприятиями
по совершенствованию техники, технологии и организации производ-
ства, то определяется суммарная экономия от внедрения всего комп-
лекса мероприятий.
Основными показателями экономической эффективности явля-
ются:
1) рост производительности труда;
2) годовой экономический эффект (экономия приведенных затрат).
Прирост производительности труда (АП) можно рассчитать, опре-
делив:
увеличение выработки продукции в расчете на одного работа-
ющего;
снижение трудоемкости продукции;
снижение потерь и непроизводительных затрат рабочего времени;
сокращение численности работающих;
увеличение продолжительности фазы устойчивой работоспо-
собности.
Прирост производительности труда за счет увеличения выработ-
ки продукции определяется по формуле
дП = ^^-100,
В»
где Bj и В2 — показатели выработки на одного работника в год в сопостави-
мых ценах соответственно до и после реализации мероприятий
по совершенствованию организации и нормирования труда.
262
Прирост производительности труда в результате снижения трудо-
емкости продукции (работ) рассчитывается по формуле
ДП = -^,
100-Т
где Т — снижение трудоемкости продукции (работ) в результате внедре-
ния мероприятий, %.
Прирост производительности труда за счет снижения потерь
и непроизводительных затрат рабочего времени находится по формуле
юоэвр
где Э,
Р
х ср
АП =---------,
1ОО-ЭВР’
где Эвр — снижение потерь и непроизводительных затрат рабочего вре-
мени, %.
Прирост производительности труда за счет сокращения числен-
ности работающих определяется по формуле
₽„-э,
— экономия численности (высвобождение) работающих после вне-
дрения мероприятий, чел.;
— расчетная среднесписочная численность работающих, исчислен-
ная на объем производства планируемого периода по выработке
базового периода, чел.
Прирост производительности труда за счет увеличения продол-
жительности фазы устойчивой работоспособности в результате улуч-
шения условий труда рассчитывается по формуле
Р -Р
АП = —----Ч00Кп,
Р,+1
Где Pj и Р2 — удельный вес длительности фазы повышенной работоспособно-
сти в общем фонде рабочего времени до и после внедрения меро-
приятий, улучшающих условия труда;
Ка — поправочный коэффициент1, отражающий долю прироста про-
изводительности труда, обусловленную функциональным состо-
янием организма человека в различных условиях труда (прини-
мается равным 0,2).
1 Коэффициент Кг, полученный на основе статистической обработки фактических
Данных, учитывает фактическое несоответствие величины прироста производительно-
сти труда приросту удельного веса величины фазы повышенной работоспособности.
263
Прирост производительности труда в целом в результате внедре-
ния комплекса мероприятий находят по формуле
£эч100
ДП = —!-------,
Рс₽-£эч
i
я
где — сумма относительной экономии численности работающих по всем
I
мероприятиям.
Годовой экономический эффект (Эг) (экономия на приведенных
затратах) в рублях рассчитывается по формуле
ЭГ=(С1-С2)В2-ГИ3И,
где Cj и С2 — себестоимость единицы продукции (работ) до и после внедре-
ния мероприятия, руб.;
В2 — годовой объем продукции (работ) после внедрения мероприятия
в натуральном выражении (штуки, тонны, метры кубические
и т.п.);
Ен — нормативный коэффициент сравнительной экономической
эффективности инвестиций1;
Зед — единовременные затраты, связанные с разработкой и внедрени-
ем мероприятий, руб.
При расчете годового экономического эффекта, достигнутого
в результате совершенствования организации и нормирования труда,
обычно отдельно рассматриваются изменение условно-переменных
и изменение условно-постоянных элементов себестоимости продукции.
К условно-переменным расходам относятся: производственная
заработная плата (основная и дополнительная), затраты на материа-
лы и полуфабрикаты, технологическую энергию и топливо, транспор-
тировку и переработку отходов производства, контроль качества про-
дукции. При расчете экономической эффективности принимается, что
величина этих расходов изменяется пропорционально изменению объе-
мов производства продукции.
К условно-постоянным расходам относятся амортизационные
и эксплуатационные расходы, связанные с оборудованием, зданиями,
сооружениями, технологической и организационной оснасткой, рас-
1 Нормативный коэффициент сравнительной экономической эффективности
и инвестиций (£,) равен 0,15 (величина, обратная сроку окупаемости (Гн); Ея = 1 : Г,
или Г = 1: При этом Гп - 6,7 года).
264
ходы на освещение, отопление, содержание административно-техни-
ческого персонала. Абсолютное значение этих расходов за определен-
ный период времени можно считать не зависящим от объема произ-
водства, а их величину, отнесенную к единице продукции,— обратно
пропорциональной объему производства.
С учетом деления себестоимости продукции на условно-перемен-
ные и условно-постоянные расходы годовой экономический эффект
рассчитывается по формуле
Эг =
В2-^3И,
где <Zj и а2 — условно-переменные расходы на единицу продукции (работ)
до и после внедрения мероприятий, руб.;
У — годовая сумма условно-постоянных расходов в базовом перио-
де, руб.;
Bj и В2 — годовой объем продукции (работ) до и после внедрения меро-
приятий в натуральном выражении.
Положительное значение Эг означает, что мероприятие по совер-
шенствованию организации и нормирования труда экономически
эффективно.
Если возникает необходимость выбрать из нескольких возмож-
ных вариантов мероприятий наиболее целесообразный, то выбирает-
ся тот, при котором себестоимость продукции (работ) и сопоставимые
единовременные затраты будут минимальными, т.е.
С + Е„Зел -> min.
Единовременные затраты (Зед), необходимые для осуществления
мероприятий по совершенствованию организации и нормирования
труда, могут быть капитальными и затратами, которые отражаются
В себестоимости продукции и учитываются при расчете годового эко-
номического эффекта через нормативный коэффициент сравнитель-
ной эффективности инвестиций.
Капитальные затраты включают инвестиции, вложенные в новые
здания, технологическое оборудование, технологическую оснастку
и т.д. Для расчета экономической эффективности определяются допол-
нительные капитальные вложения как разность между общими капи-
тальными затратами, необходимыми для проектируемого (К2) и базо-
вого (Ki) вариантов. При неизменном выпуске продукции в сравнимых
вариантах расчет производится по формуле
КЛОП = К2-К^
265
Если внедрение мероприятия обеспечивает увеличение выпуска-
емой продукции, то базовый вариант Kt приводится к равному объему
продукции и формула примет вид:
ДОП 1 1g
Расчет дополнительных капитальных вложений необходим для
определения срока окупаемости или коэффициента сравнительной
экономической эффективности.
Срок окупаемости Гед находится по формуле
Зед
(с,-с2)в2-
Величина, обратная сроку окупаемости, называется коэффици-
ентом эффективности (Е) и определяется по формуле
Е=—.
Т
ед
Полученные показатели служат важнейшей основой для выбора
вариантов организационных нововведений и окончательного приня-
тия решений.
При оценке мероприятий по совершенствованию организации,
нормирования, условий и оплаты труда, кроме подсчета общей эконо-
мической эффективности, также используются различные частные
показатели, в том числе относительная экономия (условное высвобож-
дение) численности работающих, экономия от снижения отдельных
элементов себестоимости продукции, прирост объема производства.
Прирост объема производства (р) (в процентах) рассчитывается
по формулам:
ZkAioO; р = ^^М00,
В, В.
где В, и В2 — годовой объем производства до и после внедрения мероприятия,
выраженный в нормо-часах, в натуральном или стоимостном
выражении;
Т —годовое снижение трудоемкости при В(, нормо-ч;
Эвр — годовая экономия рабочего времени в связи с уменьшением его
потерь, нормо-ч.
Относительная экономия (условное высвобождение) численно-
сти работающих (рабочих) (Эч) рассчитывается следующим образом:
266
1) за счет снижения трудоемкости:
4" F6KH6 ’
где ti и t2 — трудоемкость единицы продукции (работ) до и после внедрения
мероприятия, нормо-ч;
F6 — фонд рабочего времени одного рабочего до внедрения меропри-
ятия, ч;
Ки6 — коэффициент выполнения норм выработки в базовом году;
2) за счет снижения потерь рабочего времени:
Э,= £--1 Ч(; Эч =
V6 7
Б1 Б2
100-Б2 *’
где F„ и F6 — фонд рабочего времени одного работающего (рабочего) до и пос-
ле внедрения мероприятия, ч;
Ч, — численность работающих (рабочих) до внедрения мероприятия,
человек;
и Б2 — потери рабочего времени до и после внедрения мероприятия,
%;
3) за счет прироста объема производства:
где 4j и Ч2 — численность работающих (рабочих) до и после внедрения меро-
приятия, чел.;
р — прирост объема производства в результате внедрения меропри-
ятия, %.
Экономия по отдельным элементам себестоимости (Эс) рассчи-
тывается по следующим формулам.
< I. Экономия заработной платы (Эз п):
1) за счет снижения трудоемкости:
Э, =(з„ Э„=(Р, -Ци-
где ЭэиЭэс — экономия заработной платы от снижения трудоемкости соот-
ветственно при повременной и сдельной оплате труда, руб.;
3„1 и Зп2 — годовой фонд заработной платы рабочих-повременщиков
до и после внедрения мероприятия, руб.;
д — дополнительная заработная плата, %;
Pj и Р2 — сдельные расценки на единицу продукции до и после внедре-
ния мероприятия, руб.;
267
2) за счет уменьшения численности работников:
э3 = эчзср,
где Зср — среднегодовая заработная плата одного работника (основная
и дополнительная), руб.
Экономия по фонду заработной платы влечет за собой экономию
предусмотренных законом начислений на заработную плату (Э„):
Э =Э е
н ЧОО’
где е — предусмотренные законом налоги и начисления на заработную
плату, руб.
II. Экономия за счет снижения расхода сырья и материалов:
ЭС=(М,-М2) В2Ц,
где М] и М2 - норма расхода материала на единицу продукции до и после вне-
дрения мероприятия в натуральном выражении;
В2 — годовой объем продукции (работ) после внедрения меропри-
ятия в натуральном выражении;
Ц — цена единицы соответствующего материала, руб.
III. Экономия от снижения брака:
g _ (^И, ~^Иг)^2^2
с" 100
где Би и БИ; — процент забракованных изделий по отношению к количеству
годных до и после внедрения мероприятий;
С2 — себестоимость единицы продукции (работ) после внедрения
мероприятия, руб.
IV. Экономия по себестоимости за счет снижения текучести рабо-
чей силы, вызванной неудовлетворенностью организацией труда:
4 ( К \
1 I )
4
где — среднегодовой ущерб, причиненный предприятию текучестью
рабочей силы, руб., в том числе: Рг — ущерб, вызванный недопо-
лучением продукции в течение месяца от работников, решивших
оставить работу; РТ2 — ущерб, вызванный недополучением про-
дукции от работников, вновь принятых на работу; РТз — затраты,
связанные с обучением вновь принятых работников; РТ1 — допол-
нительные расходы, связанные с организацией работы по при-
ему и увольнению работников по собственному желанию;
268
— фактический процент текучести рабочей силы в связи с недостат-
ками в организации труда на предприятии;
KTj — ожидаемый процент текучести рабочей силы после внедрения
мероприятий по совершенствованию организации труда.
V. Экономия в связи с сокращением заболеваемости и травматиз-
ма (Эн):
Эн=(Н1-Н2)£Р„(>
i=i
где Hj и Н2 — потери рабочего времени по временной нетрудоспособности
в течение года до и после внедрения мероприятий, дн.;
п
— средний дневной размер ущерба, причиненный предприятию
в связи с получением рабочим производственной травмы или
профессионального заболевания, руб.
ГЛАВА 14
МАТЕРИАЛЬНОЕ СТИМУЛИРОВАНИЕ ТРУДА
РАБОТНИКОВ ПРЕДПРИЯТИЯ
14.1. Сущность заработной платы и поощрительных систем
в рыночной экономике
Заработная плата представляет собой цену рабочей силы, фор-
мируемую на основе объективной оценки вклада работника в резуль-
таты деятельности предприятия. Ее размер зависит от установленно-
го минимума заработной платы, сложности труда и квалификации
рабочей силы, спроса и предложения на рабочую силу, условий выпол-
нения работы, результатов деятельности предприятия и т.д.
В условиях рыночной экономики заработная плата рассматри-
вается как объем поступающих в распоряжение работника жизненных
благ, обеспечивающих объективно необходимое воспроизводство
рабочей силы и включаемых в издержки производства. Поэтому все
расходы на оплату труда должны гарантировать не только воспроиз-
водство рабочей силы, но и поощрять более эффективное использова-
ние материальных и трудовых ресурсов, в результате чего предприя-
тие может получить прибыль в объеме, необходимом для расширения
производства, модернизации и замены применяемых техники и техно-
логии.
Таким образом, на предприятии заработная плата выполняет две
роли: для работника она является доходом, который он получает за свой
труд, для нанимателя — частью затрат на производство продукции или
услуг. В этих условиях работник заинтересован в увеличении своего дохо-
да. Этого можно достичь, более выгодно продавая свою рабочую силу,
а также за счет приложения больших трудовых усилий, что увеличивает
величину заработка. Наниматель со своей стороны стремится к ее мини-
мизации в расчете на единицу продукции или услуг. Последнее возмож-
но при обеспечении рациональной загрузки работника в течение рабоче-
го времени за счет более эффективной организации труда и производ-
ства, повышения его технического уровня, а также применения более
напряженных норм труда. Это объективное противоречие и предопреде-
ляет сложность проблемы заработной платы.
270
Так как отношения в области заработной платы затрагивают
напрямую или косвенно интересы всех членов общества, то они регу-
лируются государством, которое устанавливает законодательные осно-
вы отношения по заработной плате, совершенствует их, контролирует
и гарантирует их соблюдение субъектами этих отношений на всех уров-
нях. Кроме того, государство, выступая в роли работодателя, само под-
чиняется действующему рыночному механизму регулирования зара-
ботной платы. В этом процессе участвуют государственные институты,
общественные организации, работодатели и работники. Совокупность
законодательных и других нормативных актов и институтов, действу-
ющих на их основе, составляет механизм установления заработной
платы в обществе, с помощью которого регулируются отношения в этой
сфере как на рынке труда, так и внутри предприятия, а также эконо-
мическая сущность заработной платы.
Опыт развитых стран показывает, что механизм рыночной орга-
низации заработной платы включает шесть основных элементов:
1) государственную систему обеспечения минимальных гарантий
в области оплаты труда и ее защиту от негативных явлений в эконо-
мике;
2) многоуровневую коллективно-договорную систему, позволя-
ющую с достаточной полнотой отразить интересы всех заинтересован-
ных сторон при установлении базовых условий оплаты;
3) налоговую систему регулирования уровня оплаты труда как
в составе индивидуальных доходов, так и в составе издержек произ-
водства работодателя;
4) информационную систему об уровне и динамике заработной
платы и других издержек работодателя на рабочую силу, дающую
реальную картину заработной платы как цены рабочей силы;
5) увязку заработной платы с результатами труда работника через
систему оплаты труда на предприятии;
6) самостоятельный выбор форм и систем оплаты труда, а также
форм поощрения за счет получаемой прибыли.
Государственное участие в области оплаты труда реализуется
путем установления:
минимального размера оплаты труда, ориентированного на про-
житочный минимум;
государственных норм и гарантий в оплате труда (за работу
в сверхурочное время, праздничные и выходные дни, за время выпол-
нения государственных обязанностей);
условий определения части дохода предприятий, направляемых
на оплату труда;
271
межотраслевых соотношений в оплате труда;
ограничения оплаты труда в натуральной форме;
сроков и очередности выплаты заработной платы; государ-
ственного надзора и контроля за полной и своевременной выплатой
заработной платы и реализацией государственных гарантий по оплате
труда;
условий и размеров оплаты труда в бюджетных организациях
и учреждениях;
минимальных размеров должностных окладов руководителей
государственных предприятий;
уровня налогообложения предприятий и доходов работников.
Центральным моментом рыночной модели организации заработ-
ной платы является система коллективно-договорного регулирования
оплаты труда, осуществляемая путем заключения системы тарифных
соглашений на четырех уровнях:
1) межотраслевом (генеральное тарифное соглашение);
2) отраслевом;
3) региональном;
4) производственном (при заключении коллективного договора
предприятия).
На основе прямых переговоров между организациями работода-
телей и профсоюзов на различных уровнях становится возможным
учесть в централизованно устанавливаемых размерах оплаты труда
такие определяющие факторы, как изменение величины необходимо-
го продукта в обществе под влиянием общего роста эффективности
экономики; изменение предложений рабочей силы на рынке труда;
регулирующее воздействие государства на рынок труда и рынок това-
ров и услуг. Кроме того, многоступенчатость переговорных процессов
позволяет полнее отразить всю гамму экономических и социальных
интересов различных групп как работодателей, так и работников.
Весьма важной в системе государственного регулирования опла-
ты труда является система механизма индексации заработной платы,
позволяющая частично или полностью возместить гражданам удоро-
жание потребительских товаров и услуг. Компенсации подлежат дохо-
ды, носящие постоянный характер, а именно оплата труда по ставкам
и окладам, государственные пенсии и пособия, стипендии, суммы воз-
мещения ущерба, причиненного увечья в случае повреждения здоро-
вья при выполнении трудовых обязанностей.
Задача предприятия в области организации заработной платы
состоит в том, чтобы обеспечить для работников такой уровень опла-
272
ты труда, который бы объективно определялся требованиями воспро-
изводства рабочей силы, отражал уровень развития экономики стра-
ны и адекватные им общественные отношения и в то же время был
увязан с конкретными показателями, количественно и качественно
характеризующими трудовую деятельность работника или подразде-
ления, в котором он работает, и определялся существующим уровнем
техники, технологии и организации производства и труда.
Такой подход к организации заработной платы предполагает боль-
шое разнообразие форм и систем оплаты, доплат и надбавок, поощри-
тельных систем, учитывающих степень развития экономики стран,
их традиции и национальные особенности, роль государства в регули-
ровании отношений в этой сфере, степень организованности работо-
дателей и работников, экономические результаты работы конкретно-
го предприятия и др.
14.2. Функции заработной платы и принципы ее организации
Важнейшими функциями заработной платы являются:
воспроизводственная — это материальная основа для воспроиз-
водства рабочей силы соответствующей квалификации. Для работни-
ка заработная плата является основной частью его личного дохода,
средство удовлетворения основных жизненных потребностей его и его
семьи и повышения уровня благосостояния. С позиции совокупных
затрат на воспроизводство рабочей силы ее стоимость включает такие
аспекты жизнедеятельности работника, как затраты на удовлетворе-
ние потребностей в питании, жилье, образовании, медицинском обслу-
живании и т.д., и должна соответствовать или превышать стоимость
«потребительской корзины». Основным условием для выполнения
этой функции является установление на объективно-необходимом
уровне размера минимальной заработной платы;
4 измерительная — оценочный показатель трудового вклада каж-
дого работника и затрат труда в производство продукта труда. С помо-
щью различных элементов заработной платы измеряются затраты тру-
да разного качества и количества. Действенность этой функции зависит
от соблюдения принципа дифференциации оплаты труда в строгом
соответствии с его количеством и качеством;
стимулирующая — материальный стимул для заинтересованно-
сти в труде и повышении производительности труда и качества рабо-
ты. Реализация этой функции обеспечивается путем объединения норм
труда, тарифной и премиальной систем в конкретные системы зара-
ботной платы, которые обеспечивают изменение уровня оплаты труда
273
в зависимости от индивидуальных и коллективных результатов труда
работников;
регулирующая — средство регулирования рынка труда. Опреде-
ляя в отраслевых тарифных соглашениях размер минимальных тариф-
ных ставок 1 разряда, диапазон тарифной сетки и величину тарифных
коэффициентов, виды и размеры надбавок и компенсационных выплат,
можно эффективно регулировать рынок труда;
социальная — устанавливающая различия в уровнях оплаты тру-
да. Это различие должно быть достаточно существенным и обеспечи-
вать заинтересованность в повышении квалификации, а также диф-
ференцировать уровень оплаты в зависимости от тяжести и ответствен-
ности труда. Однако уровень такой дифференциации должен соответ-
ствовать представлениям о справедливости в уровне заработной платы,
между социальными группами, работающими как на данном предпри-
ятии, так и в данном регионе.
В основу организации оплаты труда положены следующие основ-
ные принципы:
гарантия воспроизводства рабочей силы работника, занятого
простым трудом, что предполагает установление минимальной зара-
ботной платы;
осуществление оплаты в зависимости от количества и качества
труда;
дифференциация уровней оплаты труда в зависимости от ква-
лификации работника, количества и качества, условий труда и отрас-
левой принадлежности предприятия;
систематическое повышение реальной заработной платы, т.е.
превышение темпов роста номинальной заработной платы над реаль-
ной;
опережающий рост производительности труда над темпами
роста средней заработной платы;
предоставление предприятиям максимальной самостоятельно-
сти в вопросах организации и оплаты труда.
Таким образом, оплата труда формируется как стоимость (цена)
рабочей силы, обеспечивающая нормальное воспроизводство рабочей
силы, мотивирующая работников для эффективной работы на своем
рабочем месте. Ее минимальный уровень регулируется государством
с учетом его экономического развития путем установления: размера
минимальной заработной платы и тарифной ставки 1 разряда; усло-
вий определения части дохода предприятия, направляемого на зара-
ботную плату; условий и размеров оплаты труда в бюджетных органи-
зациях и учреждениях; механизма индексации.
274
14.3. Система организации заработной платы
на предприятии
Организация заработной платы на предприятии непосредствен-
но отражает процесс превращения цены рабочей силы в заработную
плату и в значительной степени формирует издержки производства.
Поэтому выбор оптимальной системы организации оплаты труда для
предприятия, вида производства, группы работников является ответ-
ственной и сложной задачей. При этом необходимо учитывать уровень
техники и технологии, особенности организации труда, функции работ-
ников, экономические задачи, стоящие перед предприятием. Немало-
важное значение имеют и отношения между нанимателями и наемными
работниками, складывающиеся в процессе заключения тарифных
соглашений и коллективных договоров. Любая из применяемых систем
должна стимулировать рост производительности труда, улучшение
качества выпускаемой продукции, снижение издержек производства.
Наибольшее применение на предприятиях получила тарифная
система оплаты труда, включающая тарифную систему (тарифно-
квалификационные справочники, тарифную сетку, тарифные ставки
и тарифные оклады, тарифные коэффициенты); механизм доплат
и надбавок; премиальную систему; формы и системы оплаты труда;
нормирование труда. Каждый из названных элементов находится
в тесном взаимодействии, что при правильном их применении обес-
печивает эффективную систему материальной заинтересованности
в повышении как индивидуальной производительности труда, так
и эффективности работы предприятия.
Распространяется и бестарифная система, основанная на при-
менении критериев оценки квалификации, сложности и результатив-
ности труда работников и использовании их для распределения меж-
ду ними средств на оплату труда, рассчитанных тем или иным способом.
Эта система позволяет более тесно увязать уровень оплаты труда каж-
дого работника и коллектива в целом с конкретными результатами
работы.
Заработная плата по своей структуре неоднородна. С одной сто-
роны, она отражает минимальный размер оплаты труда и тарифную
часть заработка, гарантированные государством, а с другой — реаль-
ные результаты работы предприятия, сложность труда и квалифика-
цию рабочей силы. Одна часть, которую принято называть тарифной
частью, устанавливается в виде тарифных ставок (окладов) и сдель-
ных расценок для рабочих и должностных окладов для служащих.
Другая часть обеспечивается доходами конкретного предприятия,
за счет которых возможно как увеличение тарифной части заработной
275
платы, так и надтарифной, включающей доплаты, надбавки, премии
и другие выплаты. В этом и состоит экономическая сущность деления
заработной платы на тарифную и надтарифную части.
Количественное соотношение между тарифной и надтарифной
частями заработка весьма существенно влияет на стимулирующие
возможности системы материальной заинтересованности в целом,
поскольку увеличение или уменьшение одной из них — не простое
перераспределение каналов, по которым доводится оплата труда
до работников, а изменение характера связи с результатами труда.
Тарифная заработная плата связана с ними не прямо, а опосредован-
но, через принадлежность работника к конкретной профессионально-
квалификационной группе, т.е. начисляется за результаты, которые
должны быть получены, если его работа отвечает квалификационным
требованиям, соответствующим для занимаемого им рабочего места.
Надтарифной частью результаты оцениваются непосредственно
по определенным количественным и качественным показателям инди-
видуальной и коллективной деятельности.
14.4. Тарифная система и ее элементы
Тарифная система является одним из основных элементов орга-
низации заработной платы и представляет собой совокупность норма-
тивных данных, позволяющих определить уровень квалификации
работника и дифференцировать оплату различного по сложности
и ответственности выполнения труда. С ее помощью при равных эко-
номических условиях обеспечиваются единство меры труда и его опла-
ты, равная плата за равный труд, дифференциация основной части зара-
ботной платы в зависимости от факторов, характеризующих качество
труда. Вместе с тем в условиях тарифной системы работник отдельно
получает плату за выполнение норм или функциональных обязанно-
стей, отдельно — за перевыполнение норм, отдельно — за условия тру-
да, отдельно — за сложность работ и квалификацию. Таким образом,
его заработная плата складывается из совокупности оценок его трудо-
вого вклада и в очень малой степени зависит от конечных результатов
работы конкретного подразделения, в котором он работает, и предпри-
ятия в целом.
Основными элементами тарифной системы являются: тарифно-
квалификационные справочники, тарифные ставки, тарифные сетки,
тарифные коэффициенты и районные коэффициенты. Каждый из этих
элементов находится в тесном взаимодействии, что при правильном
применении обеспечивает действенную систему материальной заин-
тересованности в высокоэффективном труде.
276
Тарифно-квалификационный справочник представляет собой
систематизированный перечень работ и профессий рабочих, имеющих-
ся на предприятиях и в организациях. Он содержит необходимые ква-
лификационные характеристики и требования, предъявляемые к рабо-
чим, выполняющим различные по содержанию, степени сложности
и точности, профилю работы, в отношении производственных навы-
ков, накопленных знаний, а также учитывающие характер ответствен-
ности, лежащей на работнике за правильное выполнение работы.
Для обеспечения межотраслевого единства в проведении тари-
фикации работ разработан Единый тарифно-квалификационный спра-
вочник работ и профессий рабочих (ЕТКС), за которым сохраняется
роль нормативного документа в вопросах тарификации труда. Кроме
того, разработано еще 72 тарифно-квалификационных справочника
по различным производствам и видам работ, учитывающих их отрас-
левые особенности. В ЕТКС тарифицированы 6195 профессий рабо-
чих. На основании справочников:
устанавливается наименование профессии;
определяются разряды работ или осуществляется отнесение
работы к той или иной группе по оплате труда в зависимости от слож-
ности, характера и специфических условий труда, в которых она выпол-
няется, а также квалификации, требующейся от работников;
присваивается квалификационный разряд, от чего зависит раз-
мер тарифной ставки рабочего;
составляются учебные планы и программы по подготовке, пере-
подготовке и повышению квалификации рабочих во всех отраслях эко-
номики;
разрабатываются списки работ и профессий по льготному пен-
сионному обеспечению и т.д.
В тарифно-квалификационном справочнике по каждой профес-
сии и разряду имеются три раздела: «Характеристика работы», «Дол-
жен знать», «Примеры работы». В характеристике указываются слож-
ность выполнения работы, организационно-технические условия
производства, технологическая оснащенность, требуемая степень само-
стоятельности выполнения данного вида работ. Перечислены требо-
вания к уровню теоретической подготовки работника в области техно-
логии производства, организации труда, техники безопасности и др.
Приводятся наиболее типичные для соответствующего тарифного раз-
ряда по каждой специальности примеры работ.
Тарифно-квалификационные характеристики разработаны при-
менительно к шестиразрядной сетке. Для определения квалификации
рабочего и присвоения ему тарифного разряда на предприятии созда-
277
ются квалификационные комиссии, которые, руководствуясь требо-
ваниями ЕТКС, проверяют уровень теоретической и практической
подготовки рабочего. Присвоение рабочему разряда оформляется
протоколом квалификационной комиссии, утверждается приказом
по предприятию и записывается в трудовую книжку.
Работников относят к служащим, специалистам и руководителям
на основе ЕТКС. Этим справочником устанавливаются круг должност-
ных обязанностей и объем квалификационных требований, предъяв-
ляемых к руководителям, специалистам и служащим, выполняющим
соответствующие функции и занимающим соответствующие должно-
сти. Это нормативный документ, способствующий обеспечению рацио-
нального разделения труда, правильному подбору, расстановке
и использованию кадров в соответствии со специальностью и квали-
фикацией, обеспечивающий единство при определении должностных
обязанностей работников и предъявляемых к ним квалификационных
требований, а также при проведении аттестации руководителей и спе-
циалистов.
Квалификационный справочник для специалистов предусматри-
вает внутридолжностное категорирование по оплате труда, позволя-
ющее дифференцировать оклады в зависимости от конкретного вкла-
да работника, его квалификации и производственного опыта.
Квалификационные требования, указанные в справочнике, слу-
жат основой при разработке должностных инструкций, определяющих
конкретные обязанности исполнителей с учетом особенностей орга-
низации производства, труда и управления, их права и ответственность,
при составлении положений о структурных подразделениях, опреде-
ляющих их роль в системе управления организацией.
Так как решение о повышении окладов, введении (отмене) надба-
вок руководителям, специалистам и служащим принимается в резуль-
тате аттестации, проводимой не реже одного раза в три года, должност-
ные их качества определяются в первую очередь исходя из требований
квалификационного справочника
Тарифные ставки выражают абсолютный размер оплаты труда раз-
личных групп и категорий работников за единицу рабочего времени.
Исходной базой для определения тарифных ставок по разрядам является
тарифная ставка 1 разряда, определяющая уровень оплаты наиболее про-
стого труда. С помощью тарифных ставок осуществляется межотрасле-
вое регулирование заработной платы. Межотраслевое регулирование
предполагает установление повышенных тарифных ставок в ведущих
отраслях экономики. Наиболее высокие ставки установлены для работ-
ников добывающих отраслей, а также отраслей, определяющих научно-
278
технический прогресс. На предприятиях негосударственной собственно-
сти величина тарифных ставок зависит прежде всего от финансового
состояния предприятия и устанавливается ими самостоятельно. Однако
размер тарифных ставок на этих предприятиях не может быть ниже рас-
считанных по минимальному размеру оплаты труда.
Различают часовые, дневные и месячные тарифные ставки. Уста-
навливаются они по каждому квалификационному разряду.
Тарифные сетки представляют собой совокупность тарифных
разрядов и соответствующих им тарифных коэффициентов. Они уста-
навливают соотношение в оплате труда в зависимости от сложности
труда и уровня квалификации работников. Отношение часовой тариф-
ной ставки соответствующего разряда к часовой ставке 1 разряда назы-
вается тарифным коэффициентом и показывает, во сколько раз уро-
вень оплаты работ (труда) данного разряда превышает уровень оплаты
работ 1 разряда. При этом тарифный коэффициент 1 разряда прини-
мается равным единице. В наиболее распространенной шестиразряд-
ной тарифной сетке с тарифными коэффициентами по разрядам (при-
ведены с округлением) 1,0; 1,09; 1,20; 1,36; 1,55; 1,80 межразрядное
соотношение возрастает с 9% между 1 и 2 разрядами до более чем 16%
между 5-м и 6-м разрядами. В результате абсолютная (в рублях) раз-
ница между ставками высших разрядов в 3—4 раза больше, чем между
ставками низших разрядов. Такое построение тарифных сеток создает
у рабочих материальный стимул к повышению своей квалификации
и выполнению более сложных работ.
Соотношение крайних разрядов тарифной сетки называется
ее диапазоном. Он устанавливает соотношение в сложности и оплате
труда работающих высшей и низшей квалификации.
В условиях высокой инфляции целесообразно применение еди-
ных тарифных сеток (ЕТС), регулярные пересмотры которых компен-
сируют рост потребительских цен и обеспечивают необходимую диф-
фере4нциацию оплаты труда в соответствии с его сложностью. Приме-
нение ЕТС в производственной сфере на предприятиях всех форм соб-
ственности позволяет устранить главный недостаток традиционных
заводских тарифных условий оплаты — дискриминацию в оплате тру-
да специалистов по сравнению с рабочими. Конкретные предприятия,
сохраняя тарифные коэффициенты и диапазон тарифной сетки, в зави-
симости от своих финансовых возможностей могут увеличивать исход-
ную ставку оплаты 1 разряда, устанавливая ее на уровне выше мини-
мальной ставки.
Районные коэффициенты к зар^отной плате отражают изме-
нение размеров заработной платы в зашшимости от местоположения
279
предприятия и являются средством межрайонного ее регулирования.
Такое регулирование обусловлено территориальными различиями
в уровне розничных цен на значительную часть продуктов и предме-
тов потребления, различными вещественными потребностями в связи
с природными и климатическими особенностями районов, а также
неодинаковыми темпами развития производства и соотношениями
между потребностями в рабочей силе и возможностью ее удовлетво-
рения за счет местных ресурсов в различных районах. Величина таких
коэффициентов, установленных для районов Севера, Дальнего Восто-
ка и др., колеблется в пределах от 1,1 до 2.
14.5. Формы и системы оплаты труда
Рассмотренная тарифная система, дифференцируя заработную
плату работников по разрядам, учитывает главным образом качествен-
ную сторону труда и стимулирует квалификационный рост работни-
ков, у которых заработная плата зависит от их квалификационного
разряда или должности. Сама по себе она не создает непосредствен-
ной заинтересованности работников в повышении производительно-
сти труда и улучшении качества продукции. Ведущая роль в стимули-
ровании трудовой активности принадлежит формам и системам оплаты
труда, которые, взаимодействуя с тарифной системой и нормировани-
ем труда, позволяют применить к каждой группе и категории работа-
ющих определенный порядок начисления заработной платы посред-
ством установления функциональной зависимости между мерой труда
и его оплатой с тем, чтобы точнее учесть количество и качество труда,
вложенного в производство, и его конечные результаты.
Оплата труда согласно ст. 131ТК РФ выступает в двух формах —
в денежной и неденежной. Оплата труда в неденежной форме может
производиться лишь в том случае, если это предусмотрено коллектив-
ным или трудовым договором и при наличии письменного заявления
работника. Законодательно доля неденежной формы оплаты труда
ограничена 20% общей суммы заработной платы.
Под системой оплаты труда понимается способ исчисления
размера вознаграждения, подлежащего выплате работникам в соответ-
ствии с произведенными ими затратами, а в ряде случаев и с его резуль-
татами.
На большинстве предприятий применяются в основном две основ-
ные системы оплаты труда: сдельная и повременная. Выбор систем
оплаты труда зависит от особенностей технологического процесса,
форм организации труда, требований, предъявляемых к качеству
продукции или выполняемой работе, состояния нормирования труда
280
и учета трудовых затрат. При сдельной оплате мерой труда является
выработанная рабочим продукция, и размер оплаты прямо зависит
от количества и качества произведенной продукции в существующих
организационно-технических условиях производства. При повремен-
ной оплате мерой труда выступает отработанное время, а заработок
рабочему начисляется в соответствии с его тарифной ставкой или окла-
дом за фактически отработанное время.
Как сдельная, так и повременная системы оплаты труда могут
дополняться премированием, которое сочетается с ними и позволяет
устанавливать более конкретные зависимости между результатами
труда и размером заработной платы.
Сдельную систему оплаты труда целесообразно применять в слу-
чаях, когда:
возможны точный количественный учет объемов работ и оцен-
ка их зависимости от конкретных усилий рабочего;
на работы установлены технически обоснованные нормы вре-
мени и проведена правильная тарификация работ в строгом соответ-
ствии с тарифно-квалификационным справочником;
у рабочих имеется реальная возможность увеличить выпуск
продукции или объем выполняемых работ при увеличении собствен-
ных затрат труда;
рост выработки не приведет к ухудшению качества продукции
и нарушению технологии.
Сдельная система оплаты труда имеет следующие разновидно-
сти: прямая сдельная оплата, сдельно-премиальная, сдельно-прогрес-
сивная, косвенно-сдельная, аккордная.
Прямая сдельная система оплаты труда является наиболее
простой, так как размер заработка рабочего изменяется прямо пропор-
ционально его выработке. В основе расчета размера заработка лежит
сдельная расценка (Рсд), определяемая по одной из следующих формул:
Рсл = С7шт или 7^-,
А1выр
где С, — часовая тарифная ставка разряда выполняемой работы.
Исходя из расценки и объема выполненной работы рассчитыва-
ется размер заработной платы
1 = 1
где Nj — фактический объем выполненных работ i-ro вида за месяц,
п — число видов работ, выполняемых рабочйм.
281
Эта система оплаты труда целесообразна там, где по условиям
производства возможно и оправдано выполнение работ одним испол-
нителем. <
В условиях многостаночного обслуживания, когда нормы времен
ни установлены на каждый из станков, сдельная расценка рассчиты-
вается по формуле
р
П
где п — количество станков, установленных нормой обслуживания.
Если рабочий работает на нескольких станках, имеющих разную
производительность или с разным характером работы, то сдельные
расценки определяются по каждому станку в отдельности, а сам рас-
чет расценки производится по формуле
Р = С| ,
сд «нвыр1.
где Нвыр, — норма выработки, установленная при работе на г-м станке.
Сдельно -премиальная система предусматривает выплату рабо-
чему в дополнение к сдельному заработку, исчисленному по расцен-
кам, премии за достижение установленных индивидуальных или кол-
лективных количественных и (или) качественных показателей. Преми-
альное положение обычно включает два-три показателя премирования,
один из которых является основным и характеризует количественное
выполнение установленной нормы выработки, а другие — дополни-
тельными, учитывающими качественную сторону труда.
Сдельно-прогрессивная система оплаты труда предусматрива-
ет расчет заработной платы рабочего в пределах выполнения норм
выработки по прямым сдельным расценкам, а при выработке сверх
исходных норм — по повышенным расценкам. Таким образом, сдельные
расценки дифференцируются в зависимости от достигнутого уровня
выполнения норм.
Предел выполнения норм выработки, сверх которого работа опла-
чивается по повышенным расценкам, устанавливается, как правило,
на уровне фактического выполнения норм за последние три месяца,
но не ниже действующих норм. Размер увеличения сдельных расценок
в зависимости от уровня перевыполнения исходной базы определяет-
ся в каждом конкретном случае по специальной шкале, основными
показателями которой являются число ступеней изменения сдельных
расценок и степень их возрастания.
282
Величина исходной базы зависит от качества нормирования
и фактически достигнутого уровня выполнения норм. Как правило,
исходная база устанавливается на уровне среднего выполнения норм
за последние три месяца, предшествующие введению сдельно-прогрес-
сивной системы оплаты труда.
При сдельно-прогрессивной системе оплаты труда рост заработка
рабочих опережает рост производительности их труда. Это обстоятель-
ство исключает возможность массового и постоянного применения
этой системы. Она обычно вводится на ограниченное время на узких
участках производства, по ограниченному кругу работ, где по каким-
либо причинам складывается неблагоприятное положение с выполне-
нием плана.
Косвенно-сдельная система оплаты труда применяется для
оплаты труда части вспомогательных рабочих, которые не заняты непо-
средственно производством продукции, но своей деятельностью суще-
ственно влияют на результаты работы основных рабочих, обслужива-
емых ими. К таким рабочим относятся наладчики, ремонтники, транс-
портные рабочие и некоторые другие. По этой системе размер заработ-
ной платы вспомогательных рабочих зависит от выработки у обслужи-
ваемых рабочих-сдельщиков. Расценка при косвенно-сдельной оплате
труда определяется по формуле
г
р _ СТ-ДН
ГКОС ~ ц >
^выр.осн
где Сстдн — дневная ставка работника, оплачиваемого по косвенно-сдельной
системе;
Н — сменная норма выработки обслуживаемого основного работника;
Заработная плата вспомогательного рабочего при косвенно-сдель-
ной^ системе рассчитывается по формуле
зк=1ркнф>
1
где Рк — косвенная сдельная расценка;
Нф — фактическая выработка обслуживаемого рабочего за расчетный
период;
п — количество обслуживаемых рабочих-сдельщиков.
Аккордная система оплаты труда представляет собой разновид-
ность сдельной системы, при которой сдельная расценка устанавлива-
ется на объем работ без установления норм и расценок на отдельные
ее элементы. В аккордном задании указываются общая сумма заработ-
ка, размер премии и срок выполнения задания. Это задание (наряд)
283
доводится до рабочих заранее, до начала работ. Получив его, рабочие
наглядно представляют объем работ, сумму заработка за его выполне-
ние к намеченному сроку, а также премию, которая будет им выплачена
при сокращении сроков выполнения задания при хорошем качестве
работ. Последняя начисляется на сумму заработка в пределах макси-
мального размера по положению. В этом случае такая система называ-
ется аккордно-премиальной. Расчет с рабочими по аккордной системе
производится после выполнения всего объема работы. Если время
выполнения работ превысит установленный период, то окончательный
расчет по наряду за аккордную работу осуществляется после оконча-
ния и приемки всех работ. В случае если планируется выполне-
ние работы в течение длительного времени, работникам выплачива-
ется аванс в соответствии с фактически выполненным объемом работ
на данный расчетный период.
Обычно эту систему используют лишь на отдельных работах,
которые должны быть выполнены в сжатые сроки, например при устра-
нении аварий, срочном и безотлагательном ремонте оборудования и др.
Все системы сдельной оплаты труда с разной степенью эффек-
тивности могут применяться как при индивидуальной, так и при кол-
лективной форме организации труда. Особенностью их применения
в условиях коллективной (бригадной) работы является оплата
по конечным результатам работы коллектива в целом. Оплата по конеч-
ным результатам может производиться на основе индивидуальных
сдельных расценок в условиях, когда труд рабочих, выполняющих
общее задание, строго разделен (на поточных линиях, конвейерах
и т.д.), и на основе общей нормы выработки и коллективной сдельной
расценки за единицу работы всей бригады.
Коллективная сдельная расценка на все виды работ устанавлива-
ется по формуле
^бр =21^'с|Лит>
i=i
где Гс; — тарифные ставки разряда выполняемых работ членами бригады;
Гшт — норма времени, установленная на единицу выполняемой работы;
п — число членов бригады.
Заработная плата всей бригаде рассчитывается по формуле
^бр=Х^бр^Ф’
г = 1
где Мф — фактическая выработка продукции бригадой за расчетный
период;
т — число элементов работы.
284
Коллективная форма труда поставила проблему справедливого
распределения начисленной бригаде суммы заработной платы. При
этом имеется в виду как распределение тарифного заработка, так
и сдельного приработка и премии.
Одним из распространенных способов распределения бригадно-
го заработка является его распределение с помощью коэффициента
приработка. Расчет сводится к следующему:
1) устанавливается сумма тарифной заработной платы всей бри-
гаде за фактически отработанное время;
2) определяется коэффициент приработка путем деления факти-
ческой заработной платы бригады по коллективной расценке на сум-
му тарифной заработной платы;
3) рассчитывается фактический заработок каждого члена брига-
ды, для чего его заработок по тарифу за отработанное время умножа-
ется на коэффициент приработка.
Вместе с тем такое распределение справедливо, если каждый
работник бригады выполняет работу, сложность которой соответству-
ет его квалификации, а производительность труда примерно одинако-
ва. На практике же индивидуальные вклады работников в общие
результаты работы коллектива различны, а заработная плата при равен-
стве разрядов и отработанного времени будет одинаковой. Это обсто-
ятельство приводит к необходимости корректировать обычные спосо-
бы распределения бригадного заработка.
Одним из широко применяемых методов такой корректиров-
ки является распределение сдельного приработка и премии, начислен-
ной бригаде с использованием коэффициента трудового участия
(КТУ). При установлении КТУ рекомендуется учитывать индивиду-
альную производительность труда, сложность и качество выполнения
работ, соблюдение трудовой и производственной дисциплины и дру-
гие факторы. Порядок определения и применения этого коэффициен-
та устанавливается собранием коллектива бригады, а его конкретные
размеры каждому члену бригады за плановый период — советом бри-
гады в соответствии с действующим на предприятии положением.
Средний размер КТУ принимается за единицу. Снижают его
обычно за нерадивое отношение к труду, невыполнение индивидуаль-
ного задания, низкую производительность труда, брак в работе, нару-
шение трудовой и производственной дисциплины. Повышенные коэф-
фициенты устанавливают работникам, которые добиваются высокой
производительности труда, высокого качества работы, выполняют
работы по смежным специальностям, инициативны и оказывают
помощь товарищам по работе. Таким образом, коэффициент трудово-
285
го участия, устанавливаемый членам бригады, может варьироваться
в диапазоне от 0,8 до 1,5. При этом тарифная заработная плата за отра-
ботанное время обычно гарантируется.
КТУ не распространяется на индивидуальные премии, а также
на индивидуальные доплаты за неблагоприятные условия труда, интен-
сивность труда, высокое профессиональное мастерство, доплаты
за работу в вечернее и ночное время, сверхурочное время, выполнение
государственных обязанностей.
При повременной системе оплаты труда заработная плата рабо-
чему начисляется за отработанное время в зависимости от его квали-
фикации. Эта система эффективна в случаях:
если рабочий не может оказать непосредственного влияния
на увеличение выпуска продукции;
если правильно установлены нормы и нормативы, регламен-
тирующие численность и организацию труда рабочих;
если отсутствуют количественные показатели выработки;
если организован строгий учет времени, фактически отрабо-
танного рабочим;
при правильной тарификации рабочих.
Повременная система оплаты имеет две разновидности — про-
стую повременную и повременно-премиальную.
Простая повременная система оплаты труда предусматривает
начисление заработной платы исходя из тарифной ставки рабочего
и отработанного им времени, т.е.
Зповр =
где С,- — часовая тарифная ставка, соответствующая разряду рабочего;
Гф — количество часов, отработанных рабочим за расчетный период.
При расчете суммы заработной платы каждый отработанный час
оплачивается по средней часовой ставке, определяемой исходя из месяч-
ной ставки (или оклада) и числа рабочих дней, предусмотренных графи-
ком, т.е. при любом количестве рабочих дней в месяце месячная тариф-
ная ставка (оклад) должна быть сохранена. Таким образом, повременная
система заработной платы заинтересовывает рабочего в повышении ква-
лификации, а следовательно, и тарифного разряда, в соблюдении трудо-
вой дисциплины. Однако материально она не побуждает рабочего к повы-
шению производительности труда и качества работы. Поэтому в чистом
виде она редко применяется на предприятиях.
Повременно-премиальная система оплаты труда целесообразна
на участках, где организационно и технически невозможно или эконо-
мически нецелесообразно стимулировать увеличение выработки и где
286
необходимо заинтересовать работающих в повышении качественных
показателей в труде. При этом решающее значение имеют условия
и показатели премирования. Для того чтобы премирование не превра-
тилось в простую надбавку к тарифной заработной плате, условия
и показатели премирования должны быть четкими и понятными, орга-
низован достоверный учет их достижения, размеры премирования
строго обоснованы. Поэтому показатели премирования для различных
групп работников должны отражать конкретные задачи, стоящие перед
ними, и быть дифференцированы. Число показателей премирования
не должно превышать двух-трех. Они должны быть наиболее сущест-
венными и поддаваться точному учету. Величины премии за каждый
показатель не должны резко отличаться друг от друга, чтобы не сти-
мулировать улучшение одних за счет ухудшения других.
Одной из разновидностей этой системы является установление нор-
мированных заданий. При этой системе заработная плата рабочих-повре-
менщиков состоит из трех частей: прямая повременная оплата, доплата
за выполнение нормированного задания и премии за снижение трудоем-
кости и повышение производительности труда. По данной системе
рабочий за отработанное время получает заработную плату по тарифной
ставке, а за перевыполнение нормированного задания получает поощри-
тельную доплату, величина которой прямо пропорциональна количеству
продукции, изготавливаемой им сверх нормы, или сэкономленному вре-
мени, предусмотренному нормированным заданием.
Заработная плата определяется по формулам:
1) при выполнении нормированного задания на 100% и менее:
Знл = СфНф;
2) при перевыполнении нормированного задания:
3„=сфнф[1+^а],
где Сф — тарифная ставка рабочего;
Нн и Нф — соответственно нормативная и фактическая трудоемкость работ.
14.6. Бестарифная система оплаты труда
Бестарифная система оплаты труда основана на установле-
нии уровня заработной платы в зависимости от квалификационного
уровня и деловых качеств работника, сложности работы и выполня-
емых им функций, оценке его трудового вклада в общие результаты
работы коллектива. Она характеризуется следующими признаками:
287
тесной зависимостью уровня оплаты труда работника от резуль-
татов труда первичного коллектива или предприятия в целом;
присвоением каждому работнику относительно постоянных
коэффициентов, комплексно характеризующих его квалификацион-
ный уровень и определяющих его трудовой вклад в общие результаты
труда коллектива;
установлением каждому работнику коэффициента трудового
участия в текущих результатах работы, дополняющего оценку его ква-
лификационного уровня.
Поскольку бестарифные системы оплаты труда ставят заработок
работников в полную зависимость от конечных результатов деятель-
ности трудового коллектива, их применение целесообразно прежде
всего там, где трудовой коллектив несет солидарную ответственность
за результаты работы. Анализ практики применения таких систем опла-
ты труда свидетельствует, что они наиболее эффективны в относитель-
но небольших коллективах с устойчивым составом работников. Рас-
смотрим наиболее часто встречающиеся на предприятиях бестарифные
системы оплаты труда.
14.6.1. Система оплаты труда с использованием балльных оценок
трудового вклада
Эта система основана на жесткой увязке размера начисления зара-
ботной платы с результатами хозяйственной деятельности, прежде
всего с реальными поступлениями средств за реализацию продукции,
а также с учетом вклада каждого подразделения и его отдельного
сотрудника в общие результаты. В этой системе заработная плата зави-
сит от обобщающей оценки трудового вклада каждого работника, пред-
ставляющего собой сумму признаков, присущих каждому виду трудо-
вой деятельности, и отражающего трудовой вклад работника.
Основными количественными и качественными признаками,
характеризующими работника, являются:
профессионально-квалификационный уровень (ПК);
деловые качества (ДК);
сложность выполняемой работы (СР);
конкретные результаты работы (КР).
Эти показатели имеют различную степень постоянства. Например,
профессионально-технический уровень, деловые качества, сложность
выполняемых функций имеют длительный период действия, а оценка
результативности труда должна корректироваться ежемесячно.
Для оценки профессионально-квалификационного уровня рабо-
чих, специалистов и руководителей используются действующие тариф-
288
ные коэффициенты, соответствующие разряду рабочего, специалиста
и руководителя. Они могут быть базовыми для установления обобща-
ющей оценки трудового вклада работника в конечные результаты
и количественно равны баллам для оценки профессионально-квали-
фикационного уровня.
Деловые качества оцениваются по признакам, существенно вли-
яющим на индивидуальную производительность труда, как изобре-
тательность и инициатива, профессиональная компетентность, чувство
ответственности, стремление к сотрудничеству в коллективе, воспри-
имчивость к новому, самоконтроль. Каждый признак имеет четыре
уровня: низкий, средний, выше среднего, высокий, которые оценива-
ются баллами 0,3; 0,6; 0,9; 1,2 соответственно.
Оценка от 0,3 до 1,2 балла устанавливается работнику по каждому
признаку в соответствии с характеристиками уровней оценок, кото-
рые в свою очередь определяются с использованием количественных
параметров. Соответствующая форма приведена в табл. 14.1.
Таблица 14.1
Балльная оценка признаков, определяющих деловые качества рабочих
Признак Удельная значимость в данном наборе, доли единицы Оценка уровней признаков с учетом их удельной значимости, баллов
1 2 3 4
0,3 0,6 0,9 1.2
Изобретательность и инициатива 0,25 0,08 0,15 0,22 0,30
Профессиональная компетентность 0,15 0,04 0,09 0,14 0,18
Чувство ответственности за выполняемую работу 0,18 0,06 0,11 0,16 0,22
Стремление к сотрудни- честву и взаимодейст- вию в коллективе 0,15 0,04 0,09 0,14 0,18
Восприимчивость к новому, передовому 0,16 0,05 0,10 0,15 0,19
Способность контроли- ровать свои эмоции 0,11 0,03 0,06 0,09 0,13
Таблица 14.1 построена следующим образом. Например, по при-
знаку «изобретательность и инициатива»: низкий уровень — содейству-
ет рационализации — 0,08 балла; средний уровень имеет одно рациона-
лизаторское предложение — 0,15 балла; уровень выше среднего — имеет
289
два рационализаторских предложения — 0,22 балла; высокий уровень —
имеет более двух рационализаторских предложений — 0,30 балла.
Оценка совокупности деловых качеств конкретного рабочего про-
водится путем суммирования оценок признаков.
Подобным образом оценивается сложность выполняемых работ
(функций). При этом используются следующие признаки: разнообра-
зие работ, самостоятельность выполняемых работ, руководство звеном
или бригадой, дополнительная ответственность в технологическом
процессе или работа на самоконтроле. Каждый из перечисленных при-
знаков имеет четыре уровня и оценивается: низкий — 0,4 балла; сред-
ний — 0,8 баллов; выше среднего — 1,3 балла; высокий — 1,9 балла.
Образец балльной оценки по этому критерию показан в табл. 14.2.
Таблица 14.2
Балльная оценка признаков, определяющих сложность
выполняемых функций
Признак Удельная значимость в данном наборе, доли единицы Оценка уровней признаков с учетом их удельной значимости, баллов
1 2 3 4
0,4 0,8 1,3 1,9
Разнообразие работ 0,45 0,18 0,36 0,59 0,85
Самостоятельность выполнения работ 0,18 0,07 0,14 0,23 0,34
Руководство звеном или бригадой 0,22 0,09 0,18 0,29 0,42
Дополнительная ответ- ственность в техноло- гическом процессе, работа на самоконтроле 0,15 0,06 0,12 0,19 0,29
Таблица 14.2 построена следующим образом. Например, по при-
знаку «разнообразие работ»: низкий — владеет одной смежной профес-
сией — 0,18 балла; средний — владеет двумя смежными профессиями —
0,36 балла; выше среднего — владеет двумя смежными профессиями —
0,59 балла; высокий — владеет более чем двумя смежными професси-
ями и одной несмежной профессией — 0,85 балла.
Результативность труда характеризуется многообразием показа-
телей, поэтому для сопоставимости оценок принимают общие призна-
ки: объем выполненных работ; уровень выполнения норм; занятость
полезной работой; качество выполненных работ; соблюдение сроков
выполнения работ. Для балльной оценки результативности установ-
лены шесть уровней с дифференциацией баллов от 1 до 4,9 (табл. 14.3).
290
Таблица 14.3
Балльная оценка признаков, характеризующих результативность труда
Признак Удельная значи- мость в данном наборе, доли единицы Оценка уровней признаков с учетом их удельной значимости, баллов
1 2 3 4 5 6
-1,0 1,0 1,6 2,4 3,6 4,9
Объем выполнен- ных работ 0,32 -0,32 0,32 0,51 0,77 1,15 1,57
Занятость полезной работой 0,21 -0,21 0,21 0,34 0,50 0,76 1,03
Качество выпол- ненных работ 0,37 -0,37 0,37 0,59 0,89 1,33 1,81
Соблюдение сроков выполнения работ 0,10 -0,10 0,10 0,16 0,24 0,36 0,49
Таблица 14.3 построена следующим образом. Например, по призна-
ку «объем выполненных работ» за основной критерий для рабочих взят
уровень выполнения норм труда. За средний уровень принимается уро-
вень выполнения норм, сложившийся на предприятии на время введе-
ния этой системы оплаты труда и для каждого исполнителя по формуле
у_Г„100
Т’фУср ’
где У — уровень выполнения норм исполнителем, %;
Тн — нормативное время;
Гф — фактически отработанное время;
Уср — средний уровень выполнения норм труда на предприятии (рабо-
чими) за прошедший месяц, %.
Шкала оценки результативности труда по этому признаку постро-
ена следующим образом.
< При уровне выполнения норм;
До 100% 100% 101-110% 111-115% 116-125% Свыше 125% -0,32 балла 0,32 балла 0,51 балла 0,77 балла 1,15 балла 1,57 балла
Что касается специалистов и руководителей, то принципиальный
подход к оценке их труда такой же, как и для рабочих, разница лишь в кри-
териях оценки. Исходя из характера труда, содержания фактически выпол-
няемых ими функций можно использовать следующие признаки;
291
компетентность;
способность четко организовывать и планировать свой труд
и труд подчиненных;
ответственность за выполняемую работу;
самостоятельность и инициатива;
способность решать поставленные задачи и использовать новые
методы в работе;
коммуникабельность.
По каждому из перечисленных признаков разрабатываются кон-
кретные оценочные показатели и по удельной значимости каждого
из них составляется шкала балльных оценок.
Комплексная оценка трудового вклада каждого работника опреде-
ляется суммированием баллов по всем факторам, его характеризующим.
Размер заработной платы рассчитывается исходя из базового
фонда заработной платы, устанавливаемой каждому структурному
подразделению по индивидуальному нормативу в зависимости от объе-
ма реализации выпущенной продукции за предыдущий месяц. До нача-
ла распределения фонда заработной платы из ее общей суммы вычи-
таются выплаты, не подлежащие распределению (дополнительная
плата за работу в вечерние и ночные часы, за работу в тяжелых, вред-
ных, особо тяжелых и особо вредных условиях труда). «Цена» одного
балла определяется как частное от деления фонда заработной платы,
подлежащего распределению, на сумму баллов, заработанных всем
коллективом подразделения.
Фактический заработок каждого члена подразделения определя-
ется путем умножения «цены» одного балла на количество баллов, зара-
ботанных работником в данном месяце. К полученной величине рас-
четного заработка прибавляются индивидуальные доплаты.
14.6.2. Оплата труда исходя из соотношений в оплате
различного качества
В основу этой системы положены соотношения в оплате труда
разного качества (в зависимости от квалификационных групп работ-
ников, мастерства рабочих, профессий, должностей и т.п.). С учетом
этих соотношений и распределяются средства, предназначенные
на оплату труда, между работниками. Заработная плата конкретного
^ботинка находится по формуле
зп,=^
где ЗП; — размер заработной платы г-го работника;
292
Kj — коэффициент, показывающий, во сколько раз заработная плата
г-го работника выше минимальной;
ФЗП — фонд заработной платы, предназначенный для распределения;
Кср — средний коэффициент соотношений в оплате труда на предпри-
ятии;
п — общая численность работников предприятия.
По приведенной формуле вычисляется доля общего фонда зара-
ботной платы, которую должен получить конкретный работник соглас-
но его квалификационному уровню и качеству труда. При этом соот-
ношения в заработной плате различных категорий Kt не должны быть
точечными. Их следует устанавливать в виде «вилок» с достаточно
широким диапазоном, что позволяет более активно стимулировать
творческий, эффективный труд, ответственное отношение работников
к своим обязанностям на предприятии.
Такой способ расчета заработной платы позволяет установить зави-
симость ее размеров не только от степени реализации потенциальных
способностей и трудового вклада каждого конкретного работника, но и от
результатов работы коллектива, в котором он работает. Этим обеспечи-
вается сочетание интересов предприятия и конкретного работника.
Для учета условий и интенсивности труда, уровня выполнения
норм и установленных нормированных заданий, фактически отрабо-
танного времени и некоторых других факторов используются меха-
низм установления «вилок» соотношений в оплате труда разного каче-
ства или поправочные коэффициенты (табл. 14.4 на с. 294).
Использование этой модели оплаты труда позволяет значитель-
но сократить масштабы и диапазон применения различного вида пре-
мий, доплат и надбавок или отказаться от них полностью. Это обу-
словлено тем, что, во-первых, показатели, которые стимулируются
премиями, доплатами и надбавками, могут стимулироваться приме-
нением «вилок» соотношений в оплате труда разного качества. Во-вто-
рых, в этой модели организации оплаты труда фонд заработной платы
распределяется между рабочими без остатка, поэтому нет постоянно-
го источника для выплаты премий, доплат и надбавок.
Данная модель содержит несколько элементов:
количество квалификационных групп, которые объединяют
работников различных категорий (рабочих, служащих, специалистов,
руководителей различных уровней). В практике предприятий, приме-
няющих такую систему, количество квалификационных групп колеб-
лется в пределах от 8 до 15;
значение коэффициентов нарастания оплаты от одной квали-
фикационной группы к другой, отражающее соотношение в оплате
293
труда между группами. При этом возможны четыре типа нарастания
коэффициентов: равномерное, прогрессивное, регрессивное, смешан-
ное;
диапазоны значений коэффициентов, соотношений в оплате,
отражающих возможные индивидуальные различия в трудовом вкла-
де работника в пределах той или иной квалификационной группы.
Таблица 14.4
Пример параметров «вилочной» модели системы оплаты труда
Квалификацией- «Вилки» соотношений в оплате труда работников
ные группы различных квалификационных групп
1 2 3 4 5 6 7 8
Рабочие 0,6-1,4 1-2,0 1,4-2,4 1,9-3,1
Служащие 1—2,1 1,5—2,5
Специалисты 1,6—2,6 2,0—3,2 2,5—3,9
Руководители
и заместители
всех подразделе-
ний (отделов) 2,1—3,3 2,6—4,4 3,2—4,8
Директор пред-
приятия, главный
инженер, заме-
стители директора 4,5—5,5 4,8—5,8 5,0—6,0
В приведенном примере выделено девять квалификационных
групп. В начальную группу вошли работники самой низкой квалифи-
кации, выполняющие простые, малопривлекательные работы, рабочие
1—3-го разрядов. Во второй группе объединены водители, техники без
категории и техники 2-й категории, рабочие 4-го разряда и др. В тре-
тью группу вошли рабочие 5-го разряда, техники 1-й категории, руко-
водители некоторых вспомогательных служб и др. В последние три
квалификационные группы входят руководители предприятия.
Выбор крайних соотношений, определяющих разрыв между мини-
мальной и максимальной заработными платами на предприятии, а также
определение диапазона «вилок» заработной платы различных квали-
^икационных групп требуют обстоятельного, взвешенного подхода, так
гк от этого зависят не только действенность данной системы оплаты,
но и морально-психологический климат в коллективе. Выбор приведен-
ного в примере шага интервала исходит из того, что чем выше уровень
квалификации, тем меньше различия в индивидуальном трудовом вкла-
де между работниками. Если на первом квалификационном уровне отно-
294
шение максимального значения интервала к минимальному составляет
1:2,3, то на последнем уровне — 1:1,2. Такое различие позволяет диффе-
ренцированно подойти к возможности снижения или повышения коэф-
фициентов соотношений в оплате. В качестве базового коэффициента
может быть принято среднее его значение по интервалу.
При определении интервалов по квалификационным группам
следует иметь в виду, что значения интервалов должны перекрывать
друг друга таким образом, чтобы среднее значение интервала преды-
дущей группы выступало в качестве нижнего значения для следующе-
го. Это позволяет администрации снижать коэффициент за определен-
ные недостатки в работе, устанавливая оплату работника в пределах
более низкой квалификационной ступени.
14.6.3. Система оплаты, обеспечивающая применение
тарифной ставки 1-го разряда на уровне прожиточного минимума
Эта система позволяет гарантировать работнику самой низкой
квалификации заработную плату на уровне бюджета прожиточного
минимума и обеспечивает воспроизводственную функцию заработной
платы.
Системой предусматривается, что тарифная часть заработной
платы работников 1-го разряда состоит из двух частей: гарантирован-
ной тарифной части и компенсационных выплат до уровня бюджета
прожиточного минимума.
Размер компенсационных выплат устанавливается в одном раз-
мере всем категориям работников на каждом предприятии и может
уменьшаться или вообще не применяться, если предприятие обеспе-
чит за счет собственных средств введение тарифной ставки 1-го раз-
ряда на уровне бюджета прожиточного минимума. В связи с тем что
доля компенсационных выплат к тарифной части заработной платы
вызывает значительное уменьшение заработной платы работников
с более высокими квалификационными разрядами, т.е. руководящих
кадров предприятия, они будут в большей степени заинтересованы
в росте объемов производства и эффективном использовании трудо-
вых и материальных ресурсов, так как рост тарифной ставки 1-го раз-
ряда будет увязан с ростом производительности труда на предприятии.
Каждый процент прироста производительности обеспечивает рост
тарифной ставки 1-го разряда также на 1%. Такое соотношение пред-
лагается на переходный период.
Для перехода на такую систему оплаты труда на предприятии
осуществляется комплекс мероприятий, обеспечивающих оптималь-
ную структуру заработной платы (базовую).
295
Базовая структура заработной платы рассчитывается на основе
совершенствования нормирования труда, оптимизации выплат премий,
надбавок, доплат и интенсификации труда руководителей, специали-
стов, служащих и рабочих-повременщиков.
В дальнейшем элементы базовой структуры заработной платы
используются для определения величины тарифной ставки 1-го раз-
ряда и размера компенсационных выплат на одного работника, кото-
рые могут быть выплачены в пределах сложившегося фонда заработ-
ной платы.
Тарифная ставка 1-го разряда определяется по формуле
_ ФЗП-БПМхЧ
т“ КхЧхК-Ч ’
ср
где Т, — тарифная ставка 1 разряда, тыс. руб.;
ФЗП — фонд заработной платы, тыс. руб.;
БПМ — величина бюджета прожиточного минимума, тыс. руб.;
Ч — численность работников предприятия, чел.;
7Сср — средний тарифный коэффициент по предприятию;
К — коэффициент изменения надтарифной части заработной платы.
Коэффициент изменения надтарифной части заработной платы
(К) определяется как отношение базового фонда заработной платы
к базовому тарифному фонду при реализации мероприятий по совер-
шенствованию нормирования труда и оптимизации выплат премий,
надбавок и доплат. При реализации дополнительных мероприятий
по интенсификации труда руководителей, специалистов, служащих
и рабочих-повременщиков он определяется как отношение базового
фонда заработной платы к сложившемуся на предприятии тарифному
фонду.
Размер компенсационных выплат (Гк) на одного работника рас-
считывается по формуле
Тк = БПМ - Гт.
По мере роста производительности труда пропорционально уве-
личивается тарифная ставка 1-го разряда и соответственно уменьша-
ются компенсационные выплаты.
Применение предлагаемого варианта организации оплаты труда
nebволит:
в кратчайший срок довести тарифную ставку 1-го разряда
до бюджета прожиточного минимума;
стимулировать руководителей и специалистов предприятий
к интенсификации производства;
296
сдержать рост цен на производимую продукцию, происходя-
щий за счет скачкообразных повышений заработной платы;
реализовать основные принципы организации оплаты труда —
эффективность и справедливость;
повысить покупательную способность работников.
14.6.4. Коллективно-долевая система оплаты труда
Эта система предусматривает дифференциацию заработной пла-
ты в зависимости от конечных результатов труда коллективов, учета
квалификационных различий работников и степени их индивидуаль-
ного участия в общих результатах работы. Основными элементами этой
системы являются;
квалификационные уровни;
отработанное за месяц рабочее время;
коэффициент личных заслуг;
количество платежных единиц (баллов);
стоимость одной платежной единицы (балла).
В основе системы лежит среднемесячная заработная плата (с уче-
том премий) за предыдущий год всех работников с разбивкой по цехам
и отделам, с указанием должностей и разрядов. На ее базе составляет-
ся общий ранжированный ряд от самого меньшего до самого большого
размера средней зарплаты. По данным этого ряда образуется инте-
гральный ряд с учетом принятого количества квалификационных
групп. Число последних устанавливается эмпирическим путем, как
правило, не более десяти. Ширина интервала определяется по формуле
X — X
PJ = тазс min
п
где И — ширина интервала, руб.;
Хтах и Xmin — соответственно максимальный и минимальный размеры средней
* заработной платы в ранжированном ряду, руб.;
п — количество квалификационных групп.
Средняя заработная плата первой квалификационной группы
принимается за исходную с коэффициентом 1,0.
Квалификационные уровни по всем последующим квалификаци-
онным группам определяются путем деления средней заработной
платы каждой группы на среднюю первой квалификационной группы.
После этого составляется таблица квалификационных групп
(табл. 14.5) и рассчитывается стоимость одной платежной единицы.
Определение квалификационных уровней является наиболее трудо-
емкой и ответственной работой. От размера квалификационного коэф-
297
фициента зависит доля отдельного работника в фонде заработной
платы. При этом необходимо размер заработной платы первой квали-
фикационной группы устанавливать на уровне прожиточного мини-
мума. Межквалификационное нарастание коэффициентов устанавли-
вается самостоятельно.
Таблица 14.5
Таблица квалификационных групп
Квалификационная группа Интервал средней заработной платы, тыс. руб. Квалификационная характеристика групп Квалификационный уровень (примерный)
10 189,4—231,4 Генеральный директор, главный инженер 5,12
9 157,9—193,1 Заместитель гене- рального директо- ра, начальник выпускающего цеха 4,27
8 131,7—160,9 Начальники цехов, начальник ППО, главный бухгалтер 3,56
7 109,9—134,3 Главный механик, заместитель глав- ного инженера, начальник ООТиЗ 2,97
6 с. 91,7—112,1 Начальники отде- лов, руководители структурных под- разделений, веду- щие специалисты 2,48
5 76,6—93,6 Рабочие высшей квалификации, специалисты вто- рой категории 2,07
4 64,0—78,2 Высококвалифи- цированные рабо- чие, специалисты без категории 1,73
3 ^3—65,1 Квалифицирован- ные рабочие 1,44
2 44,4—54,2 Малоквалифициро- ванные рабочие 1,20
1 41,1 Рабочие без ква- лификации 1,00
298
Коэффициент «личных заслуг» устанавливается исходя из стажа
работы в данной должности и достигнутых результатов работника.
Если нет особой необходимости выделять личные заслуги, то данный
показатель можно не использовать.
Количество платежных единиц (баллов), принимаемых для опре-
деления доли дохода каждого работника (ПЕ), рассчитывается как
произведение квалификационного уровня, отработанного за месяц
рабочего времени (в часах) и коэффициента «личных заслуг»:
nE, = Kyr^3,
где 7Су — квалификационный уровень работника;
Гр — отработанное за месяц рабочее время;
Кл 3 — коэффициент «личных заслуг».
Месячная заработная плата работника определяется умножением
стоимости одной платежной единицы на его количество платежных
единиц. К этому заработку добавляются положенные ему доплаты.
14.6.5. Система оплаты, основанная на оценке
трудового вклада работника в общие результаты
труда коллектива
Эта система оплаты труда предполагает определение размера зара-
ботной платы работника и использование индивидуального коэффи-
циента (ИК), который рассчитывается по формуле
ИК=^+Кпу^+Ня>^+Нсв^+Нт1^+Нср^+ит.д.,
*~*рс *~*рс *~*рс *^рс *~*рс 'Зрс
где Зл — заработная плата работника личная;
Зрр — средняя заработная плата рабочих-сдельщиков;
7Спу — коэффициент профессионального уровня;
* Нур — надбавка за уровень руководства;
Нсв — надбавка за сложность выполняемых работ;
Нпм — надбавка за профессиональное мастерство;
Нср — надбавка за стаж работы.
Коэффициент профессионального уровня (К^) рассчитывается
по формуле
К - К
Т7- ЛТ1 Лтср.р
10 '
где — индивидуальный тарифный коэффициент;
7Стср р — тарифный коэффициент среднего разряда рабочих-сдельщиков.
299
Используемые в формуле надбавки (можно использовать и любые
другие) устанавливаются, как правило, в процентах заработной пла-
ты. Наиболее оптимальная величина надбавки 10—30% (0,1—0,3) зара-
ботной платы. Индивидуальный коэффициент оплаты труда опре-
деляет стоимость работника, является величиной постоянной.
Пересчитывается он при переводе работника на другую должность
(работу) и установлении надбавки.
Для определения оценки трудового вклада работника в общие
результаты работы используется коэффициент трудового участия
(КТУ). Для этого каждому работнику устанавливаются показатели
работы, за выполнение которых он несет ответственность. Как прави-
ло, это 3—5 показателей, каждый из которых оценивается в баллах.
Отчет об их выполнении производится ежемесячно. При выполнении
показателей КТУ равен 1,0, а при невыполнении показателей он умень-
шается на сумму баллов невыполненных показателей. Минимальное
значение КТУ рекомендуется устанавливать не ниже 0,5.
При выполнении работником, помимо своих функциональных
обязанностей, дополнительных объемов работ стимулирование работ-
ника производится через увеличение КТУ. Надбавка (Нд) к КТУ рас-
считывается по формуле
„ Тф П
Н =——х----,
д Тси 100
где П — установленный процент стимулирования работника за выполне-
ние дополнительного объема работ (расширения зон обслужива-
ния);
Тсм — среднемесячный фонд рабочего времени;
Тф — фактически отработанное время.
Максимальный размер КТУ рекомендуется не ограничивать.
Испоьзуя КТУ (аналогично указанному методу), можно стимулиро-
вать любые виды неотложных, непредвиденных и других работ, выпол-
нение которых должно оплачиваться дополнительно.
Для оценки результатов работы коллектива можно принять объем
выпускаемой продукции, или объем реализованной продукции, или
себестоимость выпускаемой^гродукции и т.д. за предыдущий плано-
вый период. Установленные один или несколько показателей фикси-
руются в сопоставимых ценах или в натуральном выражении и полу-
чают значение базовых.
По результатам работы коллектива за месяц определяется коэф-
фициент корректировки объема (Кк) по отношению к базовому. Он рас-
считывается по формуле
300
где Оф — объем (или любой другой показатель) фактический;
О6 — объем (или любой другой показатель) базовый.
За каждый процент увеличения или уменьшения установленно-
го показателя решением администрации определяется размер увели-
чения или уменьшения фонда заработной платы. Для стимулирова-
ния работы с меньшей численностью вводится корректирующий
коэффициент (Кч), рассчитываемый по формуле
где Ч6 — численность базовая;
Чф — численность фактическая.
Начисляемый коллективу фонд заработной платы (ФЗПР) пред-
ставляет собой заработную плату работников, применяемую для рас-
чета индивидуальных коэффициентов оплаты труда, скорректирован-
ную на коэффициент корректировки объема (Кк) и коэффициент
численности (7Q. ФЗП рассчитывается по формуле
ФЗП-з/тС+К—|,
₽ \ к N100 /
где П — заработная плата высвобожденных работников, подлежащая рас-
пределению, %.
Начисление заработной платы работнику производится по фор-
муле
Т
‘ Зш=ФЗПрхИКхКТУх-Л.
* см
Анализ формулы позволяет сделать вывод о том, что уровень зара-
ботной платы работника напрямую увязан с результатами работы кол-
лектива, личным трудовым вкладом и индивидуальным коэффициен-
том оплаты труда.
Данная система позволяет:
оценить каждого работника в зависимости от его квалифика-
ции, занимаемой должности, личных качеств, способствующих успеш-
ному выполнению функциональных обязанностей;
оценить личный трудовой вклад каждого работника;
301
увязать уровень заработной платы каждого работника с резуль-
татами работы коллектива и фактически отработанным временем;
стимулировать работу коллектива с меньшей численностью.
Внедрение предложенной системы организации заработной пла-
ты наиболее актуально для оплаты труда работников функциональ-
ных подразделений, коллективов вспомогательных рабочих-повремен-
щиков, особенно тех, где в силу причин объективного и субъективного
характера сложившийся уровень оплаты руководителей и специалис-
тов ниже уровня рабочих-сдельщиков, что, естественно, не стимули-
рует работу квалифицированных специалистов.
14.7. Оплата труда руководителей,
специалистов и служащих
Основными элементами, положенными в основу организации
оплаты труда руководителей, специалистов и служащих, являются:
минимальные ставки оплаты труда работника как основа для расчета
должностных окладов; схемы должностных окладов, построенные
с учетом сложности выполняемых ими должностных обязанностей;
квалификационный справочник должностей руководителей, специа-
листов и служащих как инструмент их тарификации.
Труд этих категорий весьма разнообразен, имеет творческий
характер. Качество и результативность их труда могут быть определе-
ны лишь косвенно, через показатели деятельности подразделений,
в которых они работают. В силу имеющихся различий в содержании,
нормировании и учете труда этих категорий работников имеются отли-
чия и в применяемых для них системах заработной платы. Поэтому
для оплаты их труда применяют в основном повременную систему
оплаты труда с установлением месячных должностных окладов или
контрактную форму.
Для более полного учета в должностных окладах различий в ква-
лификации, сложности и ответственности выполняемых работ, уси-
лении заинтересованности всех специалистов в росте профессиональ-
ного мастерства, повышении качества труда и ускорении научно-тех-
нического прогресса применяется категорирование инженеров,
экономистов, техников и других специалистов. Так, для инженеров-
конструкторов и инженеров-технологов установлено пять групп слож-
ности, в соответствии с которыми инженеры могут быть без катего-
рии, инженеры третьей, второй и первой категории, ведущие инжене-
ры. Для работников экономических служб установлены четыре
категории (экономист без категории, экономист второй и третьей кате-
горий, ведущий экономист).
302
Категорию и оклад специалисту устанавливает руководитель
предприятия на основе рекомендаций аттестационной комиссии.
Последующая категория присваивается при условии роста квалифи-
кации работника и выполнения им более сложной работы. Та же комис-
сия может и уменьшить категорию специалисту, если он ухудшил пока-
затели своей работы.
С целью более точной оценки результатов работы специалистов,
усиления их заинтересованности в выполнении сложной и ответствен-
ной работы им могут устанавливаться как постоянные надбавки, так
и на срок выполнения этой работы. Размер надбавок определяется
предприятием самостоятельно, и они могут дифференцироваться как
по категориям, так и по конкретным работникам. Допускается уста-
навливать и выплачивать одному и тому же работнику одновременно
надбавку за высокие достижения в труде и за выполнение особо важ-
ных работ.
Особый порядок оплаты труда установлен для руководителей
государственных предприятий. Их оплата состоит из должностного
оклада и вознаграждения за результаты финансово-хозяйственной
деятельности предприятия и определяется органом исполнительной
власти, на который возложены координация и регулирование деятель-
ности в соответствующих отраслях и осуществление полномочий соб-
ственника имущества, или уполномоченным им органом, имеющим
право заключать трудовой договор с руководителем государственного
предприятия. Периодичность выплаты вознаграждения определяется
предприятием самостоятельно. Положение об условиях оплаты труда
руководителей государственных предприятий при заключении с ними
трудовых договоров (контрактов) распространяется также и на руко-
водителей предприятий акционерных обществ, пакеты акций которых
закреплены в государственной собственности, а также на руководите-
лей муниципальных предприятий.
В соответствии с этим Положением предусмотрены верхние пре-
делы кратности к величине тарифных ставок 1-го разряда, из которых
устанавливаются должностные оклады руководителям предприятий.
Конкретный должностной оклад руководителю предприятия может
быть установлен исходя из любого количества тарифных ставок в пре-
делах, предусмотренных для данной группы предприятий по числен-
ности работников. Так, в группе предприятий по численности работ-
ников свыше 10 тыс. человек и кратности к величине тарифной ставки
до 16 должностной оклад может быть установлен исходя из 16,14 и 12
и меньшего количества ставок 1-го разряда. Конкретная величина крат-
ности определяется органом исполнительной власти с учетом слож-
303
ности управления предприятием, его технической оснащенности
и объемов производства продукции.
Если при расчете исходя из максимального количества ставок 1-го
разряда оклад руководителя резко возрастает, то рекомендуется устанав-
ливать его из меньшего количества ставок с таким расчетом, чтобы сохра-
нить оклад на прежнем уровне или повысить его в размерах, компенсиру-
ющих рост потребительских цен за время, прошедшее со дня установления
прежнего оклада.
Органы исполнительной власти могут дифференцировать эти
группы с учетом фактической численности работников на предпри-
ятиях данной отрасли. Например, в группе предприятий со списочной
численностью работников от 200 до 1500 человек целесообразно выде-
лить несколько подгрупп: от 200 до 500, от 500 до 1000 и от 1000
до 1500 человек с соответствующей дифференциацией кратности: до 8,
до 10 и до 12 тарифных ставок 1-го разряда.
При изменении списочной численности работников предприятия
в сторону уменьшения в связи со снижением объемов производства
из-за неплатежеспособности потребителей, конверсии и по другим
объективным причинам контракты с руководителями в части размера
должностного оклада могут не пересматриваться.
Положение не распространяется на руководителей государствен-
ных предприятий, учреждений, организаций, финансируемых из бюд-
жета, и работников, оплата труда которых производится по Единой
тарифной сетке.
Если на предприятии для оплаты труда применяется бестариф-
ная система, то для установления должностного оклада руководителя
предприятия необходимо определять фактическую квартальную зара-
ботную плату работников, входящих в первую (самую низшую) ква-
лификационную группу. Квалификационный коэффициент этой груп-
пы равняется единице. Как правило, в эту группу входят все работники,
имеющие 1-й квалификационный разряд. Одновременно по табелю
устанавливается отработанное время. Затем полученная сумма зара-
ботной платы делится на отработанное время. Исходя из полученной
часовой (или дневной) заработной платы определяется месячная став-
ка, и из нее рассчитывается должности^ оклад руководителя пред-
приятия.
В случае когда по бестарифному принципу распределяется весь
заработок, следует определить примерный удельный вес премии в сред-
ствах на оплату труда и в зависимости от него рассчитать тарифную
ставку. Например, если доля премиальных выплат составляет 30%,
то для расчета ставки 1-го разряда фактическая заработная плата
304
по первой квалификационной группе умножается на коэффициент 0,7,
если доля премий равна 40%, то на коэффициент 0,6 и т.д.
Предусмотрен один вид поощрения руководителей — это возна-
граждение за результаты финансово-хозяйственной деятельности
за счет прибыли. Величина норматива вознаграждения определяется
органом исполнительной власти при пересмотре (заключении) кон-
тракта и предусматривается в нем.
Вознаграждение за результаты финансово-хозяйственной деятель-
ности вводится взамен ранее установленных условий премирования (воз-
награждения) и выплачивается руководителю за счет и в пределах полу-
ченной прибыли за расчетный период, определяемый на предприятии.
Выплата вознаграждения может осуществляться по результатам работы
за квартал, год, другой расчетный период (например, на предприятиях,
где производство носит сезонный характер,— по окончании сезона).
Допускаются ежемесячные выплаты вознаграждений в виде аванса в раз-
мерах, не превышающих в совокупности 50% предполагаемой суммы воз-
награждения за расчетный период. Фактическая сумма вознаграждения
определяется путем умножения на норматив суммы прибыли по балансу
за расчетный период за вычетом из нее налогов, других обязательных
платежей в бюджет и средств, направленных на потребление.
Большое распространение получает контрактная форма найма
и оплаты труда руководителей и специалистов предприятий. Кон-
тракт — это особый вид трудового договора, в котором срок действия,
права, обязанности и ответственность сторон, условия оплаты и орга-
низации труда, порядок и условия расторжения контракта, помимо пре-
дусмотренных законодательством о труде, устанавливаются сторона-
ми соглашения самостоятельно.
Система контрактного найма позволяет:
привлечь и удержать наиболее квалифицированных и творче-
ски активных специалистов;
гибко регулировать численность и состав управленческого
персонала;
повысить ответственность и творческое отношение к работе
нанимаемого специалиста на указанных в контракте условиях.
Характерной особенностью контракта является его срочный
характер (от 1 до 5 лет). По истечении срока контракт может быть
расторгнут или по соглашению сторон продлен на тех же условиях либо
перезаключен на новых. Срочность контракта позволяет сделать тру-
довые отношения более мобильными.
Контракт в отличие от обычного трудового договора всегда заклю-
чается в письменной форме. В текст контракта может включаться инди-
305
видуальный порядок оплаты труда, отличный от условий, предусмот-
ренных коллективным договором, но не противоречащих действу-
ющему законодательству. Оплата по контракту устанавливается с уче-
том сложности и ответственности труда, квалификационного уровня
и деловых качеств работника.
Помимо основного заработка — должностного оклада, могут быть
оговорены условия повышения (понижения) обусловленного размера
оплаты труда, премии, надбавки за выполнение конкретных условий
контракта. Оплата труда по высоким ставкам дает возможность отка-
заться от неэффективных систем поощрения и самое главное — это
более надежная гарантированная форма оценки трудового вклада.
Срочный характер контракта является мощным мотивирующим
фактором, обеспечивающим высокую производительность и качество
труда работника, заинтересованного, как правило, в продолжении тру-
довых отношений по истечении срока договора.
14.8. Премиальная система
С целью поощрения работающих за дополнительные результаты
труда, характеризующие их личностные качества, сверх основного зара-
ботка на предприятиях применяются поощрительные системы. В рас-
смотренных сдельно-премиальной и повременно-премиальной
системах, по которым оплачивается труд большинства рабочих в про-
мышленности, премии как составная часть заработной платы способ-
ствуют улучшению результатов труда и, следовательно, повышению
эффективности производства. Источниками выплаты премий являют-
ся фонд заработной платы и прибыль.
Основными задачами системы премирования являются:
стимулирование выполнения планов и договорных обяза-
тельств по поставкам продукции;
повышение заинтересованности в улучшении качества продук-
ции;
стимулирование повышения производительности труда;
повышение заинтересованности в снижении себестоимости
производства продукции; Я-
повышение заинтересованности в экономии всех видов мате-
риальных ресурсов;
стимулирование создания и освоения новой технологии и тех-
ники.
Исходя из этих задач поощрительные системы различаются
по целевому назначению, определяющему как форму, так и содержа-
ние механизма взаимосвязи поощрительной оплаты с основным зара-
306
ботком. С этой точки зрения можно выделить три группы поощритель-
ных систем.
К первой группе относятся премиальные системы, увязывающие
основную заработную плату с уровнем выполнения и перевыполне-
ния показателей, выходящих за пределы основной нормы труда работ-
ника или коллектива. Это наиболее распространенные системы, преду-
сматривающие дополнительное поощрение за достижение конкретных
количественных и качественных параметров, заранее известных работ-
нику или коллективу.
Ко второй группе относятся премиальные системы, увязывающие
основную заработную плату с какими-то определенными достижени-
ями: вознаграждение по итогам работы предприятия за год, премирова-
ние за экономию материальных и топливно-энергетических ресурсов,
освоение производственных мощностей, содействие изобретательству
и рационализации, за сбор и сдачу отходов производства для их вто-
ричного использования и др. Особое место в системе премирования
занимает вознаграждение по итогам работы за год, которое относится
к особому виду материального поощрения, поскольку выплачивается
работнику сверх основной и дополнительной заработной платы. Источ-
ником его выплаты является прибыль предприятия. Размер этой пре-
мии зависит от коллективных годовых результатов труда и стажа рабо-
ты на предприятии.
К третьей группе относятся премиальные системы, увязывающие
основную заработную плату с личными деловыми качествами работ-
ников, уровнем их профессионального мастерства, отношением к рабо-
те. К ним относятся прежде всего доплаты и надбавки стимулирующе-
го характера: за профессиональное мастерство, совмещение профессий
(должностей), расширение зон (норм) обслуживания, за выполнение
прежнего или большего объемов работ меньшей численностью. Эти
(поощрения устанавливаются небольшому кругу работников, которые
достигают устойчивого более эффективного использования своего
рабочего времени или высоких профессиональных качеств.
Премиальная система состоит из элементов, находящихся в тес-
ной связи между собой. К таким элементам относятся: показатели
и условия премирования; размеры премий; круг премируемых работ-
ников; периодичность премирования; порядок начисления премий
и их распределение между коллективами и отдельными работниками.
Показатели премирования представляют собой конкретные
показатели, соответствующие задачам производства в данном подраз-
делении, выполнение которых зависит от результатов работы как
отдельного работника, так и группы работников. При выборе показа-
307
телей премирования для конкретного структурного подразделения или
работника следует исходить из роли или значения выполняемых ими
(им) функций и возложенных обязанностей, возможности улучшения
установленных показателей и их влияния на повышение эффективно-
сти производственной деятельности и качество работ и выпускаемой
продукции или услуг.
Условия премирования представляют собой требования к преми-
руемым, при невыполнении которых премия не выплачивается или
ее размер уменьшается.
Установленные показатели и условия премирования не должны
противоречить друг другу, чтобы улучшение одних показателей
не повлекло ухудшение других. Кроме того, чтобы не потерялась связь
системы премирования с основными задачами и результатами рабо-
ты, их число рекомендуется устанавливать не более трех.
При разработке систем премирования для различных категорий
и групп работников, а также при установлении индивидуальных пока-
зателей премирования необходимо учитывать назначение и роль каж-
дой группы, подразделения и работника в производственном процессе
и в достижении конечных результатов, выполняемые ими функции
и поставленные задачи.
Показателями премирования рабочих, занятых в основном про-
изводстве, могут быть:
выполнение и перевыполнение производственных заданий,
технически обоснованных норм, нормированных заданий;
рост производительности труда, снижение трудоемкости изде-
лий, освоение новых норм выработки (времени и обслуживания);
повышение качества продукции и выполняемых работ по срав-
нению с нормативными и плановыми заданиями;
соблюдение технологического режима, графиков работы, обес-
печение ритмичности производства;
экономия сырья, материалов, инструментов и других матери-
альных ценностей по сравнению с нормами или планом.
При организации премирования рабочих, занятых обслуживани-
ем основного производства, в качестве показателей премирования
могут быть:
обеспечение бесперебойной и ритмичной работы оборудования
по выпуску продукции;
улучшение коэффициента использования оборудования;
увеличение межремонтного периода эксплуатации и сокраще-
ния затрат на обслуживание и ремонт;
бесперебойное обеспечение рабочих мест инструментом и оснаст-
кой и др.
308
Система премирования служащих, специалистов и руководите-
лей предприятия должна быть направлена на достижение стоящей
перед коллективом цели. Служащие и специалисты оказывают непо-
средственное влияние в первую очередь на результаты работы своего
структурного подразделения и опосредованно на результаты работы
цеха и предприятия. Поэтому показатели премирования руководите-
лей, специалистов и служащих цехов должны быть увязаны с задача-
ми, стоящими перед цехом. Такими показателями могут быть, напри-
мер, выполнение и перевыполнение плана по производству продукции,
производительности, повышение качества продукции, ритмичность
производства и др.
Показатели премирования работников функциональных подраз-
делений должны отражать результаты работы этих структур. На прак-
тике используются различные варианты премирования. Например, для
служб главного конструктора, главного технолога в качестве показате-
лей премирования могут быть приняты: выполнение плана по ускоре-
нию научно-технического прогресса; разработка и внедрение новой
техники и прогрессивных высокоэффективных изделий, конструкций
и технологий, новых товаров улучшенного качества; разработка изде-
лий, предназначенных для экспорта; повышение технологичности про-
дукции и др.
Руководящие работники предприятия отвечают за осуществле-
ние всей производственно-хозяйственной деятельности предприятия,
поэтому для них предусматривается поощрение за каждый из основных
показателей хозяйственной деятельности: объем реализованной про-
дукции; полученный размер прибыли, уровень рентабельности и др.
Важным элементом любой системы премирования является раз-
мер премии. Он должен быть таким, чтобы создать заинтересованность
в улучшении показателей трудовой деятельности. Минимальный раз-
мер премии определяется психологическим порогом ощутимости пре-
мии и измеряется величиной, равной 8—10% тарифа (оклада). Макси-
мальный размер определяется экономической целесообразностью
системы и оптимальным уровнем надтарифной части заработной пла-
ты. Оптимальным является уровень 35—40% тарифа (оклада).
Размеры премии устанавливаются дифференцированно по про-
фессиям и группам рабочих в зависимости от значимости и сложно-
сти выполняемых ими работ. В преимущественное положение долж-
ны быть поставлены рабочие, являющиеся инициаторами пересмотра
норм труда, улучшения качества продукции, ускорения освоения новых
норм труда.
Современные системы премирования делают акцент на стимули-
ровании высоких конечных коллективных показателей работы. При
309
этом размеры премий устанавливаются за каждый процент (пункт)
улучшения показателя по сравнению с нормативным (плановым) уров-
нем или уровнем, достигнутым в предыдущем периоде.
Премирование работников осуществляется в пределах фонда
заработной платы, включаемого в себестоимость продукции (услуг),
а также за счет прибыли, остающейся в распоряжении предприятия.
Дополнительным источником является сумма экономии материаль-
ных и топливно-энергетических ресурсов.
Периодичность начисления премий определяется как периодич-
ностью выплаты основной заработной платы, так и плановым перио-
дом времени, по истечении которого устанавливаются результаты рабо-
ты исполнителя и структурного подразделения. При этом следует
иметь в виду, что оценку выполнения показателей премирования руко-
водителей, специалистов и служащих целесообразно осуществлять
нарастающим итогом с начала года. Для рабочих применяется поме-
сячная оценка результатов.
Основанием для установления порядка начисления премий явля-
ются данные статистической и бухгалтерской отчетности, а также дан-
ные оперативного учета. Размер премий определяется: для рабочих —
в процентах к заработной плате по тарифным ставкам (сдельным рас-
ценкам) или в абсолютной сумме; для руководителей, специалистов
и служащих — в процентах к заработной плате по должностным окла-
дам или в абсолютной сумме. При допущенных производственных
упущениях: ухудшении качества выпускаемой продукции (работ),
нарушении технологической дисциплины, несоблюдении стандартов
и технических условий и др., коллективы и отдельные работники могут
быть лишены премии полностью или частично, что оформляется при-
казом нанимателя или руководителя структурного подразделения.
Перечень видов премий, их размеры, круг премируемых, порядок
начисления премий, условия и периодичность их выплаты из фонда
заработной платы, а также из прибыли и за счет экономии отражаются
в коллективном договоре предприятия.
14.9. Механизм доплат, надбавок и компенсаций
Как уже было отмечено, стимулирующ^ выплаты могут осуще-
ствляться в виде доплат, надбавок и компенсаций. Доплаты призваны
обеспечить возмещение дополнительных затрат труда, вызванных
объективными различиями в условиях и тяжести труда. Надбавки сти-
мулируют добросовестное отношение к труду, повышение квалифи-
кации, интенсивности труда, выполнение трудовых обязанностей
в определенных условиях, а также проявление инициативы при выпол-
310
нении поручений и заданий. Компенсации дают возможность частич-
но компенсировать потери в заработке, вызванные причинами, не зави-
сящими от предприятия (например, рост цен на товары, коммуналь-
ные услуги и т.п.).
В условиях многообразных форм собственности размер и условия
выплаты стимулирующих доплат и надбавок (за высокую квалифика-
цию, профессиональное мастерство, работу с меньшей численностью
и т.д.) определяются предприятиями самостоятельно при заключении
коллективных договоров и производятся в пределах имеющихся
средств. Государством законодательно регламентируется лишь мини-
мальный размер надбавок, компенсаций и доплат, которые наниматель
обязан предоставить работникам. Нанимателю предоставлено право
самостоятельно совместно с профсоюзами исходя из собственных дохо-
дов в коллективных договорах определять перечень, размер и условия
выплаты надбавок, компенсаций и доплат.
Кроме того, администрация предприятия и профсоюзы при заклю-
чении коллективных договоров могут предусмотреть применение ком-
пенсационных и других видов выплат в равном по абсолютной вели-
чине размере всем работающим (в тех или иных условиях труда)
независимо от уровня квалификации. Однако выплаты должны быть
не ниже установленных в законодательных документах и не ниже, чем
это предусмотрено ранее действующими условиями оплаты для рабо-
чих высшей квалификации, отнесенных к наиболее высокой профес-
сионально-квалификационной группе по оплате.
Применяемые на предприятиях и в организациях доплаты и над-
бавки можно разделить на две группы:
1) не имеющие ограничений по сферам трудовой деятельности;
2) применяемые в определенных сферах приложения труда.
К первой группе относятся доплаты:
‘ «за работу в выходные и нерабочие праздничные дни;
за работу в сверхурочное время;
несовершеннолетним работникам в связи с сокращением их рабо-
чего дня;
при невыполнении норм труда (должностных обязанностей)
по вине работодателя;
при изготовлении бракованной продукции не по вине работ-
ника.
Работа в выходные и нерабочие праздничные дни оплачивается
не менее чем в двойном размере. По желанию работника, работающе-
го в такие дни, ему может быть предоставлен день отдыха. В этом слу-
311
чае работа в нерабочий праздничный день оплачивается в одинарном
размере, а день отдыха не оплачивается.
Сверхурочная работа оплачивается за первые 2 ч работы не менее
чем в полуторном размере, а последующие часы не менее чем в двой-
ном размере. Конкретные размеры оплаты за сверхурочную работу
определяются в коллективном договоре.
Доплаты к заработной плате рабочим и служащим моложе 18 лет
при сокращенной продолжительности рабочего дня устанавливаются
в размере, обеспечивающем ее соответствие средней заработной плате
работников соответствующих категорий, работающих полный рабочий
день. На сдельных работах, где расценка устанавливается на основе
технически обоснованных норм, не учитывающих возрастной состав
работающих, доплаты устанавливаются по тарифной ставке за время,
на которое для них сокращается рабочий день.
При невыполнении норм труда (должностных обязанностей)
по вине работодателя оплата производится за фактически отработан-
ное время или выполненную работу, но не ниже средней заработной
платы работника. При невыполнении норм труда (должностных обя-
занностей) по причинам, не зависящим от работодателя и работника,
за последним сохраняется не менее 2/3 тарифной ставки (оклада).
При изготовлении продукции, признанной бракованной не по вине
рабочего, вся бракованная продукция оплачивается как годная. Брак,
допущенный рабочим, оплате не подлежит.
Доплаты и надбавки второй группы можно разделить следующим
образом.
Доплаты и надбавки, носящие стимулирующий характер:
за совмещение профессий (должностей) и исполнение обязан-
ностей временно отсутствующего работника;
за расширение зон обслуживания или увеличение объема работ;
рабочим за профессиональное мастерство;
специалистам за высокие достижения в труде, сложность и напря-
женность труда;
бригадирам, не освобожденным от основной работы.
Доплаты за совмещение профессий (должностей) и исполнение обя-
занностей временно отсутствующего работника устанавливаются в раз-
мере, согласованном сторонами при заключении коллективного или тру-
дового договора и зависят от сложности, характера труда, объема выпол-
ненных работ, степени использования рабочего времени. Для организа-
ций, финансируемых из бюджета, они устанавливаются в пределах фонда
заработной платы и выплачиваются работникам в размерах, не превыша-
ющих тарифной ставки (оклада) отсутствующего работника.
312
Рабочим могут устанавливаться надбавки за профессиональное
мастерство. Критериями оценки уровня профмастерства рабочего
могут быть: стабильное обеспечение высокого качества выпускаемой
продукции, строгое соблюдение технологической дисциплины, выпол-
нение работ повышенной сложности, обслуживание важнейших участ-
ков производства, освоение новых профессий и смежных функций и др.
Кому из рабочих устанавливать такие надбавки, решает наниматель.
Однако исходя из сложившейся практики такие надбавки устанавли-
ваются рабочим, имеющим 3-й разряд и выше. При определении раз-
меров таких надбавок можно ориентироваться на размеры, установ-
ленные для организаций, финансируемых из бюджета, а именно: для
рабочих 3-го разряда—12% его тарифной ставки, 4-го — до 16%, 5-го —
до 20%, 6-го — до 24%, 7-го — до 28%, 8-го — до 32% тарифной ставки.
Надбавки за высокие достижения в труде, сложность и напряжен-
ность труда устанавливаются руководителям, специалистам и служа-
щим. Их размеры определяются в зависимости от личного вклада кон-
кретного работника в результаты труда подразделения или коллектива
предприятия в целом. Надбавки руководителям устанавливаются
вышестоящим органом управления. Качество работы специалистов
и служащих для определения размера надбавок оценивают на основе
учета объема и сложности работы или выполняемых ими обязанно-
стей, предусмотренных должностными инструкциями, нормами труда,
сроков и качества их выполнения, а также критериев, характеризующих
квалификацию работников, их компетентность, ответственность и ини-
циативность в работе.
Доплаты бригадирам из числа рабочих, не освобожденных
от основной работы, за руководство бригадой компенсируют допол-
нительные затраты или возможные потери в заработной плате, обу-
словленные затратами на руководство коллективом. Их размеры уста-
навливаются, как правило, в зависимости от численности бригады: при
численности 5—10 человек — 10%, свыше 10 человек — 15% тарифной
ставки 1 разряда или тарифной ставки бригадира.
Доплаты и надбавки, связанные с особым характером
выполняемой работы:
за работу по графику с разделением рабочего дня на части пере-
рывами не менее 2 ч;
за многосменный режим работы;
за высокие квалификационные классы (водителям автомашин,
машинистам локомотивов железнодорожного транспорта и т.д.).
Доплаты за работу по графику с разделением рабочего дня
на части с двумя и более перерывами общей продолжительностью
313
не более 4 ч могут устанавливаться в размере, определяемом нанима-
телем как в процентах от тарифной ставки 1-го разряда, так и от тариф-
ной ставки (оклада) работника. При этом общая продолжительность
рабочего времени не должна превышать установленной продолжитель-
ности рабочего дня.
Доплаты за многосменный режим работы вводятся взамен допол-
нительной оплаты за работу в ночное время. Решение о их введении
принимается коллективом предприятия и оговаривается в коллектив-
ном договоре.
Надбавки за высокие квалификационные классы устанавливаются
водителям и выплачиваются, например, для водителей автомашин
в следующих размерах: водителям первого класса, работающим на гру-
зовых и легковых автомобилях, а также на автобусах,— в размере 25%,
водителям второго класса — 10%. Их выплата производится за факти-
чески отработанное время. Надбавки за классность, устанавливаемые
водителям транспортных средств, призваны стимулировать не только
овладение ими высокого мастерства в управлении этими средствами,
но и уровень технических знаний, позволяющий содержать эти сред-
ства в исправном состоянии.
К третьей группе относятся доплатьГ за условия труда, отклоня-
ющиеся от нормальных:
за работу во вредных, особо вредных, тяжелых и особо тяже-
лых условиях труда;
за интенсивность труда рабочим, занятым на конвейерах, поточ-
ных и автоматических линиях;
за работу в зонах радиоактивного загрязнения в связи с авари-
ей на Чернобыльской АЭС;
за работу в лесных массивах;
за перевозки опасных грузов.
Доплаты за работу во вредных, особо вредных, тяжелых и особо
тяжелых условиях труда устанавливаются на конкретное рабочее
место на основе его аттестации и дифференцируются в зависимости
от общей оценки условий труда в баллах. При ^следующей рацио-
нализации рабочих мест и связанного с этим улучшения условий тру-
да надбавки должны уменьшаться или отменяться. При определе-
нии минимального гарантированного размера таких доплат исходят
из тарифной ставки 1-го разряда ЕТС. Если на предприятии применя-
ется тарифная ставка 1-го разряда, превышающая размер ставки, уста-
новленной ЕТС, размеры доплат за работу во вредных и тяжелых усло-
виях рассчитывают от применяемой нанимателем тарифной ставки 1-го
разряда.
314
Доплаты за вредные условия труда устанавливаются линейным
руководителям дифференцированно по результатам аттестации рабо-
чих мест персонально для тех из них, у которых фактическое время
работы во вредных и особо вредных условиях составляет не менее 50%
рабочего времени. Конкретный размер доплат определяется на осно-
вании аттестации рабочих мест по условиям труда и с учетом разме-
ров доплат, установленных рабочим на данном участке, цехе, произ-
водстве.
С помощью доплат за интенсивность труда компенсируется
более напряженный ритм труда рабочих, занятых на конвейерах, поточ-
ных и автоматических линиях. В качестве критерия, принимаемого для
установления размера такой доплаты, используется коэффициент заня-
тости рабочего активным трудом. Они могут устанавливаться как
в процентах к тарифным ставкам рабочих, так и в абсолютных размерах.
Большая часть перечисленных надбавок, компенсаций и доплат
является непостоянной по своим размерам. Во многих случаях они
выплачиваются из экономии фонда заработной платы и могут быть
пересмотрены при улучшении или ухудшении работы исполнителей,
которым они были установлены, или по материалам, полученным при
проведении следующей аттестации исполнителей или рабочих мест.
ЛИТЕРАТУРА
1. Базовая система микроэлементных нормативов времени (БСМ) :
методические и нормативные материалы. М.: Экономика, 1989.
2. Барышников Ю.Н. и др. Аттестация и рационализация рабочих
мест. М.: Экономика, 1987.
3. Быгин В.Б., Малинин С.В. Нормирование труда на предприятии.
М.: Финансы и статистика, 1993.
4. Быгин В.Б., Малинин С.В. Нормирование труда в условиях пере-
хода к рыночной экономике: учеб, пособие. М., 1995.
5. Генкин Б.М. Экономика и социология труда. М.: НОРМА-ИНФ-
РА-М, 1998.
6. Зубкова А.Ф., Слезингер Г.Э. Организация нормирования труда
на предприятиях. М.: Экономика, 1995.
7. Зудина Л.Н. Организация управленческого труда. М., 1997.
8. Калина А.В. Организация и оплата труда в условиях рынка. Киев:
МАУП, 1997.
9. Костюков Н.И., Щепакин М.Б., Малеванчук В.А. Организация, нор-
мирование и оплата труда. Ростов-на-Дону, 1993.
10. Малиновский В.Р., Силантьева НА. Техническое нормирование
труда в машиностроении. М.: Машиностроение, 1990.
11. Методические основы нормирования труда рабочих в народном
хозяйстве. М.: Экономика, 1978.
12. Методика определения экономической эффективности меропри-
ятий по НОТ. 3-е изд., доп. и перераб. М., 1990.
13. Научная организация и нормирование труда® машиностроении:
Учебник для студентов машиностроительных специальностей
вузов / Под ред. С.М. Семенова. М.: Машиностроение, 1991.
14. НОТ и нормирование труда. М.: Машиностроение, 1993.
15. Научная организация труда в управлении производственным кол-
лективом. М.: Экономика, 1991.
16. Организация и нормирование труда : учеб, пособие / под ред.
В.В. Адамчука. М.: Финстатинформ, 1999.
316
17. Павленко А.П., Суэтина Л.М. Организация нормирования труда
на предприятиях в современных условиях. М.: Экономика, 1997.
18. Пашуто В.П. Организация и нормирование труда на предприятии.
Минск: Новое знание, 2002.
19. РофеАМ. Научная организация труда. М., 1998.
20. Слезингер Г.Э. Труд в условиях рыночной экономики. М., 1996.
21. Суэтина Л.М. Значение, функции и задачи нормирования труда
в условиях рыночной экономики. М.: НИИтруда, 1996.
22. Суэтина Л.М. Методы изучения затрат рабочего времени. М. :
НИИТруда, 1996.
23. Фильев В.И. Организация, нормирование и оплата труда в разви-
тых странах. М.: ИнтелСинтез, 1996.
24. Фильев В.Н. Нормирование труда на современном предприятии.
М., 1997.
КНИГИ ПО ВСЕМ ОТРАСЛЯМ ЗНАНИЙ
ш на книжном рынке
5^ 000 наименоааиий литературы
mini, ynahai I cipiiHiai тантш
YSpO пеставщикоа книжной продукции
аз apyaiaiaai гарадаа РФ a parmamui
раатраа Рвана а стран СНГ
ДЭмнлектование на основе индивидуальных заказов
i Х^Нфермацненная и техническая неддержка клиентов
У^гладскив, транспортные услуги
Тяказ книг и режиме on-line на www.book.ru
Оптовая
продажа:
тел./факс:
e-mail:
Магазин
«Учебная
литература»:
тел./факс:
e-mail:
Интернет-
магазин:
Россия, 129110, Москва,
ул. Большая Переяславская, д. 46
(095) 680-02-07, 680-72-54, 680-91-06,
680-12-78, 680-06-71
office@knorus.ru
Москва, Сокольнический вал, 2-6
(095) 264-27-73.
shop@knorus.ru
www.book.ru
ИЗДАТЕЛЬСТВО КНОРУС ПРЕДСТАВЛЯЕТ
Международные
стандарты
аудита
Для студентов,
Международные стандарты аудита
Жарылгасова Б.Т., Суглобов А.Е.
Учебное пособие. - 2005
Дается характеристика международных стандартов аудита (MCA) как
базы разработки национальных правил (стандартов) аудиторской
деятельности в Российской Федерации. Подробно рассматриваются
содержание и правила применения MCA. Приводятся многочисленные
практические примеры использования MCA.
Учебное пособие подготовлено на кафедре аудита и анализа
Российского государственного аграрного заочного университета
в соответствии с государственным образовательным стандартом
по специальности 060500 - «Бухгалтерский учет, анализ и аудит».
аспирантов и преподавателей аузов, слушателей системы
послевузовского образования, начинающих аудиторов и бухгалтеров.
ISBN 5-85971-117-4 i 400 с., переплет код 105433 150-00 руб. ст. 12
Международные стандарты
финансовой отчетности:
International Accounting Standards.
International Financial Reporting Standards
Чая B.T., Чая Г.В.
Учебное пособие. - 2005
Приводятся комментарии и интерпретация международных стандартов
финансовой отчетности. По каждому стандарту рассматриваются цель
и сфера применения, порядок бухгалтерского учета, раскрытие
информации и учебно-практический пример.
Для студентов, аспирантов, преподавателей вузов, слушателей
системы послеаузоаского образования, а также для экономистов,
бухгалтеров, руководителей организаций и предпринимателей.
ISBN 5-85971-094-1 | 240 с., обложка | код 105440 | 100-00 руб. | ст. 24
Мировая экономика
и международный
бизнес
Мировая экономика и международный бизнес
Под ред. В.В. Полякова и Р.К. Щенина
Учебник. - 2005
Системно излагается материал, посвященный новому научному и учеб-
ному направлению - мировой экономике и международному бизнесу,
науке о современных тенденциях развития мирового хозяйства
и важнейших направлениях и факторах развития международного
бизнеса. Это первый учебник, который полностью соответствует новому
образовательному стандарту в этой области. На многочисленных
конкретных примерах рассматриваются основные тенденции развития
мировой экономики, методы регулирования, исследования,
прогнозирования и моделирования мирового рынка и международного
бизнеса. Анализируются особенности современного международного финансового бизнеса,
международного обмена интеллектуальной собственностью, международной торговли
товарами и услугами различного назначения.
Для студентов, аспирантов, преподавателей высших учебных заведений, слушателей
системы послевузовского образования, а также специалистов, занимающихся
вопросами мировой экономики.
ISBN 5-85971-051-8 I 656 с., переплет I код94081 I 150-00 руб. \ ст. 8
Пашуто Валерий Петрович
ОРГАНИЗАЦИЯ, НОРМИРОВАНИЕ
И ОПЛАТА ТРУДА НА ПРЕДПРИЯТИИ
Учебно-практическое пособие »
Редактор Л.П. Тарасова
Корректор З.Л. Лазарева
Компьютерная верстка: С.А. Гостева
Санитарно-эпидемиологическое заключение
№ 77.99.02.953.Д.005703.09.04 от 14.09.2004 г.
Сдано в набор 20.04.2005. Подписано в печать 25.05.2005.
Формат 60x90/16. Гарнитура «Petersburg». Печать офсетная. Бумага газетная.
Усл. печ. л. 20,0. Уч.-изд. л. 14,2. Тираж 3000 экз. За^з № 773.
ЗАО «КНОРУС». 129110, Москва, ул. Большая Переяславская, 46.
Тел.: (095) 680-7254,680-0671, 680-1278.
E-mail: office@knorus.ru http://www.book.ru
Отпечатано в полном соответствии с качеством предоставленных диапозитивов
в ОАО «Тверской ордена Трудового Красного Знамени
полиграфкомбинат детской литературы им. 50-летия СССР».
170040, г. Тверь, проспект 50 лет Октября, 46.
£
УЧЕБНАЯ ЛИТЕРАТУРА ПО ПРАВУ
КОДЕКСЫ
СБОРНИКИ
философия псикрлвп® л/I 1/1 |j' I
ФИНАНСЫ JXwlVllVlijJ
ОТЧЕТНОСТЬ ’®1
УЧЕБНАЯ ЛИТЕРАТУРА ПО ПРАВУ
КОММЕНТАРИИ Q А ТС (
3<О|Ы 1
АРИИ
ЧЕТНОСТЬ
СБ
’АВУ
ИСТОРИЯ
ФилисиФияБуХГАДТЕРСКИИ УЧЕТ
психологи^^
КОДЕКСЫ ЗАКЖГ УЧЕБНАЯ ЛИТЕРАТУРА ПО ПРАВУ
ПРОС»АЛТЕР(Ж
ИСТОРИ5?одек™ “'IE11
ЭКОНОМИКА ФИНАНСЫ ‘ПРОСПЕКТ* *
УЧЕБНАЯ ЛИТЕРАТУРА ПО ПРАВУ
КОММЕНТАРИИ
ФИЛОСОФИЯ
психология
ИЗДАТЕЛЬСТВО «ПРОСПЕКТ»
111020, Москва, ул. Боровая, д. 7, стр. 4
(095) 967-15-72
e-mail: sale@prospekt.org mail@prospekt.org
• проспект- www.prospekt.org